Hallo liebes Forum,
ich bin absoluter Neuling in Plant Simulation und möchte im Zuge meiner Masterarbeit das Abbild einer Werkstattfertigung simulieren. Dabei ist eine Frage aufgetreten, wofür ich zwar eine Idee habe, wie diese gelöst werden kann aber mir das Wissen fehlt es entsprechend in Plant Simulation umsetzen zu können.
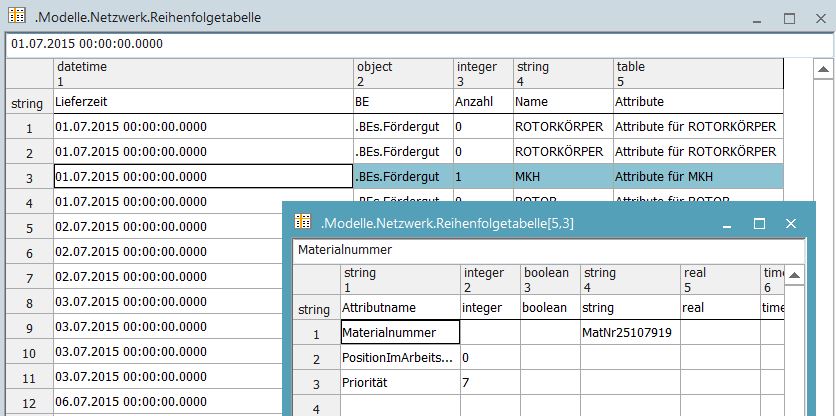
Soweit habe ich das Grundgerüst der Fertigung aufgebaut. Da die Produktvarianten zu unterschiedlich sind, erfolgt die Verbindung der Bearbeitungsstationen nicht über Kanten, sondern wird mittels Methoden gesteuert. Dazu habe ich mich an der Hilfe des Programms orientiert und eine beispielhafte Lieferliste und die beispielhafte Arbeitspläne in das Modell integriert. Über eine Ausgangssteuerung an der Quelle und den einzelnen Bearbeitungsstationen werden die Produkte zur nächsten Bearbeitungsstation umgelagert. Dies erfolgt anhand des Attributs "PositionImArbeitsplan", welches nach jeder erfolgreichen Bearbeitung +1 addiert wird. Dadurch werden die Produkte entsprechend dem Arbeitsplan durch die Fertigung geschleust. Soweit so gut.
Mein Problem tritt nun bei den zugehörigen Bearbeitungszeiten auf, die im Arbeitsplan hinterlegt sind. Nach den möglichen Methoden aus der Hilfe ...
... als Eingangssteuerung einer Bearbeitungsstation,
-> time
var TeileTyp := @.TeileTyp
var Station := ?
var Arbeitsplan := root.Arbeitsplan["Arbeitsschritte", TeileTyp]
result := Arbeitsplan["Bearbeitungszeit",Station]
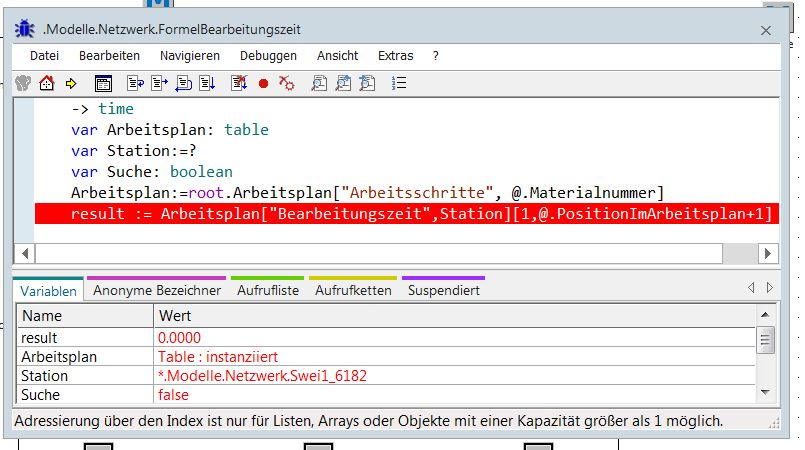
... oder als Formel/Methode bei der Bearbeitungszeit einer Bearbeitungsstation
root.Arbeitsplan["Arbeitsschritte",@.TeileTyp]["Bearbeitungszeit",Self]
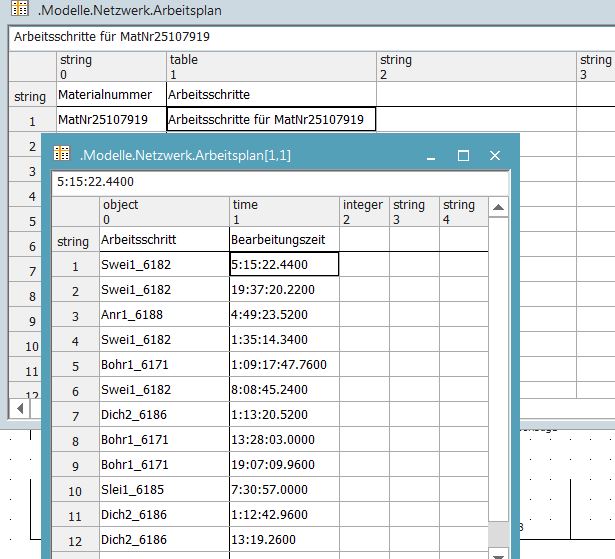
funktioniert es leider nur bedingt, da manche Produkte mehrmals auf der gleichen Bearbeitungsstation bearbeitet werden müssen, die Arbeitsgänge jedoch unterschiedliche Bearbeitungszeiten aufweisen. Mit Hilfe der o.g. Methoden, wird aber immer nur die Bearbeitungszeit der jeweiligen Station ausgewählt, die als erstes in dem Arbeitsplan gelistet ist. Dazu ein beispielhafter Arbeitsplan:
Arbeitsschritt Bearbeitungszeit
Swei1_6182 5:15:22.4400
Swei1_6182 19:37:20.2200
Anr1_6188 4:49:23.5200
Swei1_6182 1:35:14.3400
...
Im ersten Schritt wird das Produkt auf der Station "Swei1_6182" für ca. 5h bearbeitet. Im zweiten Schritt landet das Produkt zwar wieder auf der gleichen Station wird mit o.g. Methoden jedoch wieder nur ca. 5h anstatt der vorgesehenen ca. 19,5h bearbeitet. Das gleiche passiert im vierten Bearbeitungsschritt.
Meine Idee war es nun die Auswahl der Bearbeitungszeit mit Hilfe des Attributs "PositionImArbeitsplan" in dem Arbeitsplan bestimmen zu können oder einen Zähler laufen zu lassen, der der Station angibt, an welcher Stelle im Arbeitsplan die Bearbeitungszeit entnommen werden soll. Wenn ich das richtig verstehe, würde man dies über ein benutzerdefiniertes Attribut ermöglichen können, welches z.B. "PositionImArbeitsplan" ist. Ich weiß allerdings nicht, wie ich darauf zugreifen kann. Ich habe mehrere Formulierungen ausprobiert, jedoch fehlt mir dazu bisher das Wissen in SimTalk.
Könnte mir bei dieser Fragestellung jemand weiterhelfen oder zumindest einen Tipp geben, wie ich dies am besten umsetzen kann?
Über Eure Hilfe würde ich mich wahnsinnig freuen und allerbesten Dank im Voraus!
Gruß,
jofu04
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP

 Foren auf CAD.de
Foren auf CAD.de



 |
|