| | |
 | Unsere neue Webseite ist live, eine Pressemitteilung
|
|
Autor
|
Thema: Frage zu Werkzeugkonzept (14980 mal gelesen)
|
lochifey
Mitglied
Student

   Beiträge: 16
Registriert: 19.01.2010
|

 erstellt am: 19. Jan. 2010 20:06
erstellt am: 19. Jan. 2010 20:06  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo Gemeinde! Ich stehe gerade am Anfang meiner Bachelorarbeit. Thema: Konstruktion eines Spritzgießerkzeugs für den Artikel (siehe Bild). Momentan bin ich an der Erstellung des (der) Werkzeugkonzepts(e). Grundlegend würde ich ein Schieberwerkzeug vorsehen. Düsenseitig den Kern für die Rippen. 2 Schieber für die Auskernungen (oval) und die Rasthaken. Die kurzen Seiten am Rahmen würde ich in den Einsatz Fahrseitig im Werkzeug vorsehen.(da hier keine Hinterschneidungen/Auskernungen vorhanden sind-keine Schieber notwendig)?!? Ich bitte euch um Hilfe für weitere Möglichkeiten ein Werkzeug für diesen Artikel zu konziperen, da ich am Anfang meines Konstrukteurdaseins stehe fehlen mir noch die Erfahrungen... Vielen Dank im Voraus. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
 erstellt am: 19. Jan. 2010 21:18 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
erstellt am: 19. Jan. 2010 21:18 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey 
Das kann man schon so machen. Dann sind auf der Sichtseite keine Auswerfer. Allerdings benötigst Du dann eine Menge Flachauswerfer und die sind teuer, vor allem die Sonderanfertigungen hiervon. Die Rippen oder das ganze Teil können in der Düsenseite hängenbleiben. Also entsprechend polieren oder Entformungsschräge reinschmuggeln. Das Teil wird nur außen von den Schieber auf der Auswerferseite (AS) gehalten. Das kann Probleme machen. Eventuell einen kleinerem Teil der Rippen in die AS legen. Damit man nachträglich, falls nötig, noch Hinterschneidungen anbringen kann. Aber wenn Du den umlaufenden Rand in die AS legst, gibt es auch nicht weniger Probleme.
Für welche Stückzahlen soll das Werkzeug sein ?
Wieviel Kavitäten ?
Welcher Kunststoff ?
Heißkanal oder Kaltkanal ?
Wie groß ist der Artikel ?
Wie dick ist das Teil ? ------------------
Klaus Solid Edge V 20 SP15 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
 erstellt am: 20. Jan. 2010 01:58 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 20. Jan. 2010 01:58 <-- editieren / zitieren --> Unities abgeben:
Erstmal vielen Dank für die schnelle Reaktion! Kurz zu Deinen Fragen: eine Kavität
Kunststoff: PA6 GF15
Heißkanal - aufgrund des Materials-richtig? (Ich denke wegen der hohen Verarbeitungstemperatur von 270° - 290°)
Artikelgröße:15x6x6,5 (LxBxH)
Wandstärke: Die Rippen haben am Grund eine Wanddicke von ca. 3 mm und verjüngen sich mit 2 ° pro Seite (Entformungsschräge), der Rahmen hat eine Wanddicke von 2 mm.
Anspritzung: 4 x auf Längsseite unter den oberen Rand. "Eventuell einen kleinerem Teil der Rippen in die AS legen. Damit man nachträglich, falls nötig, noch Hinterschneidungen anbringen kann." Könntest du mir das bitte noch näher erläutern? Gruß Marius Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 20. Jan. 2010 08:23 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Bei diesen Verhältnissen sollte es keine Probleme mehr geben. "Artikelgröße:15x6x6,5 (LxBxH)" Sind das cm oder mm ?
( In der Technik und hier sind fast nur mm üblich ) 3 mm Wanddicke sind schon viel, 2 mm würden auch reichen.
Bei 2,2 mm Wanddicke geht noch ein Auswerfer Ø 2 darunter. Wenn Du die Rippen nicht an der unteren Kante sondern irgendwo in der Mitte trennst, liegt ein Teil in der Düsen- und der Rest in der Auswerferseite.
Bei 2 Grad Schräge ist das aber nicht mehr nötig.
Bei dieser Schräge mußt Du beachten, daß der Unterschied der Rippendicke nicht zu groß wird, weil sie sonst ungleichmäßig schwinden und das ganze Teil verziehen.
Ich würde ein Grad je Seite nehmen und die Rippen entsprechend dünner machen.
------------------
Klaus Solid Edge V 20 SP15 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
    

Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 20. Jan. 2010 09:46 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Hallo Marius, Zitat:
Original erstellt von lochifey:
Erstmal vielen Dank für die schnelle Reaktion!Kurz zu Deinen Fragen: eine Kavität
Kunststoff: PA6 GF15
Heißkanal - aufgrund des Materials-richtig? (Ich denke wegen der hohen Verarbeitungstemperatur von 270° - 290°)
Artikelgröße:15x6x6,5 (LxBxH)
Wandstärke: Die Rippen haben am Grund eine Wanddicke von ca. 3 mm und verjüngen sich mit 2 ° pro Seite (Entformungsschräge), der Rahmen hat eine Wanddicke von 2 mm.
Anspritzung: 4 x auf Längsseite unter den oberen Rand. "Eventuell einen kleinerem Teil der Rippen in die AS legen. Damit man nachträglich, falls nötig, noch Hinterschneidungen anbringen kann." Könntest du mir das bitte noch näher erläutern?
Ich denke, das sind cm welche Du angegeben hast. Das Teil ist also 150x60x65 mm in den Abmaßen.
Bei dieser Größe würde ich Dir sogar vorschlagen, wenn Du die Kerne in die Düsenseite legen willst auf beiden längs Seiten Schieber vorzusehen, damit der Druck innerhalb der Form gleich bleibt. Die Schieber mit Verzögerung beim Öffnen auffahren, damit die Schieber das Teil von der Düsenseite runterziehen können.
