| | |  | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für PTC CREO | | | |  | Effiziente Migration nach PTC Windchill: Software Factory stellt Migration Factory für komplexe Transformationsprojekte vor, eine Pressemitteilung
|
|
Autor
|
Thema: Parameter für STL-Dateien beim 3D-Druck (2739 / mal gelesen)
|
rmcc1980
Mitglied
Ingenieur

   Beiträge: 358
Registriert: 06.06.2003 Modeling PE 6
Win 10-64
|

 erstellt am: 20. Mrz. 2021 13:36
erstellt am: 20. Mrz. 2021 13:36  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo, da bin ich nach 5 Jahren wieder und grüße aus dem Ruhestand mit einer Frage zu STL-Dateien für den 3D-Druck. Das Progamm schlägt vor: Abstand 0,19 und Winkel 42.
Das ist viel zu grob.
Im Slicer (Cura) sieht das Modell mit Abstand 0,1 und Winkel 1 super aus, besteht dann natürlich aus vielen Elementen. Welche Parameter nutzt ihr für die Erstellung von STL-Dateien damit Rundungen rund werden? Grüße Bernd ------------------
42 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
highway45
Moderator
Bastler mit Diplom
    

Beiträge: 6387
Registriert: 14.12.2004 SolidDesigner-20.5.0 + PhoenixPDM-11 + Solidworks-2023 + PE8 + Blender
|
 erstellt am: 20. Mrz. 2021 20:10 <-- editieren / zitieren --> Unities abgeben: Nur für rmcc1980
erstellt am: 20. Mrz. 2021 20:10 <-- editieren / zitieren --> Unities abgeben: Nur für rmcc1980 
Hi Bernd, ich setze bei Abstand immer einen sehr kleinen Wert ein, der ist aber abhängig von der Modellgröße.
Wenn das Programm 0,19 vorschlägt setze ich beispielweise 0,05 oder 0,02 ein.
Bei dem Winkel nehme ich meist einen sehr großen Wert, also 45 zum Beispiel. Wir drucken aber nicht, da habe ich keine Erfahrung. Weil Details wie Rundungen oder auch dünne Wandstärken im Verhältnis zu den anderen Flächen relativ klein sind, muß es nun mal sehr fein aufgelöst werden. Das beeinflußt bei der STL-Erzeugung leider alle Flächen in gleicher Weise. Ich benötige meistens mehrere Anläufe um das richtige Verhältnis von Auflösung, Flächenqualität und Dateigröße zu erreichen. Mittlerweile habe ich ganz gute Erfahrungen damit gemacht, bestimmte Flächen mit Blender nachzuarbeiten. Der Umgang damit ist allerdings recht schwierig zu lernen und die Arbeit ist zeitintensiv.
------------------

Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ingo walter
Mitglied
Entwicklungsingenieur
Beiträge: 173
Registriert: 11.06.2001 OSDM 17 bis 18
|
erstellt am: 21. Mrz. 2021 08:04 <-- editieren / zitieren --> Unities abgeben: Nur für rmcc1980
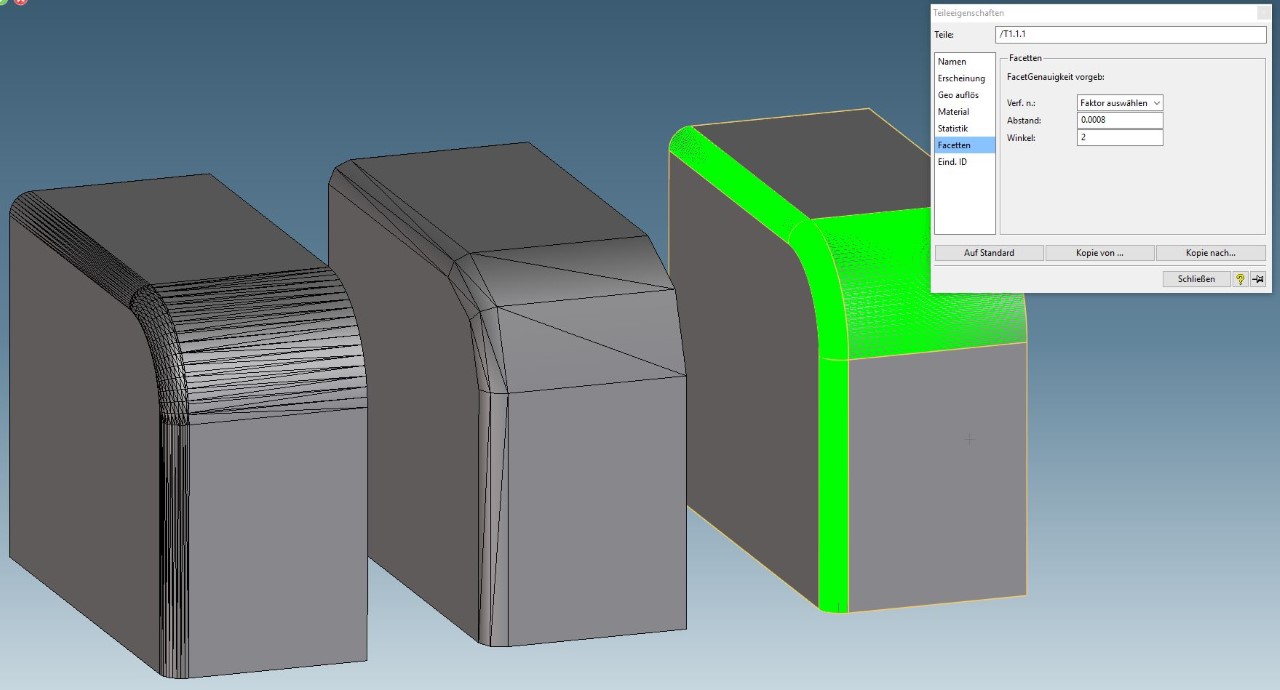
Hallo Zusammen, ich empfehle, die Facettierung des Modells vor Export im Modeling direkt bei den Bauteileigenschaften einzustellen. Wenn man die Drahtdarstellung einblendet, sieht man die Facetten so, wie sie rausgeschrieben werden (sofern keine genauere Facettierung für den Export eingestellt wird). In den Bauteileigenschaften mache ich das Modell zunächst grob eckig, damit alle Flächen quasi zurückgesetzt sind. Ich wähle dann einen kleinen Winkel (1° oder kleiner) und lasse den wert für den Abstand (das ist übrigens der Sehnenfehler) frei. Für diesen können sich dann auch sehr kleine Werte als Resultat ergeben, was nicht stört. In den Flächeneigenschaften kann man auch einzelne Flächen separat verfeinern, was aber (manchmal) zu offenen Kanten am STL- Modell führen kann. Die Dateigröße der STL- Datei drittelt sich ungefähr, wenn man das Binärformat einstellt! Viele Grüße, Ingo [Diese Nachricht wurde von ingo walter am 21. Mrz. 2021 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Jonischkeit
Ehrenmitglied V.I.P. h.c.
Freiberuflicher Ingenieurdienstleister (CSWP)

Beiträge: 2684
Registriert: 29.07.2003
|
erstellt am: 21. Mrz. 2021 18:25 <-- editieren / zitieren --> Unities abgeben: Nur für rmcc1980
Hallo Bernd, das hängt sehr stark vom Drucker ab. Für Sinter- und STL-Drucker darf es deutlich feiner sein, für FDM recht es etwas gröber. Meine Glasekugel geht von einem FDM Drucker aus, der mit einer Schichtstärke von 0,2mm arbeitet.
Da ist meine Einstellung 0,02 oder 0,04mm Abstand und 2° für den Winkel. Das sind zwar viele Daten, aber die Slicer packen das schon. Die Winkeleinstellung ist bei meinen Teilen der große Faktor für die Dateigrößen, da ich "Spritzguss Teile" als Muster drucke bei denen doch fast alle Kanten verrundet sind.
Gröber als 2° führt bei großen runden Teilen doch zu deutlich sichtbaren Vielecken. Viele Grüße aus Rosenheim und viel Erfolg
Michael Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de
Foren auf CAD.de



 |
|