Hallo mp,
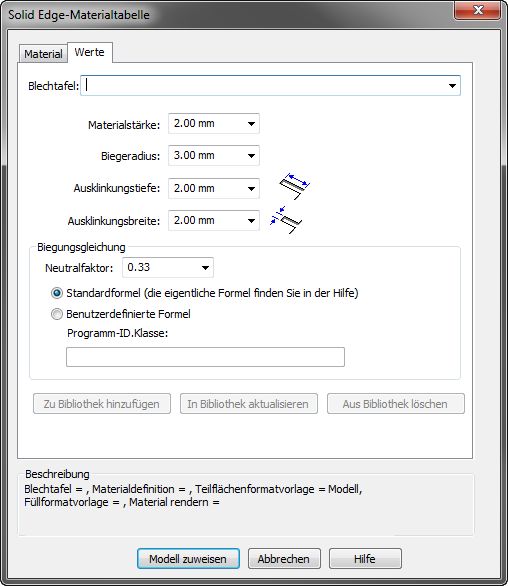
wie Solidworm schon sagt, in der Tabelle habe ich auch unsere Anpassungen gemacht.
Je nach Blechstärke habe ich nur den Biegeradius variiert. So wurde es mit einem unserer Blechteillieferanten einmal vor längerer Zeit abgesprochen. Er muss die Abwicklungen kaum nacharbeiten.
Also für dich hieße dass, dass Ihr in eurer Firma einmal Probebleche (100x200) für jede Blechstärke macht, und dann die Zuschläge oder Abkantlängen für jede Stärke ermittelt und diese dann mit hilfe des Biegeradius wieder auf die richtige Abwicklungslänge in SE bringt.
Hier noch ein paar Beispiele aus unserer psm-Vorlage:
1,0mm - r=1,6
1,5mm - r=1,9
2,0mm - r=1,9
2,5mm - r=3,1
3,0mm - r=3,1
4,0mm - r=3,6 usw.
Diese Werte sind natürlich auch Abhängig von der Matrize und dem Biegewerkzeug, Radius.
Also müßt ihr noch einige Bleche testen.
In meiner alten Firma wurde auch selber gebogen, dort wurden die Versuche von Zeit zu Zeit wiederhohlt, wenn sich die Blechchargen geändert hatten.
------------------
tschau, Rainer
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP

 Foren auf CAD.de
Foren auf CAD.de



 |
|