| | |
 | Präzision trifft Flexibilität - die neue SENO Sensorwelle-Duo ist da!, eine Pressemitteilung
|
|
Autor
|
Thema: Fragen zu Angüssen (Tunnelanguss usw.) (18307 mal gelesen)
|
Snooze.18
Mitglied
Student
   Beiträge: 5
Registriert: 22.01.2009
|

 erstellt am: 30. Jun. 2009 11:39
erstellt am: 30. Jun. 2009 11:39  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
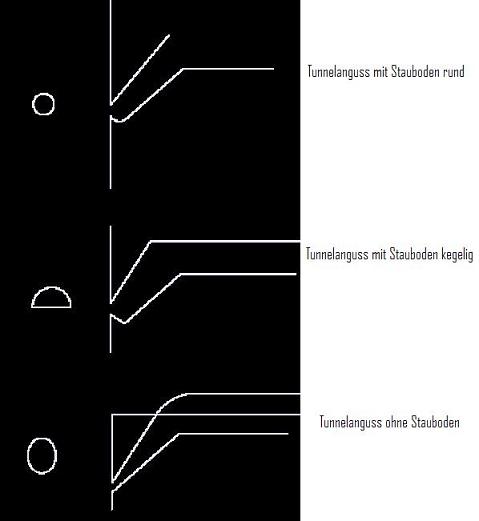
Hallo ich habe die Aufgabe bekommen eine Übersicht der firmeninternen Angussarten/anschnitte zu erstellen und diese mit den zugehörigen Kunststoffarten zu verknüpfen. Ziel ist es beim nächsten Spritzwerkzeug sagen zu können „Hey der Artikel besteht aus PA (Polyamid) da müssen wir einen Tunnelanguss mit Stauboden nehmen!“. Nachdem ich jetzt weiß welche Kunststoffe in den letzten Jahren durch unsere Spritzgusswerkzeuge geflossen (ich zähle mal schnell auf: ABS, PA, PBT, PP, PC, PC+ABS, PMMA, PS, PUR (TPU), TPE und EPDM) sind, habe ich mich mit den Angüssen beschäftigt. Hier in der Firma gibt es dabei nicht viele Varianten. Grundsätzlich sind es alles Tunnelangüsse in verschiedenen Arten (siehe Bild im Anhang). Zusätzlich wird noch der gebogene Tunnelanguss („Bananenanguss“  verbaut und auch direkt angespritzt. Meine Frage ist nun nach welchen Kunststoff man welchen Anguss zuordnen kann? Was bewirkt der Stauboden (Verhinderung Freistrahlbildung)? Worin liegt der Unterschied zwischen den runden und den kegeligen Stauboden außer das sich der Anschnitt von einer Ellipse zu einem Halbkreis ändert? Oder kann es gar sein das man für jeden Kunststoff jeden Anguss nehmen kann und nur die Auslegung eine Rolle spielt? Ich wäre für jede Hilfe dankbar. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.

Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 30. Jun. 2009 12:55 <-- editieren / zitieren --> Unities abgeben: Nur für Snooze.18 
Wenn ich darf verwende ich immer den Stauboden. Weil die Höhe meistens begrenzt ist, kommt man da mit dem Platz am besten aus. Außerdem ist da der Angusskanal bis zum Stauboden am dicksten, so daß der am längsten offen bleibt. Das ist wichtig für den Nachdruck. Welchen Anschnitt man von Deiner Auswahl nimmt ist hauptsächlich philosophisch bedingt. Beim Freistrahl sollte der Stauboden mit der halben Ellipse auch etwas besser sein. Wichtig ist, daß der Angussauswerfer nicht zu nah am Tunnelanguss ist sonst kann der abscheren. Mit elastischen Kunststoffen habe ich nicht so viel Erfahrung, es sollte aber ähnlich sein. Meistens ist beim Spritzguss der Anschnittpunkt zu klein und der Angusskanal zu groß. Gute Erfahrung habe Bannanen-Anguss-Einsätzen. Weil die außen Luft haben kühlen sie weiniger ab und dadurch bleibt der Anguss länger offen und der Nachdruck kann länger wirken. ( Ich nehmen an, daß es so funktioniert)
Die beste Auswahl hatte hier Exa-Flow. Sie gibt es aber auch von allen anderen Herstellern.
Das kannst Du aber mit einem Tunnelanguss genauso haben, wenn Du den Einsatz außen freischleifst. ------------------
Klaus Solid Edge V 19 SP12 Acad LT 2000 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Snooze.18
Mitglied
Student
Beiträge: 5
Registriert: 22.01.2009
|
erstellt am: 30. Jun. 2009 13:04 <-- editieren / zitieren --> Unities abgeben:
Ok auf Exa-flow bin ich auch schon gestoßen. Man kann ja nun eigentlich sagen das für alle Kunststoffarten sämtliche Angüsse verwendet werden können oder? Demnach liegt es nur an der Auslegung? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 30. Jun. 2009 13:14 <-- editieren / zitieren --> Unities abgeben: Nur für Snooze.18
Ja das ist eigentlich so. Nur für PMMA würde ich überhaupt keinen Tunnel- oder sonstwie selbstabscherenden Anguss verwenden. Weil sich sonst Splitter im Spritzling wiederfinden. Und das stört dann gewaltig. ------------------
Klaus Solid Edge V 19 SP12 Acad LT 2000 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Snooze.18
Mitglied
Student
Beiträge: 5
Registriert: 22.01.2009
|
erstellt am: 30. Jun. 2009 13:21 <-- editieren / zitieren --> Unities abgeben:
|
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 30. Jun. 2009 14:01 <-- editieren / zitieren --> Unities abgeben: Nur für Snooze.18
Da sind mir keine bekannt. Und wenn, dann wäre es Blödsinn da bei Thermoplasten alle Eigenschaften sehr Temperaturabhängig sind. Die Temperatur zum Zeitpunkt der Entformung am Anschnittpunkt ist aber höchst unterschiedlich. Am ehesten könnte man noch die Sprödigkeit bei Entformung heranziehen. ------------------
Klaus Solid Edge V 19 SP12 Acad LT 2000 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
formenkoenig
Mitglied
DVD
Beiträge: 188
Registriert: 30.09.2005
|
erstellt am: 30. Jun. 2009 15:18 <-- editieren / zitieren --> Unities abgeben: Nur für Snooze.18
Hallo, Ihr zwei, damit Ihr nicht so einsam seid, gebe ich meinen Senf noch dazu.
Grundsätzlich gibt es heute so viele Spezial-Typen von Kunststoffen, daß es schwierig ist, irgendwelche Standard-Regeln aufzustellen- das Materialdatenblatt sollte dem Konstrukteur immer zur Verfügung stehen. Nicht unerheblich ist aber, ob es sich um einen amorphen oder teilkristallinen Kunststoff handelt. Bei Teilkristallinen wie PA, PBT, PPS wird zumeist das Fließverhalten durch Friktion im Verteiler begünstigt- dabei hilft der Stauboden nun 'mal.
Bei amophen Kunststoffen (wie PMMA) führt diese Scherung allerdings zu einer Schädigung des Materials... Sicher ist aber, daß der Tunnel mit Stauboden den saubersten Abriss am Teil gibt...von den Heisskanal-Varianten 'mal abgesehen, natürlich... Grüßle Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
    

Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 30. Jun. 2009 16:00 <-- editieren / zitieren --> Unities abgeben: Nur für Snooze.18
erstellt am: 30. Jun. 2009 16:00 <-- editieren / zitieren --> Unities abgeben: Nur für Snooze.18
|

 Foren auf CAD.de
Foren auf CAD.de