| | |
 | KonTec Maschinenbau GmbH mit "uversa" auf der All About Automation, eine Pressemitteilung
|
|
Autor
|
Thema: Benötigte Kraft bei einer mehrfache Bandumlenkung (5125 mal gelesen)
|
Artex85
Mitglied
R&D Engineer
   Beiträge: 8
Registriert: 12.03.2013
|

 erstellt am: 16. Mrz. 2013 20:03
erstellt am: 16. Mrz. 2013 20:03  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
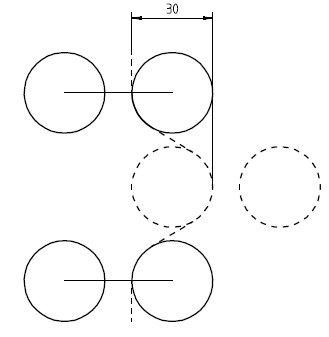
Liebe Community, da ich den selben Beitrag auch schon im Technikerforum stellte, dort aber leider noch keine Antwort erhalten habe versuche ich bei Euch mein Glück. Ich bitte um konstruktive Ideen bei folgender Problemstellung: Ein rechteckiges Compositeband (Tape) wird zwischen 3 übereinanderliegenden Rollenpaaren positioniert (siehe Bild Puffer_Startposition.png) und nach dem unteren Rollenpaar eingeklemmt. Das mittlere Rollenpaar wird über einen Pneumatikzylinder horizontal in eine vorgegebene Endposition verschoben (siehe Bild Puffer_Endposition.png). Dadurch wird der Bandabschnitt zwischen den äußeren Rollenpaaren vergrößert, indem das obere - freie - Ende des Bandes eingezogen wird. In Zahlen gesprochen hat das Band in der Startposition des gesamten Systems (Bandpuffer) eine Länge von 70mm, in der Endposition eine Länge von 96mm. Die Rollendurchmesser sind alle gleich. Der Umschlingungswinkel beträgt bei den äußeren Rollen ca. 60° und bei der mittleren Rolle ca. 120°. Nun soll die notwendige Kraft bestimmt werden, um das mittlere Rollenpaar in seiner Position zu halten bzw. es in diese Position zu befördern. Mein Grundgedanke für die Lösung: Um die lineare Balkentheorie anwenden zu können, muss der Umschlingungswinkel in sehr kleine bzw. differentielle Abschnitte unterteilt werden. Die Dehnung ist aufgrund der identischen Rollendurchmesser bei allen Umlenkstationen gleich groß und unabhängig vom Umschlingungswinkel. Mit der errechneten Dehnung kann das erforderliche Biegemoment (für den inkrementellen Winkel) bestimmt werden. Die maximal benötigte Kraft für die erste Umlenkung ergibt sich somit aus dem Biegemoment und der Länge der Tangente zwischen erster und zweiter Umlenkung beim gesamten Umschlingungswinkel. Beachtet werden muss jedoch, dass die Richtung der Kraft normal zur Tangente steht und nicht in horziontaler Richtung. Soweit einmal meiner erste Theorie, freue mich über Eure Ideen 
lg Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
    
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 16. Mrz. 2013 20:44 <-- editieren / zitieren --> Unities abgeben: Nur für Artex85 
Die Aufgabe ist auch schwer zu verstehen. Du meinst also ein biegesteifes Band ? Ist das Band rechteckig oder sein Querschnitt ? Wenn das Band biegesteif ist, wie oft kann man es dann hin und her biegen bis es zerfällt ? Damit sich das Band so schön anlegt ist auch noch eine Vorspannkraft in Längsrichtung nötig. Wenn sich etwas biegt, dann wird nicht nur gedehnt, sondern auch gestaucht. Irgendwo dazwischen liegt dann auch eine neutrale Faser. Und wenn sich an der Oberfläche der Rolle das Band staucht, entsteht auch noch Reibung. Die Balkentheorie funktioniert nur mit elastischen Materialien. ( Im Hookschen Bereich ) Ich kann mir nicht vorstellen, daß es ein Material gibt das diese Bewegung linear elastisch mitmacht. Wenn Du schon bei der Balkentherie bist, da gibt es auch eine kreisförmige Biegelinie nämlich wenn Du an beiden Enden ein Biegemoment einleitest.