Auch würde es dann reichen, wenn die Kerne sehr gut in Entformungsrichtung poliert sind und Du unter den Kreuzen der Kerne in der Auswerferseite runde Auswerfer stellst. Sollte es Dir möglich sein, dann stell doch mal das Teil als STEP oder IGES Teil hier mit rein, damit wir uns mal alle daran austoben können. Beim Anspritzen ist die Frage, ob es nicht besser ist auf der schmalen Seite anzugießen, aber da hat Klaus mehr Ahnung und Wissen darin. So das erstmal von mir. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 855
Registriert: 06.01.2010
|
erstellt am: 20. Jan. 2010 10:41 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Bevor ich dazu wirklich eine fundierte Aussage machen kann, würde ich gern die 3D-Daten mal sehen. Kannst Du die hier als Step reinstellen? Dann würde ich mir das Ganze mal genau anschauen. Was man pauschal sagen kann: Schieber müssen sein, keine Frage, ist ja fast nen Backenwerkzeug. Wichtig bei der Nummer ist, dass der Schieber aufgrund der Fläche ausreichend gekühlt werden kann. Desweiteren müssen die Rippen innen eine entsprechende Ausformschräge haben, da ansonsten nicht sauber entformt werden wird. Welche Oberflächengüten sind denn vorgegeben? Hiervon hängt die minimal nötige Entfomschräge massiv ab. Alsdann ------------------
LG
Ingenieurbüro für Kunststofftechnik und Formenbau
Thorsten Stüker
tstueker@aol.com
www.thorstenstueker.de
 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
 erstellt am: 20. Jan. 2010 11:36 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 20. Jan. 2010 11:36 <-- editieren / zitieren --> Unities abgeben:
Danke für die rege Beteiligung! :-) Also das sind natürlich 150x60x65 mm (nicht mitgedacht). Die geforderte Oberflächengüte für die Rippen ist K24. Der Anguss soll via Heißkanal (Umlenkverteiler) auf einen kalten Unterverteiler (4-fach-Reihenverteiler) auf die längseite wie oben schon genannt laufen. (resultiert aus der Füllbildanalyse).Dann weiter über Tunnel in die Kavität. (Anhang) Ist es denn Grundzätzlich möglich PA6 GF15 mit Kaltkanal zu verarbeiten? Die Step werde ich morgen mal hoch laden, da ich momentan keinen Zugriff auf die Daten habe. Um den Artikel auszuwerfen habe ich mir schon gedanken gemacht.(Anhang) Gruß Marius Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
erstellt am: 20. Jan. 2010 11:40 <-- editieren / zitieren --> Unities abgeben:
|
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
erstellt am: 20. Jan. 2010 11:45 <-- editieren / zitieren --> Unities abgeben:
|
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
erstellt am: 20. Jan. 2010 13:37 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von Gerhard Deeg:
Hallo Marius, Ich denke, das sind cm welche Du angegeben hast. Das Teil ist also 150x60x65 mm in den Abmaßen.
Bei dieser Größe würde ich Dir sogar vorschlagen, wenn Du die Kerne in die Düsenseite legen willst auf beiden längs Seiten Schieber vorzusehen, damit der Druck innerhalb der Form gleich bleibt. Die Schieber mit Verzögerung beim Öffnen auffahren, damit die Schieber das Teil von der Düsenseite runterziehen können.
Auch würde es dann reichen, wenn die Kerne sehr gut in Entformungsrichtung poliert sind und Du unter den Kreuzen der Kerne in der Auswerferseite runde Auswerfer stellst. Sollte es Dir möglich sein, dann stell doch mal das Teil als STEP oder IGES Teil hier mit rein, damit wir uns mal alle daran austoben können. Beim Anspritzen ist die Frage, ob es nicht besser ist auf der schmalen Seite anzugießen, aber da hat Klaus mehr Ahnung und Wissen darin. So das erstmal von mir. Gruss Gerhard
Hallo Gerhard! Meinst du mit Längsseite die lange oder die kurze Seite? Wenn die kurze, warum würde in diesem Fall der Druck gleich bleiben? beste Grüße Marius Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 20. Jan. 2010 13:47 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Bei den angehängten Dateien, wenn möglich die Umlaute und Sonderzeichen weglassen. Das mußt Du aber jetzt nicht ändern. Bei diesen Verhältnissen ( 2 mm Wanndicke, ca. 100 Fließweg, PA GF 15 ) ist es ziemlich egal wo Du anspritzt. Bei GF 30 oder mehr wäre es so sinnvoll wie im Bild, aber die Anspritzpunkte gleichmäßiger über die Länge verteilen. So wie Gerhard oben schrieb wäre es genauso möglich. Natürlich kann man das Werkzeug auch mit Kaltkanal bauen. Bei Heißkanal ermittle ich immer zuerst das Schußgewicht aus und rufe dann den Hersteller an. Und die immer genau nach den Empfehlungen des jeweiligen Herstellers einbauen. ------------------
Klaus Solid Edge V 20 SP15 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
erstellt am: 20. Jan. 2010 14:28 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von N.Lesch:
Bei den angehängten Dateien, wenn möglich die Umlaute und Sonderzeichen weglassen.
Das mußt Du aber jetzt nicht ändern.
Bei diesen Verhältnissen ( 2 mm Wanndicke, ca. 100 Fließweg, PA GF 15 ) ist es ziemlich egal wo Du anspritzt.
Bei GF 30 oder mehr wäre es so sinnvoll wie im Bild, aber die Anspritzpunkte gleichmäßiger über die Länge verteilen.
So wie Gerhard oben schrieb wäre es genauso möglich.
Natürlich kann man das Werkzeug auch mit Kaltkanal bauen.
Bei Heißkanal ermittle ich immer zuerst das Schußgewicht aus und rufe dann den Hersteller an.
Und die immer genau nach den Empfehlungen des jeweiligen Herstellers einbauen.
Hallo Klaus,
aus welchen Gründen ist es egal wo man anspritzt? (Masseorientierung, Freistrahlbildung) Würdest Du eher zu einem Heiß- oder Kaltkanal tendieren? Gruß Marius
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 20. Jan. 2010 18:06 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Gerhard meint die kurze Seite. Freistrahl wirst du bei dem Teil sowieso nicht schaffen.
Glasfaserorientierung ist bei 15% und und 2 mm Wanddicke kein Thema.
Die orientieren sich da kaum. Als Anfänger würde ich immer auf Heißkanal verzichten, weil es am Anfang meistens größere oder kleinere Probleme gibt, mit den entsprechenden Schuldzuweisungen.
