Hallo Forummitglieder!
Bei der Walzstation kommen in 6 Puffer verschiedene Teile mit unterschiedlicher Losmenge.
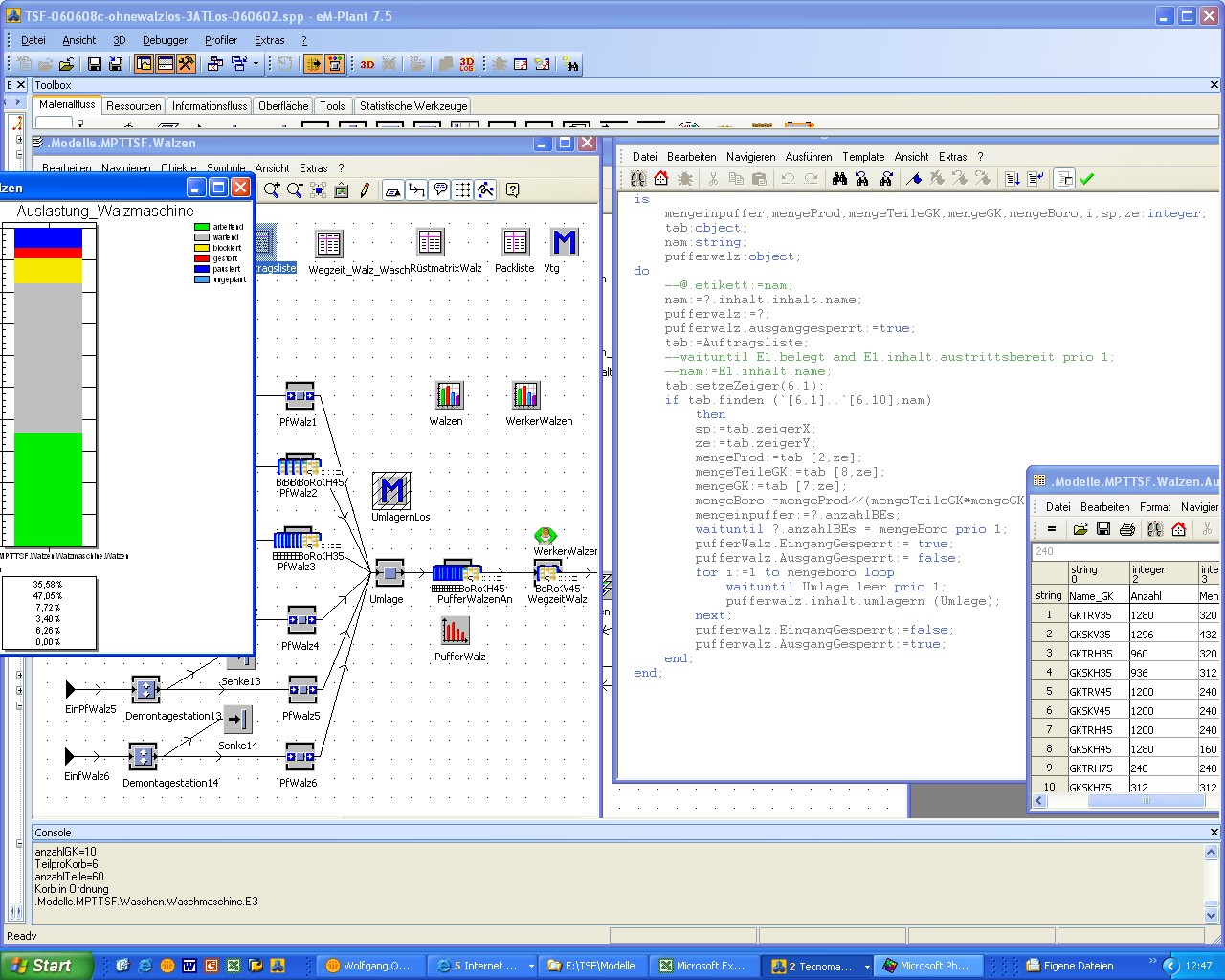
Derzeitig verbleiben die Teile so lange im Puffer bis die Losmenge (Teile in Spezialbehälter auf einem Bodenroller) sich vollständig im Puffer befindet. Erst dann wird das Los umgelagert. d.h. es vergeht eine gewisse Zeit wo nicht bearbeitet wird, obwohl schon mit dem ersten Bodenroller begonnen werden könnte, da die restliche Teile vom Los auch folgen werden.
Sollte eigentlich so funktionieren.
1.) Zeitlich ankommende Teile im Puffer ergeben eine Reihenfolge in der Umlagerungsliste.
2.) Ausgang Puffer so lange offen bis Losmenge (aus Tabelle kalkuliert) umgelagert wurde. Restlichen Pufferausgänge bleiben gesperrt.
3.) Nächste Losmenge aus Puffer (nach Rangfolge) umlagern. Pufferausgang entsperren ---> Menge umlagern ---> Pufferausgang sperren. Sobald nächstes Teil in den Puffer eintritt ---> in Liste eintragen. usw.
Kann sich jemand vortellen wie diese Methode aussehen könnte, oder kann man auf das auf eine elegantere Art lösen?
Thx
os
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP

 Foren auf CAD.de
Foren auf CAD.de



 |
|