------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Artex85
Mitglied
R&D Engineer
Beiträge: 8
Registriert: 12.03.2013
|
erstellt am: 16. Mrz. 2013 21:02 <-- editieren / zitieren --> Unities abgeben:
Hello N.Lesch, das Band ist in seinem Querschnitt rechteckig, erfährt durch die Umlenkung - unabhängig vom Umschlingungswinkel - eine Dehnung von 1,17% und hat einen E-Modul parallel zur Faserrichtung von 300 GPa. Die Reibung aus der Stauchung des Tapes wird über einen Sicherheitsfakor berücksichtigt. Als Referenz für den gesamten Aufbau denke ich an ein Stahlseil welches elastisch über eine Rolle umgelenkt wird bzw. werden muss. Das Biegemoment errechne ich wie Du schon erwähnt hast mithilfe folgender Gleichung: M = E * b * h ^ 3 / (6 * d) wobei d der Rollendurchmesser ist. [Diese Nachricht wurde von Artex85 am 16. Mrz. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 17. Mrz. 2013 07:28 <-- editieren / zitieren --> Unities abgeben: Nur für Artex85
Hallo Artex, Du hast irgendwie Dein eigenes Problem noch nicht verstanden. Ohne Vorspannung in Längsrichtung kann das nicht funktionieren. Stahl hat einen E-Modul von 210 000 MPa. Welches Material hat denn mehr ohne sich hier aufzulösen. Ein Stahlseil ist kein Biegebalken, weil beim Biegen die Fasern von innen nach außen wechseln. Wie hast Du die Dehnung berechnet ? Von der Mitte des Bandes nach aussen ? Wie kommst Du zu der Formel für das Biegemoment ? Rechne halt einfach die Sache an 3 Punkten ( Startpunkt, Endpunkt und einer dazwischen ) durch. Nichts einfacher als das. Edit: 1,17 % Dehnung und ein E-Modul von 300 000 MPa ergibt eine Spannung von ca. 3200 MPa. Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Artex85
Mitglied
R&D Engineer
Beiträge: 8
Registriert: 12.03.2013
|
erstellt am: 17. Mrz. 2013 15:57 <-- editieren / zitieren --> Unities abgeben:
Hello N.Lesch, also alles von Anfang. Es wird ein endlosfaserverstärktes thermoplastisches Band verwendet. Der E-Modul der CF-Faser in Faserrichtung beträgt 450 GPa. Die PEEK Matrix hat einen E-Modul von 3,6 GPa. Der Faservolumengehalt beträgt 65%. Dadurch ergibt sich ein E-Modul des Verbundes (Faser und Matrix) von 293,76 GPa über folgenden Zusammenhang: E = E_parallel_Faser * Faservolumengehalt + E_Matrix * (1 - Faservolumengehalt). Der Querschnitt des Tapes hat die Abmessungen 1'' (25,4 mm) x 0,35 mm. Die Dehnung bei einer kreisrunden Umlenkung errechnet sich durch: epsilon = Tapedicke / Rollendurchmesser, wobei der Rollendurchmesser 30 mm beträgt. Um diese Dehnung bzw. Biegung zu erreichen ist ein Biegemoment von 1777,3 Nmm notwendig, dieses errechnet sich unter der Vernachlässigung der Querkontraktion wie folgt: sigma = E * epsilon = 6 * M / (Tapebreite * Tapedicke ^ 2) M = E * epsilon * Tapedicke ^ 2 * Tapebreite / 6. Sprich dieses Moment muss aufgebracht werden um das Band um die Rolle zu wickeln, unabhängig vom Umschlingungswinkel. Ähnliche Berechnungen finden sich bei der Auslegung von Filmscharnieren. Die notwendige Kraft um dieses Moment aufzubringen ergibt sich meiner Meinung nach aus der Länge des Tangentenstücks zwischen zwei Umlenkungen. Vereinfacht ist dies im Bild Kraftberechnung_Bandpuffer.png dargestellt. lg Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Roland Schröder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13772
Registriert: 02.04.2004 Autodesk Inventor
|
erstellt am: 17. Mrz. 2013 17:06 <-- editieren / zitieren --> Unities abgeben: Nur für Artex85
Moin! Du hast hier eine Mischung zweier Phänomene: 1. Biegung.