Der Heißkanal ist hier keine technische sondern eine wirtschaftliche Frage. ------------------
Klaus Solid Edge V 20 SP15 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 20. Jan. 2010 23:50 <-- editieren / zitieren -->
|
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
erstellt am: 20. Jan. 2010 23:55 <-- editieren / zitieren --> Unities abgeben:
|
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 855
Registriert: 06.01.2010 Bricscad Platinum
Shark Pro
Varicad
Cendacam 3.1
Adem CAM
Catia V4
Catia V5
Creo Parametrics
Autodesk Inventor
Autodesk Fusion
|
erstellt am: 21. Jan. 2010 10:43 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Ich habe den Sinn heißkanal auf Kaltkanal-Verteiler bei diesem Spritzgussteil ebenfalls noch nciht verstanden. Aber OK, dass muss ich auch nicht wirklich. Grundlegend ist das Teil mit Glasfaser spritzbar, entformbar ebenfalls. Was wir bisher haben, sind Schätzungen, da wir zwar Bilder gesehen, aber noch keine Geometrie in "den Händen" hatten. Das macht das Ganze etwas schwierig beurteilbar. Für mich als Werkzeugkonstrukteur (mache nix anderes, weil ich das am besten kann   ) ist es nicht wirklich sinnvoll, diese Diskussion so weiterzuführen, weil eben fast nicht nachvollziehbar hinsichtlich der tatsächlichen geometrischen Verhältnisse. ) ist es nicht wirklich sinnvoll, diese Diskussion so weiterzuführen, weil eben fast nicht nachvollziehbar hinsichtlich der tatsächlichen geometrischen Verhältnisse. So sind Schieberentformung und -Kühlung, Ausstoßer mit Hülsenausstoßern und dergleichen zwar realisierbar aber im Grunde nicht rechenbar (beispielsweise spielt der Zusammenhang Entformschräge-Rippenlänge-Oberflächenstruktur eine erhebliche Rolle im Zusammenhang mit dem zustandekommenden Entformungswiderstand des Teils. Hier können wir alle nur schätzen und vermuten. Ich denke, dass macht eigentlich nur wenig Sinn. ------------------
LG
Ingenieurbüro für Kunststofftechnik und Formenbau
Thorsten Stüker
tstueker@aol.com
www.thorstenstueker.de
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
erstellt am: 21. Jan. 2010 12:01 <-- editieren / zitieren --> Unities abgeben:
|
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 855
Registriert: 06.01.2010 Bricscad Platinum
Shark Pro
Varicad
Cendacam 3.1
Adem CAM
Catia V4
Catia V5
Creo Parametrics
Autodesk Inventor
Autodesk Fusion
|
erstellt am: 21. Jan. 2010 13:06 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Entformschrägen sehen sehr gut aus, die Entformung ist problemlos möglich, der Entformwiderstand auf der Düsenseite wird jedoch recht hoch sein, hier wäre die Oberflächengüte wichtig zu wissen, damit beim Entformen nicht eine Deformation durch den Schieber geschieht. Der Schieber sollte so ausgelegt werden, dass Kühlung in den Schieber eingebracht werden kann. Desweiteren sollte die Schiebertrennung so erstellt werden, ein gerader Schieber entsteht, damit die Schieberführung und -Einpassung im Werkzeug vereinfacht wird. Die Hülsenauswerfer kann ich derzeit nicht wirklich nachvollziehen, ich würde eintsprechend den Daten auf der Unterseite die entstehenden Flächen zunächst einmal nutzen, um ausstoßen zu können, 4,5mm Auswerfer wären hier machbar (es stehen 4,7mm zur Verfügung, sollte halt genau gearbeitet werden). Dann würde ich noch über eine Abstreiferlösung im Bereich der langen unteren Kanten nachdenken, diese Positionen werden beim Öffnen des Werkzeuges von den Schiebern freigefahren, beim Auswerfen könnten so 2 Abstreifplatten die lange Kante beim Entformen unterstützen. Damit würde die Entformung von insgesamt 30 Auswerferstiften unterstützt von 2 Abstreifern sicherlich kein Problem mehr darstellen. Gut gekühlt würde das einen kurzen Zyklus ergeben können. Wenn es ein in großer Menge hergestelltes Teil sein soll, würde ich insgesamt einen Konturabstreifer konstruieren wollen, etwas aufwändiger aber in der Entformungsqualität deutlichst besser und vor allem sicherer. Die Verformung des Artikels könnte dann auf ein Mindestmaß reduziert werden. ------------------
LG
Ingenieurbüro für Kunststofftechnik und Formenbau
Thorsten Stüker
tstueker@aol.com
www.thorstenstueker.de
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 21. Jan. 2010 13:16 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Hallo Marius, Zitat:
Original erstellt von lochifey:
Danke für die rege Beteiligung! :-)
Also das sind natürlich 150x60x65 mm (nicht mitgedacht).
Die geforderte Oberflächengüte für die Rippen ist K24.
Der Anguss soll via Heißkanal (Umlenkverteiler) auf einen kalten Unterverteiler (4-fach-Reihenverteiler) auf die längseite wie oben schon genannt laufen. (resultiert aus der Füllbildanalyse).Dann weiter über Tunnel in die Kavität.
Ist es denn Grundzätzlich möglich PA6 GF15 mit Kaltkanal zu verarbeiten?
Die Step werde ich morgen mal hoch laden, da ich momentan keinen Zugriff auf die Daten habe.
Um den Artikel auszuwerfen habe ich mir schon gedanken gemacht.
Gruß Marius
Wie ich schon in meinem Vorthread geschrieben habe, Du brauchst auf jeder Seite einen Schieber, denn das Teil hat links und rechts auf der Längsseite Hinterschneidungen die Du entformen musst. Dadurch bietet sich es an, dass Du auf der schmalen Seite anspritzt wenn es geht auch mit 2 oder 4 Punkten.
