Hallo,
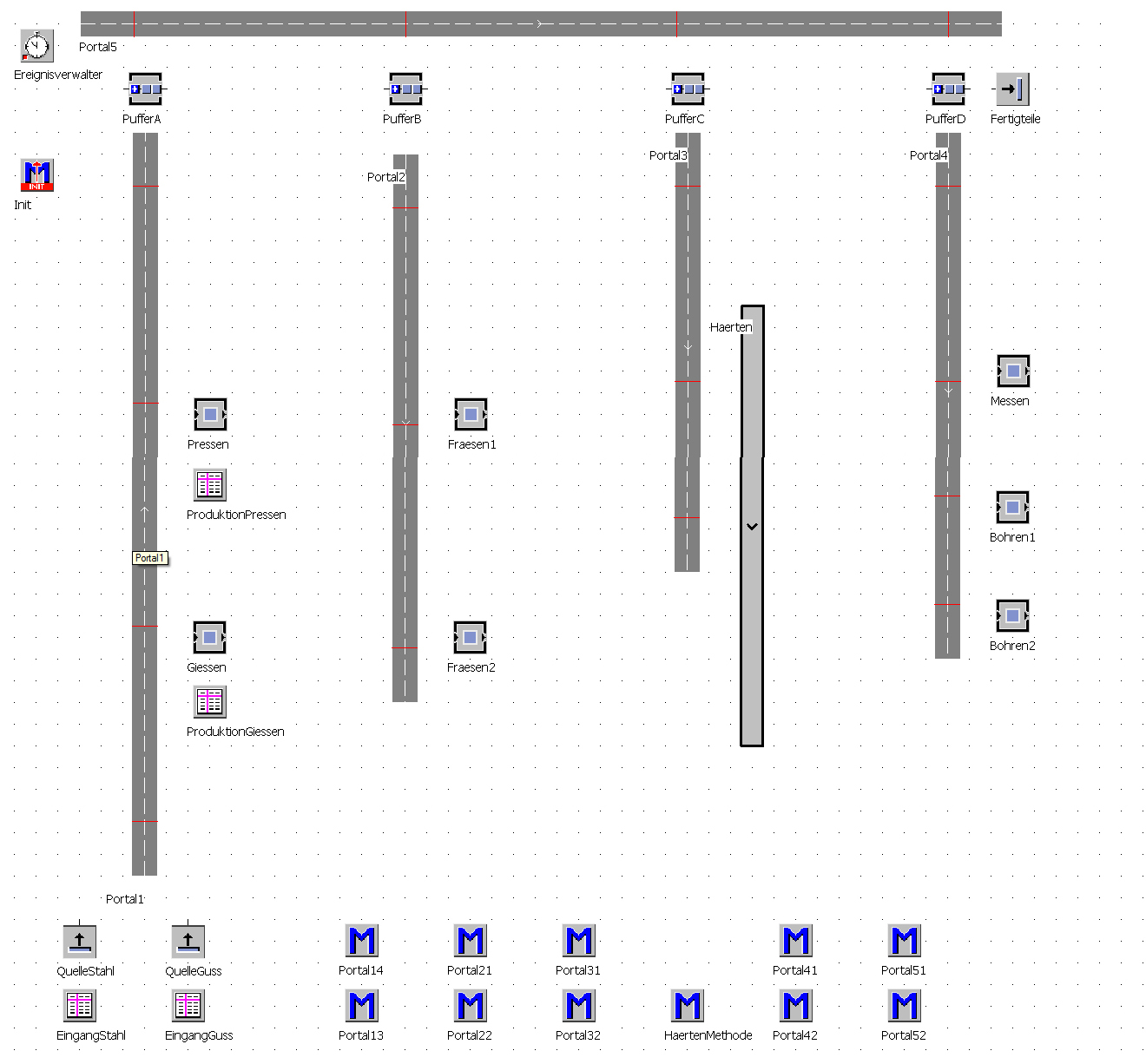
ich bin nicht unbedingt der Starprogrammierer und sollte eine Hallenfertigung mit 5 Portalkränen erstellen. in den Quellen werden Guss und Stahlteile erzeugt
- Die Gussteile sollen die Stationen Giessen, Fraesen1, Haerten, Bohren1 und messen durchlaufen
- Die Stahlteile sollen die Stationen Pressen, Fraesen2, Haerten, Bohren2 und Messen durchlaufen
Nach erfolgreicher Bearbeitung verlassen die Teile über die Senke Fertigteile das Modell.
Die Kapazität des Krans beträgt 1 ME, die Puffer haben eine Kapazität von jeweils 20 (PufferC 40)
Auf dem Weg ein intelligentes System zu entwerfen, bin ich nun auf folgende Probleme/Fragen gestossen:
- auf den Stationen Pressen und Giessen wird in der Bearbeitungszeit nochmal in drei Varianten mit unterschiedlicher Bearbeitungszeit unterschieden, wollte dies über eines Liste realisieren, aber habs nicht hinbekommen
- ab Puffer B ergibt sich ja das Problem, dass sowohl die gepressten Teile vom Pressen/Giessen wie auch die bereits gefrästen teile drin sind. wie kann ich diese bei der entnahme ansprechen bzw. unterscheiden damit man sie auch zur richtigen station bringen kann? (kann ich immer nur das letzte teil des Platzpuffers entnehmen oder kann ich z.b. auch sagen dass ich jetzt ein Stahlteil das noch nicht gefräst wurde entnehmen mag?
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP

 Foren auf CAD.de
Foren auf CAD.de



 |
|