Da sieht Dein Ansatz schon ganz vernünftig aus, aber Du hast noch nicht berücksichtigt, dass auch das freie Bandstück sich biegt. 2. Reibung und Längskraft bei Umschlingung.
Das musst Du hier auch berücksichtigen, weil das Band ja uach zieht über zwei der drei beteiligten Rollen gleiten muss (Oder sind die drehbar gelagert? Man weiß es ja nicht.). Ich hoffe Du kennst die Eytelweinsche Gleichung (S1/S2=e^(µ*alfa)), die gilt allerdings so nur für völlig biegeweiches Material. Das zu kombinieren ist nicht undelikat! Man hat das zwar immer, aber meist ist die Biegung nicht so bedeutend wie hier. Wenn es nur darum geht, eine sichere untere Schranke für die benötige Antriebskraft zu finden, würde ich 1x für Biegung ohne Reibung und 1x für Zugkraft mit Reibung aber ohne Biegung rechnen und beide Kräfte addieren. ------------------
Roland
www.Das-Entwicklungsbuero.de It's not the hammer - it's the way you hit! [Diese Nachricht wurde von Roland Schröder am 17. Mrz. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 17. Mrz. 2013 17:40 <-- editieren / zitieren --> Unities abgeben: Nur für Artex85
|
Artex85
Mitglied
R&D Engineer
Beiträge: 8
Registriert: 12.03.2013
|
erstellt am: 17. Mrz. 2013 18:00 <-- editieren / zitieren --> Unities abgeben:
Hello Roland, wie schon angemerkt wurde ist mit der momentanen Kombination der Werkstoffe die Spannung zu hoch (Stichwort Faserbruch). Dies soll allerdings nicht die allgemeine Berechnung beeinflussen. Die Rollen sind drehbar gelagert. Die Gesamtkraft hätte ich vorerst über folgenden Zusammenhang ermittelt (3 Umlenkungen): F_max = 3 * M / (cos(Umschlingungswinkel) * Abstand zwischen den Tangentenpunkten), wobei mir bewusst ist, dass dies nicht die elegante, meiner Meinung nach aber eine pragmatische Lösung darstellt. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Roland Schröder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
Beiträge: 13772
Registriert: 02.04.2004 Autodesk Inventor
|
erstellt am: 17. Mrz. 2013 18:01 <-- editieren / zitieren --> Unities abgeben: Nur für Artex85
|
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 17. Mrz. 2013 18:06 <-- editieren / zitieren --> Unities abgeben: Nur für Artex85
Hallo Artex, soweit kann ja alles Stimmen. Bei einem Filmscharnier rechne ich den Radius / halbe Dicke und schon habe ich die Dehnung. Mehr interessiert mich da nicht. Zu Deinem Bild mit den Kraftvekoren: Wenn jetzt die mittlere Rolle ganz weit nach rechts fährt, geht die resultierende Kraft gegen unendlich.
Ich würde da so anfangen: wenn das Band gerade noch senkrecht drinsteht, ist doch alles einfach zu berechen. Das weitere hängt halt von der Vorspannung ab und wie exakt sich das Band um die Rollen legt. Wenn Du Dein Bild mit den Kräften betrachtest, und alle Kräfte horzontal einzeichnest und die Abstände ( oder Hebellängen ) senkrecht betrachtest ergibt sich doch die Lösung. Mit zunehmendem Umschlingungswinkel veringert sich die Hebellänge etwas, und die Kraft steigt entsprechend an.