Auswerfen würde ich nur mit 4mm Auswerfer im Kreuz wo sich die rippen treffen. Zusätzliche Kerne zur Freimachen wirst Du wahrscheinlich nicht brauchen. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 21. Jan. 2010 13:40 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
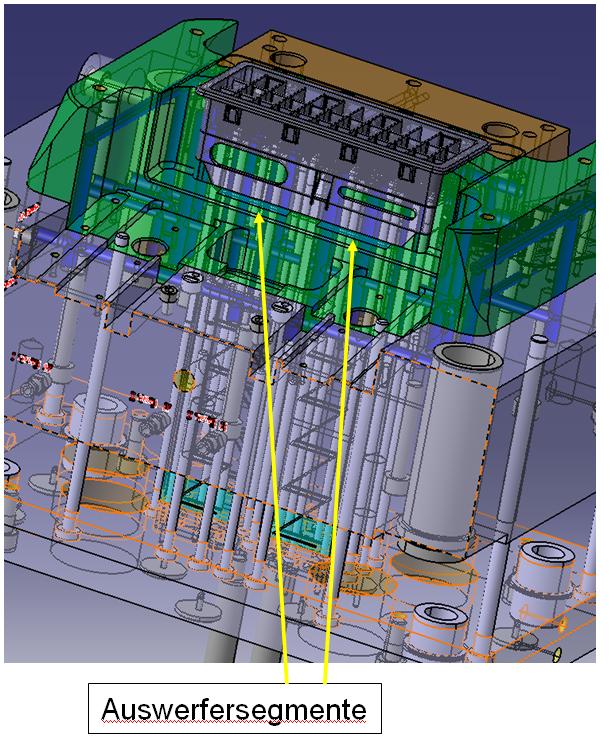
Hallo Marius, habe eben die Schieber an das Teil rangelegt. Die Schieber kannst Du nicht entformen. Es ist ein Hinterschnitt in dem umlaufenden Rand, dadurch wird das Teil im Aufbau komplizierter als ich erst gedacht hatte. Entweder Du überredest den Teilekonstrukteur, dass er die Fläche unterhalb des umlaufenden Randes in Richtung Schieberöffnung parallel macht, oder aber Du musst mit Schiebersegmenten arbeiten die Innerhalb des Einsatzes laufen und das wird sehr kompliziert und teuer. Schau Dir das mal genau an. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
erstellt am: 21. Jan. 2010 14:04 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von ThorstenStueker:
Entformschrägen sehen sehr gut aus, die Entformung ist problemlos möglich, der Entformwiderstand auf der Düsenseite wird jedoch recht hoch sein, hier wäre die Oberflächengüte wichtig zu wissen, damit beim Entformen nicht eine Deformation durch den Schieber geschieht. Der Schieber sollte so ausgelegt werden, dass Kühlung in den Schieber eingebracht werden kann. Desweiteren sollte die Schiebertrennung so erstellt werden, ein gerader Schieber entsteht, damit die Schieberführung und -Einpassung im Werkzeug vereinfacht wird.Die Hülsenauswerfer kann ich derzeit nicht wirklich nachvollziehen, ich würde eintsprechend den Daten auf der Unterseite die entstehenden Flächen zunächst einmal nutzen, um ausstoßen zu können, 4,5mm Auswerfer wären hier machbar (es stehen 4,7mm zur Verfügung, sollte halt genau gearbeitet werden). Dann würde ich noch über eine Abstreiferlösung im Bereich der langen unteren Kanten nachdenken, diese Positionen werden beim Öffnen des Werkzeuges von den Schiebern freigefahren, beim Auswerfen könnten so 2 Abstreifplatten die lange Kante beim Entformen unterstützen. Damit würde die Entformung von insgesamt 30 Auswerferstiften unterstützt von 2 Abstreifern sicherlich kein Problem mehr darstellen. Gut gekühlt würde das einen kurzen Zyklus ergeben können. Wenn es ein in großer Menge hergestelltes Teil sein soll, würde ich insgesamt einen Konturabstreifer konstruieren wollen, etwas aufwändiger aber in der Entformungsqualität deutlichst besser und vor allem sicherer. Die Verformung des Artikels könnte dann auf ein Mindestmaß reduziert werden.
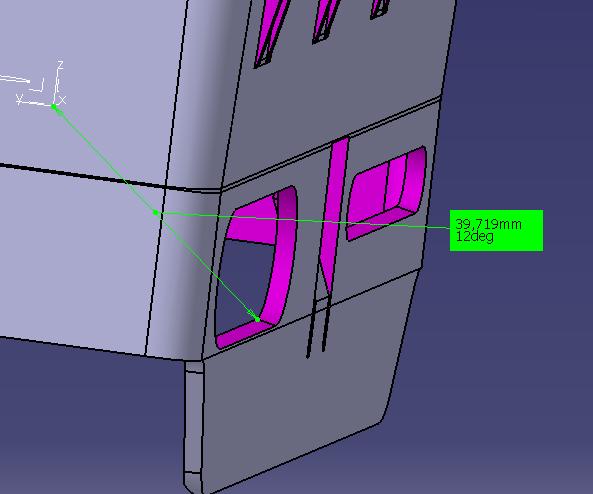
