Hallo Leute,
hab mich schon etwas durch's Forum gelesen, aber bin nicht wirklich weitergekommen. Beschäftige mich erst seit kurzer Zeit mit dem Programm.
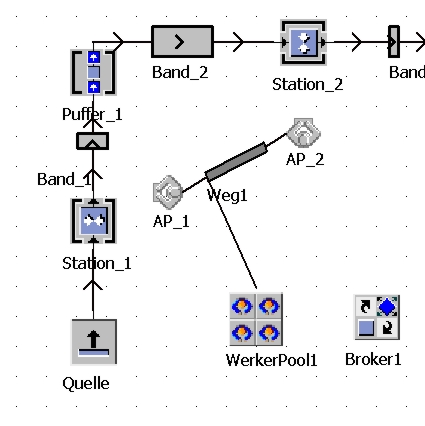
Folgende Problemstellung: (auch siehe Bild)
- Montagestation 1 und 2, Transport des Fördergutes durch Förderband mit zwischengeschaltetem Puffer
- beide Stationen mit unterschiedlichen Bearb-zeiten werden abwechselnd durch einen Werker bedient
- bis jetzt ist es so, dass er nach jedem Vorgang die Station wechselt (über Gehwege) - Wie kann ich aber z.b. festlegen, dass er an jeder Station erst nach dem 3. Teil zu der anderen Station wechselt?
Macht man das über einen Zähler in der Ausgangssteuerung der Station, oder steuert man dies mit einer Methode für den Arbeitsplatz an der Station?
Bzw. kann ich dazu auch eine Tabelle nehmen, wo ich variabel die Vorgabemenge einstellen kann (da ich mehrere Werker mit zugewiesenen Stationen habe und den Wert zu Testzwecken auch gelegentlich ändern möchte ohne es ständig im Code zu ändern)?
Wär echt super wenn mir da jemand weiterhilft 
Danke & Gruß!
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP

 Foren auf CAD.de
Foren auf CAD.de



 |
|