------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Roland Schröder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
Beiträge: 13772
Registriert: 02.04.2004 Autodesk Inventor
|
erstellt am: 17. Mrz. 2013 18:12 <-- editieren / zitieren --> Unities abgeben: Nur für Artex85
|
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 17. Mrz. 2013 18:12 <-- editieren / zitieren --> Unities abgeben: Nur für Artex85
|
Roland Schröder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
Beiträge: 13772
Registriert: 02.04.2004 Autodesk Inventor
|
erstellt am: 17. Mrz. 2013 18:35 <-- editieren / zitieren --> Unities abgeben: Nur für Artex85
|
Artex85
Mitglied
R&D Engineer
Beiträge: 8
Registriert: 12.03.2013
|
erstellt am: 17. Mrz. 2013 18:50 <-- editieren / zitieren --> Unities abgeben:
Hallo Ihr beiden, wenn der Bandpuffer leer ist (mittleres Rollenpaar unausgelenkt), beträgt die gesamte Länge des Tapes in dem Bereich zwischen oberer und unterer Rolle 70 mm, ist der Bandpuffer voll (mittleres Rollenpaar vollkommen ausgelenkt) ist Länge des Tapes von 70 mm auf 96 mm in diesem Bereich gestiegen (sprich 26 mm). Zum besseren Verständnis des allgemeinen Prozesses hier eine kleine Beschreibung Es wird ein automatisierter Tapelegekopf (TLK) zum Ablegen endlosfaserverstärkter thermoplastischer Tapes entwickelt. Unter dem Ablege- oder auch Tapelegeverfahren versteht man das automatisierte richtungs- und positionsvariable Ablegen eines Prepregs auf komplexen Oberflächenstrukturen. Die wesentlichen Funktionsgruppen des TLK sind die Materialbevorratung, die Vorschubeinheit und der Schneidemechanismus. Zum Aufschmelzen des thermoplastischen Tapes ist eine Aufheizvorrichtung installiert. Die letzte Einheit ist das Konsolidierungssystem und dient zum Kompaktieren und Konsolidieren des Tapes. Beim thermoplastischen Tapelegen wird das Prepregmaterial zu Beginn einer neuen Ablegelinie (Bahn) durch die Vorschubeinheit bis zur Konsolidierungsrolle vorgeschoben.
Nach Absenken der Konsolidierungsrolle zum Aufbringen des zur Konsolidierung erforderlichen Drucks wird durch Energieeintrag der Aufheizvorrichtung in den Bereich zwischen Werkzeug und Tape (Zwickelbereich) das neue Prepreg mit den bereits abgelegten Lagen verschmolzen. Kurz vor dem Ende einer Bahn trennt der Schneidemechanismus das stillstehende Tape auf, um einen kontinuierlichen Ablegeprozess zu ermöglichen wird ein Bandpuffer verwendet. Die Größe des Bandpuffers hängt von der Schnittzeit und der Ablegegeschwindigkeit des TLK ab. [Diese Nachricht wurde von Artex85 am 17. Mrz. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ing. Gollum
Mitglied
Sondermaschinenbau

Beiträge: 1064
Registriert: 11.03.2005 Win7 64-Bit
SWX 2013
Ansys 13
Labview 2012
|
erstellt am: 17. Mrz. 2013 19:27 <-- editieren / zitieren --> Unities abgeben: Nur für Artex85
Ganz abgesehen davon, dass ich es bei solchen Pisselkräfte für müssig halte das im Vorfeld zu berechnen, da es so gut wie keinen Aktuator gibt, der damit Probleme haben sollte und man es daher problemlos auf einen praktischen Versuch ankommen lassen sollte... Sind die Rollen drehbar oder nicht? ------------------
 'Wir leben in Zeiten epochaler Veränderungen.' - Angela Merkel, 2011 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Roland Schröder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
Beiträge: 13772
Registriert: 02.04.2004 Autodesk Inventor
|
 erstellt am: 17. Mrz. 2013 19:34 <-- editieren / zitieren --> Unities abgeben: Nur für Artex85
erstellt am: 17. Mrz. 2013 19:34 <-- editieren / zitieren --> Unities abgeben: Nur für Artex85
|
Artex85
Mitglied
R&D Engineer
Beiträge: 8
Registriert: 12.03.2013
|
erstellt am: 17. Mrz. 2013 20:00 <-- editieren / zitieren --> Unities abgeben:
|
Ing. Gollum
Mitglied
Sondermaschinenbau
Beiträge: 1064
Registriert: 11.03.2005 Win7 64-Bit
SWX 2013
Ansys 13
Labview 2012
|
erstellt am: 18. Mrz. 2013 08:11 <-- editieren / zitieren --> Unities abgeben: Nur für Artex85
Moin,
Wollte mit dem Begriff 'Pissel' auch nicht die Sache ins lächerliche ziehen. Sorry. War gestern Abend mit ner Kniffte und Bier per Hand an der Berechnung und wohl ein wenig zu sehr im Feierabendmodus.