Hallo Thorsten! Die geforderte Oberfläche auf den Rippen liegt bei K24.(Rauigkeitsstufe 24 Ra = 1,60 / Rz = 6,5.) Könnest du mir diesen Satz... "Dann würde ich noch über eine Abstreiferlösung im Bereich der langen unteren Kanten nachdenken, diese Positionen werden beim Öffnen des Werkzeuges von den Schiebern freigefahren, beim Auswerfen könnten so 2 Abstreifplatten die lange Kante beim Entformen unterstützen." ...bitte noch näher erläutern, event. Zeichnung!?! Ich kann mit dem Begriff "Abstreifer" nicht viel anfagen, meinst du damit eine zusätzliche Platte die den Arikel beim Entformen abstreift? Oder flache Auswerfer? Um noch kurz was zur Schiebertrennung zu sagen: Die Schieber müssen schräg zu Artikel verfahren, die Schrägen (12°) in den ovalen Auskernungen sind Kundenvorgabe. (Anhang) Dankeschöööön... Gruß Marius
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
erstellt am: 21. Jan. 2010 14:06 <-- editieren / zitieren --> Unities abgeben:
|
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
erstellt am: 21. Jan. 2010 14:24 <-- editieren / zitieren --> Unities abgeben:
|
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 855
Registriert: 06.01.2010 Bricscad Platinum
Shark Pro
Varicad
Cendacam 3.1
Adem CAM
Catia V4
Catia V5
Creo Parametrics
Autodesk Inventor
Autodesk Fusion
|
erstellt am: 21. Jan. 2010 14:29 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Die Abstreifplatten drücken unter das Teil. Sie sind ein Teil der Ebene, auf denen die Schieber laufen. Sie werden durch die Auswerferdruckplatte mit angetrieben und werfen den Artikel aus. Durch die Konstruktion als Platte hat man geringere Kosten als bei Flachauswerfern, zudem kann man die Platten einfach herstellen (Drahterodieren beispielsweise) und hat eine hohe Entformsicherheit. Wenn benötigt, mache ich auch eine Skizze. ------------------
LG
Ingenieurbüro für Kunststofftechnik und Formenbau
Thorsten Stüker
tstueker@aol.com
www.thorstenstueker.de
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Thermoflasche
Ehrenmitglied
Konstrukteur
Beiträge: 1733
Registriert: 08.10.2003 Unigraphics NX 2.0.6.2 / NX 4.0.4.2
Soliworks 2008
Moldflow 8.0
|
erstellt am: 21. Jan. 2010 14:46 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
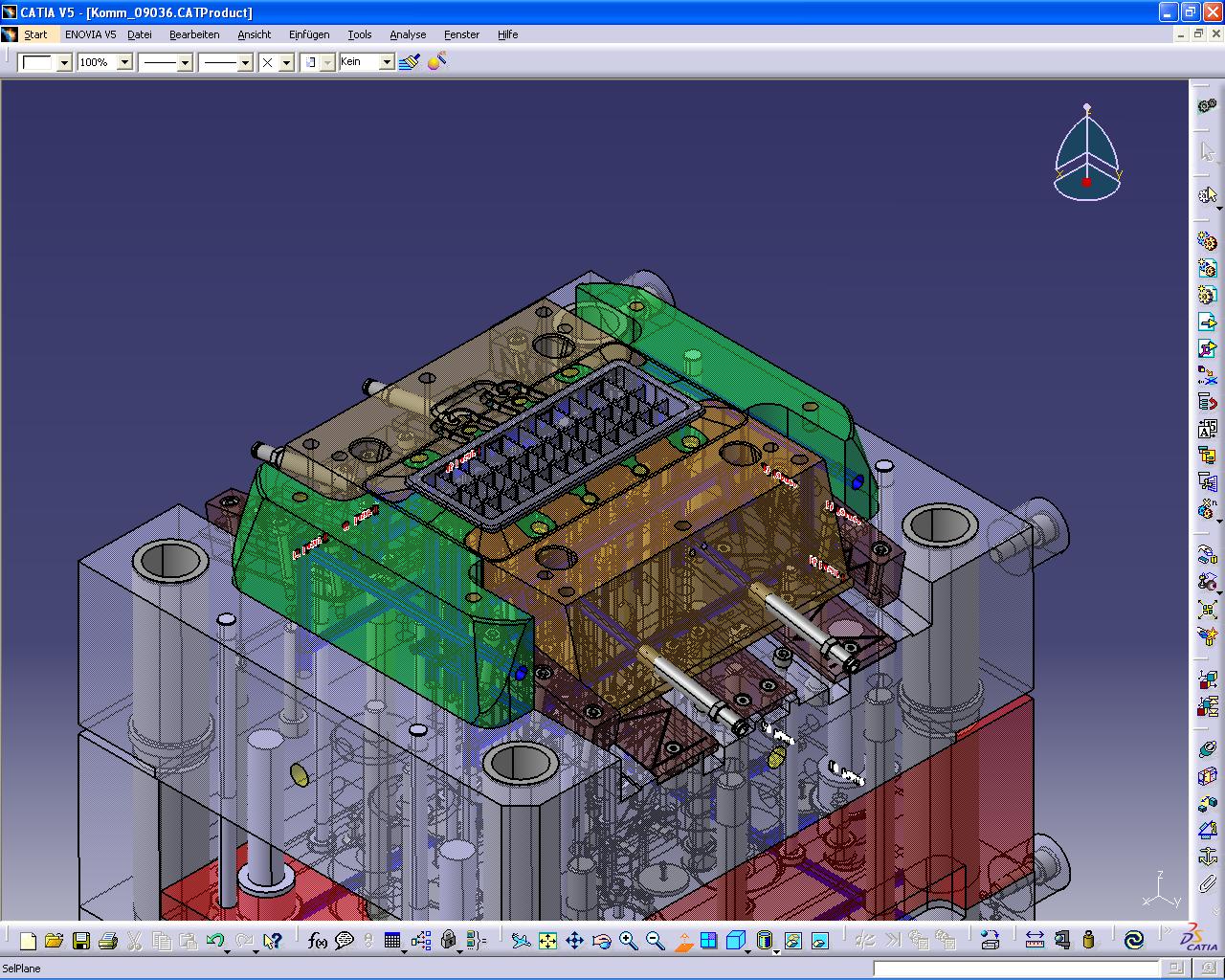
sieht schon mal nicht schlecht aus. Ich würde die Schieber und die grünen Einsätze aber direkt auf der Ecke im Winkel von 45° aufeinander Dichten lassen, so hast Du mehr stabilität und diese Bauweise verzeiht auch kleinere Ungenaugkeiten  Die grünrn Einsätze könntest Du IMHO  auch wesentlich schmaler machen  ------------------
 Gruß Thermo Gruß Thermo Take it easy, altes Haus, wer morgens länger schläft, hälts abends länger aus. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
erstellt am: 21. Jan. 2010 14:47 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von ThorstenStueker:
Die Abstreifplatten drücken unter das Teil. Sie sind ein Teil der Ebene, auf denen die Schieber laufen. Sie werden durch die Auswerferdruckplatte mit angetrieben und werfen den Artikel aus.Durch die Konstruktion als Platte hat man geringere Kosten als bei Flachauswerfern, zudem kann man die Platten einfach herstellen (Drahterodieren beispielsweise) und hat eine hohe Entformsicherheit. Wenn benötigt, mache ich auch eine Skizze.
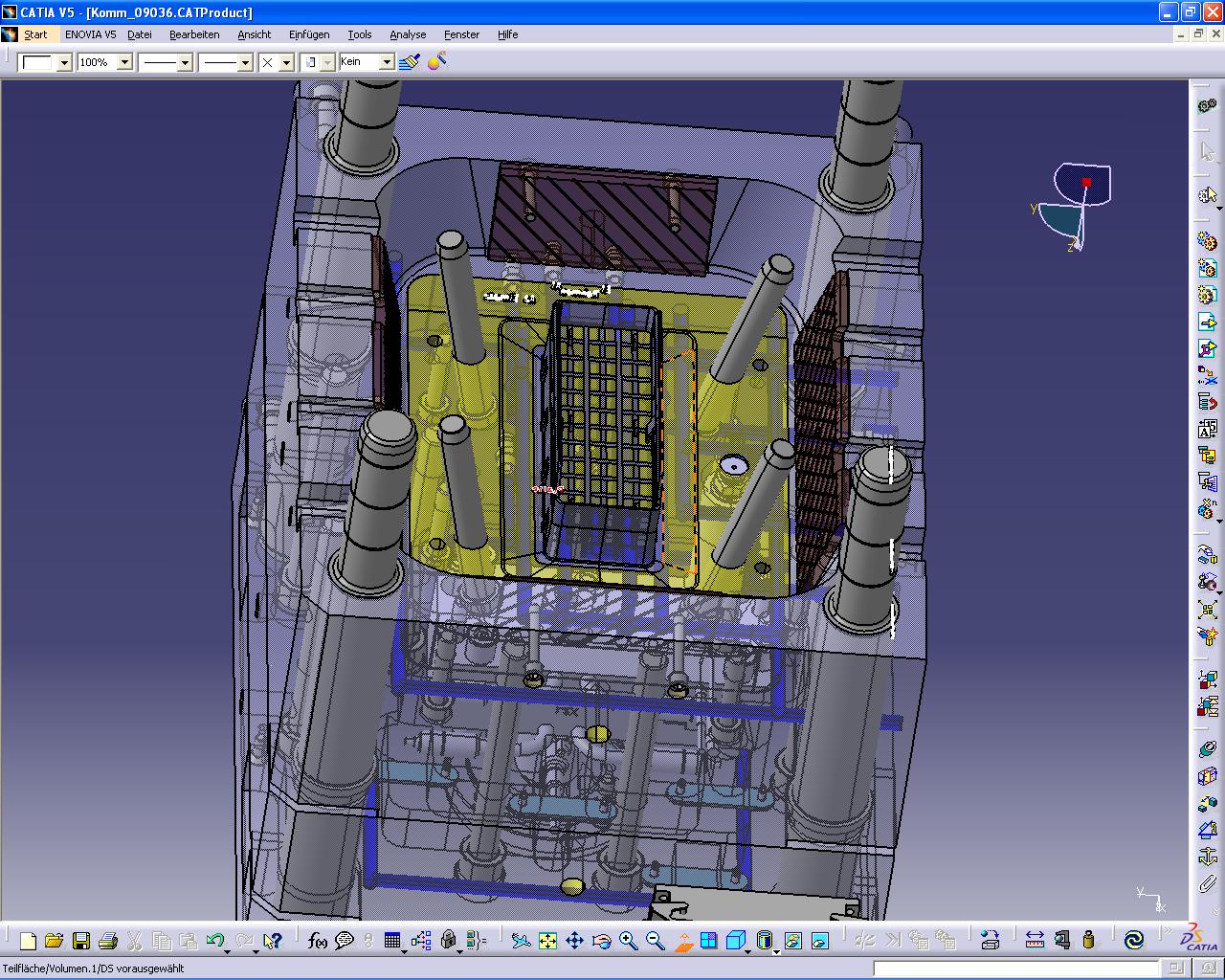
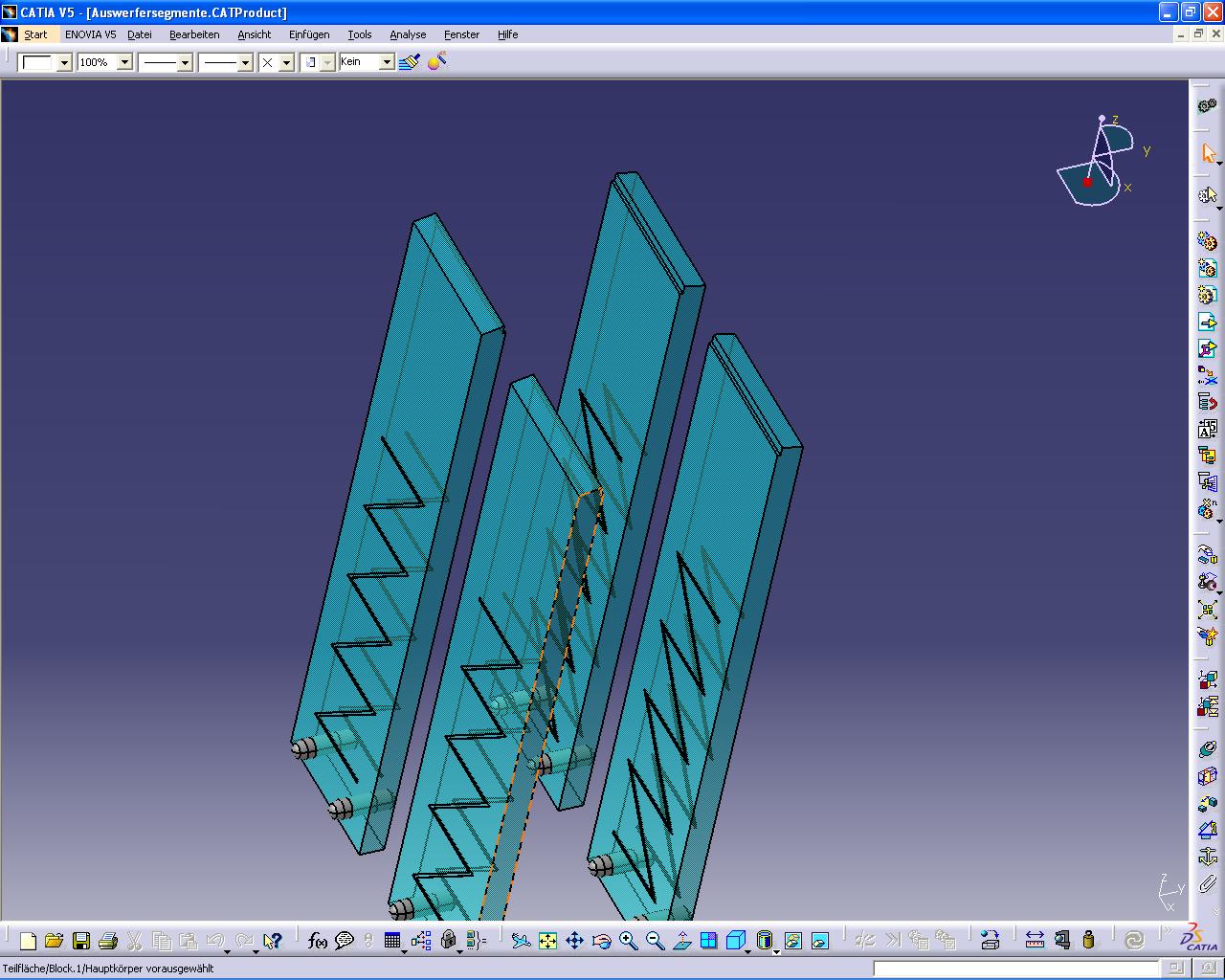
Meinst du in etwa so wie im Anhang? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 855
Registriert: 06.01.2010 Bricscad Platinum
Shark Pro
Varicad
Cendacam 3.1
Adem CAM
Catia V4
Catia V5
Creo Parametrics
Autodesk Inventor
Autodesk Fusion
|
erstellt am: 21. Jan. 2010 20:16 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Sieht ganz gut aus. Vielleicht ein wenig großzügiger konstruiert, je flimsiger, desto schwieriger ist das Ganze einzupassen. Vielleicht als 1 Stück jeweils und dann bis zum Rand herausgezogen, damit wäre das Ganze schnell erschlagen. Is ja nen ganz schöner Trümmer für nen Anfänger, alle Achtung. ------------------
LG
Ingenieurbüro für Kunststofftechnik und Formenbau
Thorsten Stüker
tstueker@aol.com www.thorstenstueker.de
[Diese Nachricht wurde von ThorstenStueker am 21. Jan. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 21. Jan. 2010 20:40 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Hallo Marius, was mir eben noch auffällt ist: der Angusskanal gehört in die Düsenseite, lediglich eine Haltekralle gehört in den Schieber, sonst gibt es Schwierigkeiten beim Öffnen des Schiebers. Diese Haltekralle muss solange wirken, bis der Angusspunkt abgerissen ist. Deshalb habe ich vorgeschlagen die Anbindung an die Schmaleseite zu bringen. Wie sieht es aus mit Schieberendanschläge bzw. Rückhaltung nach dem Öffnen? Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Jensenmann
Mitglied
Konstrukteur, Kunststoffspritzguss, Extrusion
Beiträge: 533
Registriert: 14.08.2007 pro/e WF2 M160
pro/e WF3 M100
B&W EMX 4.1 M390
B&W EMX 5.0 test
pro/NC
pro/Molddesign
|
erstellt am: 22. Jan. 2010 10:21 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Was mir spontan aufgefallen ist: Achtung bei überstehenden Kühlanschlüssen, passt das Werkzeug noch zwischen die Holme ?