Hab jedenfalls versucht selbst durchzurechnen, weil ich die Aufgabe sehr spannend fand und habe dabei letztendlich mindestens drei Komponenten erfasst: - Biegung ( Bei mir Formelmix aus Walzen und Biegebalken, ergibt aber keine versentlichen Unterschiede zum bisher geposteten)
- Vorspannung ( Als Seil betrachtet, Umschlingungswinkel vorerst nicht korrigiert )
- Reibung ( Ebenfalls als Seil ein mal mit stehenden und rotierenden Rollen, Umschlingungswinkel vorerst nicht korrigiert ) Zusätzlich zum persönlichen Vergnügen: - Weitere Zugkräfte durch Trägheit der Rollen bzw. über Reibung, falls die Bandgeschwindigkeit eine gewisse Dynamik enthällt... Am Ende alles addiert und geschaut welche Faktoren wesentlich sind und wo man noch präziser werden sollte. Abschliesend per FEM ( einfaches Modell mit halber Rolle und symetrie ) verglichen, weil ich wissen wollte, wie hoch die Umschlingungswinkel, insbesondere in Kombination mit der Vorspannung, tatsächlich sind. Der Einfluss ist ja nicht unerheblich gewesen. Die Handrechnung von mir, wie oben beschrieben, war, in einem vernünftigem Bereich, auf der sicheren Seite. Weil es noch eine Zeit bis zum Tatort dauerte und die Aufgabe mich immer noch interessierte, hab ich noch die Dynamik mit rein genommen. Entsprechende Beiwerte bei den Umschlinungswinkeln aus davoriger Berechnung mit Ergebnissen der FEM korrigiert. Hab damit ein bischen rumgespielt und festgestellt, dass, zumindest nach meiner Erfahrung bei Maschinen zum automatisierten Handling biegeweicher Werkstücke ( Stringer ), ein so kleiner Antrieb nötig ist, dass man den auf jedem Fall unter bekommt.
Ob es jetzt geschickt ist, die Schneidevorrichtung vor dem Speicher zu setzen, oder diese nicht besser dahinter zu positionieren, kann man natürlich auch anfangen zu Diskutieren. Grüße, Gollum ------------------
'Wir leben in Zeiten epochaler Veränderungen.' - Angela Merkel, 2011 [Diese Nachricht wurde von Ing. Gollum am 18. Mrz. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Artex85
Mitglied
R&D Engineer
Beiträge: 8
Registriert: 12.03.2013
|
erstellt am: 18. Mrz. 2013 09:48 <-- editieren / zitieren --> Unities abgeben:
Liebe Diskussionsteilnehmer, an dieser Stelle einmal ein großes DANKESCHÖN, für Euer engagiertes mitschreiben. Ist für mich nicht selbstverständlich. Nun zu Gollum:
Ich hab Pissel nicht als Beleidigung aufgefasst, normalerweise bin ich eher Kräfte von Schaufelradbagger gewohnt, somit ist die Aussage verständlich Freut mich wenn diese Aufgabe motiviert, solltest jemals Fragen zu Verbundwerkstoffen haben - tell me. Die Sinnhaftigkeit der Position des Puffers vor dem Schneidmechanismus versteh ich leider nicht ganz. Bin aber offen für deine Ideen Das Tape wird vor dem Schneiden über gefederte Niederhalter (die im Schneidemechanismus inkludiert sind) geklemmt um eine Relativbewegung zu unterbinden. Da der Ablegeprozess weiterläuft, sprich es wird weiterhin laufend Tape für das Ablegen benötigt, wird der Bandpuffer zwischen Schneidemechanismus und Konsolidierungsrolle benötigt. Wenn der Bandpuffer vor dem Schneidemechanismus eingesetzt wird, kann er meiner Meinung nach seine Aufgabe nicht erfüllen... lg [Diese Nachricht wurde von Artex85 am 18. Mrz. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de








 Na ich weiß ja nicht.
Na ich weiß ja nicht. 