Kleinigkeit, wird gerne mal übersehen. Wie reisst der Anguss ab ? Selbst mit Schieberverzögerung wird das so nicht ausreichen. Wie sieht der Anspritzpunkt aus ? Tunnelanguss mit Stauboden ? Stauboden eckig oder rund ausgeführt ? Ist mir beim groben drüberschauen aufgefallen. Ansonsten sieht das doch sehr gut aus. Gefällt mir.
------------------
Aller hopp, und bis dann ! Der Jensenmann
 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
erstellt am: 22. Jan. 2010 13:58 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von Gerhard Deeg:
Hallo Marius,was mir eben noch auffällt ist: der Angusskanal gehört in die Düsenseite, lediglich eine Haltekralle gehört in den Schieber, sonst gibt es Schwierigkeiten beim Öffnen des Schiebers. Diese Haltekralle muss solange wirken, bis der Angusspunkt abgerissen ist. Deshalb habe ich vorgeschlagen die Anbindung an die Schmaleseite zu bringen. Wie sieht es aus mit Schieberendanschläge bzw. Rückhaltung nach dem Öffnen? Gruss Gerhard
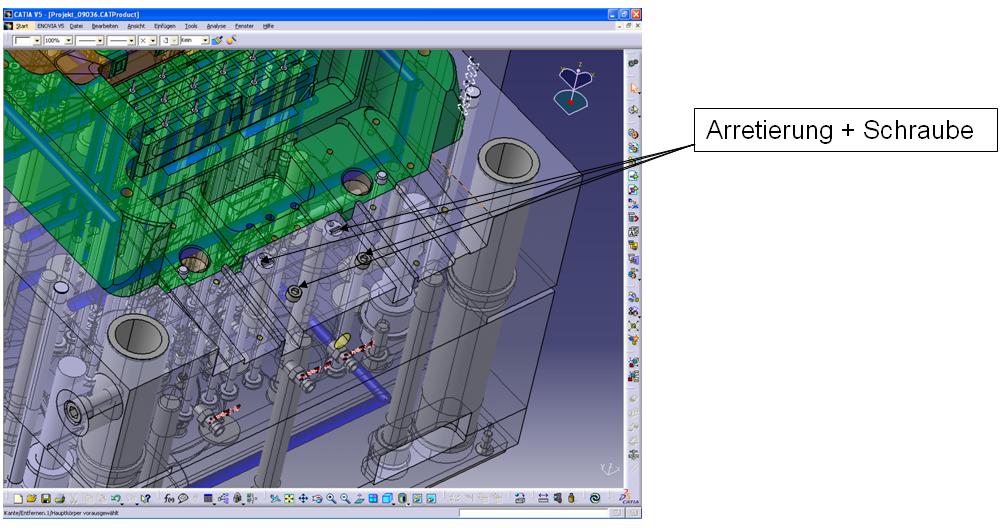
Hallöchen! Zum Anguss: Öffnen sich die Schieber kann der Anguss vom HK abreisen, im Anschluss wird dieser über 4 Auswerfer aus dem Schieber ausgestoßen (nachdem der Artikel entformt wurde). Die Anspritzung wird über 4 Tunnelangüsse realisiert mit radialem Stauboden. Wie die Abreißen brauch ich hier ja keinem zu erzählen :-) Die Schieber werden so wie in der Anlage dargestellt gerastet und rückgehalten. Danke für das posittive Feedback zu der Konstruktion - aber ich will ehrlich sein, mir ist da schon ein erfahrener Konstrukteur zur Hand gegangen. Mir macht diese ganze Geschichte aber sehr viel Spass und ich kann mich darin gut in der Zukunft vorstellen. Noch was zum Werkzeug: Eine allgemeine Konstruktion liegt ja schon vor. Eine meiner Aufgaben in der Bachelorarbeit sind Werkzeugkonzepte. Als ich mir die Grundtypen von Werkzeugen angeschaut habe (Backen, Abreißwerkzeug etc.)konnte ich aus der Artikelgeometrie Ableiten, dass an dieser Stelle, nur ein Schieberwerktzeug in Frage kommt. Nun meine Frage: Seid ihr der gleichen Meinung oder wäre es event. möglich das ganze z.B über ein Backenwerkzeug zu bewerkstelligen?? ...ich denke nicht, dadurch das sich die Rippen nicht entformen lassen würden (in Richtung der DS)... was meint ihr? Viele Grüße Marius Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 855
Registriert: 06.01.2010 Bricscad Platinum
Shark Pro
Varicad
Cendacam 3.1
Adem CAM
Catia V4
Catia V5
Creo Parametrics
Autodesk Inventor
Autodesk Fusion
|
erstellt am: 23. Jan. 2010 00:17 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Ich hätte es mit einem Schieberwerkzeug mit Zahnstangenantrieb über die Auswerferei gemacht, damit hätte ich gerade fahrende Schieber gehabt und weniger TamTam. Auswerfer in Schiebern sind nie eine gute Idee: Antrieb zu kompliziert. Na ja, alles in allem hätte man es so bauen können. Der Luftauslass vom Volvo ist halt so ne Sache. Hoffe wir konnten Dir gut helfen und würde mich freuen, wenn meine kleine Hilfe mit ein paar Unities belohnt wird, wie alle Anderen auch. ------------------
LG
Ingenieurbüro für Kunststofftechnik und Formenbau
Thorsten Stüker
tstueker@aol.com
www.thorstenstueker.de
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 855
Registriert: 06.01.2010
|
erstellt am: 23. Jan. 2010 00:22 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
PS: Eine Backe hätte es auch sein können, aber wie gesagt: es gibt hierfür mehrere Konzepte und Du hattest diesen Weg eingeschlagen. Ich denke, dass man dazu viel schreiben kann. An welcher FH studierst Du? ------------------
LG
Ingenieurbüro für Kunststofftechnik und Formenbau
Thorsten Stüker
tstueker@aol.com
www.thorstenstueker.de
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
lochifey
Mitglied
Student
Beiträge: 16
Registriert: 19.01.2010
|
erstellt am: 23. Jan. 2010 12:37 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von ThorstenStueker:
PS: Eine Backe hätte es auch sein können, aber wie gesagt: es gibt hierfür mehrere Konzepte und Du hattest diesen Weg eingeschlagen. Ich denke, dass man dazu viel schreiben kann.An welcher FH studierst Du?
Ich studiere an einer BA - in Eisenach. Für die ganzen Tipps und Kniffe bin ich sehr dankbar...  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 855
Registriert: 06.01.2010 Bricscad Platinum
Shark Pro
Varicad
Cendacam 3.1
Adem CAM
Catia V4
Catia V5
Creo Parametrics
Autodesk Inventor
Autodesk Fusion
|
erstellt am: 23. Jan. 2010 21:51 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Immer wieder gern, dafür sind wir ja auch und unter Anderem da. Ich mache nix anderes als diesen Automotive-Kram. Wunderte mich nur, dass die PLM im Hause das Teil (die Step-Datei) sofort richtig einsortierte. Deshalb fragte ich mich, wo das wohl im Umlauf ist. Ich wünsche Dir im Übrigen viel Erfolg beim Studium und hoffe, dass der Master hinterher ebenfalls noch kommt. Werkzeugkonstruktionen sind m.E. das beste, was einem passieren kann: wundervolle Dinge und ebenflls wundersame Vorgänge lassen ein Kunststoffteil entstehen. Spitzenreiter waren knapp 1000 bewegte Teile. Ein bombastisches Gerät, ein Uhrwerk, freut mich - auch 6 Jahre später - immer noch, wenn das Teil beim Kunden auf der Maschine ist. Mit Ausdrehkernen in verschiedenen Achsen, einer im Raum frei verlaufenden Trennung, unzähligen Schiebern. Einfach geil, wenn das Ding dann auch wirklich läuft und alle Einzelteile gut zusammenarbeiten. Wer das mit Leib und Seele macht, hat schnell keine Möglichkeit mehr, dem zu entrinnen. ------------------
LG
Ingenieurbüro für Kunststofftechnik und Formenbau
Thorsten Stüker
tstueker@aol.com
www.thorstenstueker.de
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 24. Jan. 2010 11:22 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
erstellt am: 24. Jan. 2010 11:22 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Hallo Thorsten, da kannst Du sehr froh sein, dass es bei Euch in der Gegend noch so ist, dass Du Konstruktionen für Werkzeuge bekommst. Bei uns in Berlin ist da der Hase begrabe. Seit der Wende ist diese Berufsart fast ausgestorben. Von den vielen Werkzeug und Formenbauern ist gerade noch eine Handvoll übrig geblieben, und die kämpfen echt ums Überleben. Ich selbst kenne einige Konstrukteure, die arbeiten für 20€ die Stunde als selbstständige, damit sie noch was zum Beisen haben. Aber ich will nicht klagen, ich sage mir immer die Hauptsache ist, ich bin gesund und meine Frau hat Arbeit. Gruss aus Berlin Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
opa2
Mitglied
Dipl.Ing.
Beiträge: 66
Registriert: 22.08.2007 ZB.Kulmann A0+; P4/3,2; 1GB;XP; Geforce 5700; NB P4/1,8; 512MB; GK-ATI7500; MDT5; Think3-9
|
erstellt am: 25. Jan. 2010 09:23 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Hallo Gerhard, wenn dem so ist, dann frage ich mich, von was diese Herren denn die hohen
Lizenzgebühren bezahlen ?
Weiterhin ergibt sich durch dieses Verhalten, dass der Gegenwert für eine geleistete Konstruktionsarbeit nicht mehr honoriert wird. Ich meine daher, dass diese Herren sich selbst und der Gesamtheit der Konstrukteure einen Bärendienst erweisen, weil die potentiellen Auftraggeber den Wert einer Konstruktionsleistung nicht mehr einschätzen können. Frei nach dem Motto : Wenn man lange genug sucht, dann findet man einen der es noch billiger macht. Das halte ich für eine sehr schlechte Entwicklung.
------------------
---> Gruß opa2 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 855
Registriert: 06.01.2010
|
erstellt am: 25. Jan. 2010 09:57 <-- editieren / zitieren --> Unities abgeben: Nur für lochifey
Das ist keine Entwicklung, dass ist Folge der Politik einerseits und Folge der Kosten andererseits. Wenn ich mit 20 € zufrieden bin, muss ich Futter für 200 Stunden im Monat haben. Das wäre ein Umsatz von 4000 €. Catia kostet im jahr 1600 € Lizenzgebühr. Das ezahlt man dann mit der Butter vom Brot. Die Jungs haben nicht genug Geld um sich ne neue Hose zu kaufen. Und was passiert: Harz 4 Aufstocker werden die Jungs dann. So lässts sich zwar nicht leben, aber egal, hauptsache ich habe meinem Kunden eine Konstruktion für das Geld geliefert. Ich mache Festpreise, meine Kunden verteilen sich über das Bundesgebiet, ich habe dazu noch Kunden aus Polen, Portugal, der Schweiz und Österreich. Das zeigt: mit Leistung und einem entsprechenden Background geht es auch. Aber das haben die meisten nicht. Die meisten sind ja auch gewerblich tätig, d.h. sie sind Techniker oder Meister. Ich bin freiberufler, d.h. übe einen Katalogberuf, nämlich des Ingenieurs gemäß Einkommensteuergesetz aus. Damit entfällt die Gewerbesteuer. Und damit entfällt die Frage der Qualifikation. Denn die Qualität der Konstruktion ist für den Kunden das einzig wichtige. Und die bekommt man nicht für 20 Euronen pro Stunde. Ich denke, dass vielfach auch der Mann hinter dem Rechner einen anderen Beruf ausüben sollte. ------------------
LG
Ingenieurbüro für Kunststofftechnik und Formenbau
Thorsten Stüker
tstueker@aol.com
www.thorstenstueker.de
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 25. Jan. 2010 10:11 <-- editieren / zitieren -->
@ opa2 hast PM. Gruß 0-checker |

 Foren auf CAD.de
Foren auf CAD.de