| | |
 | Präzision trifft Flexibilität - die neue SENO Sensorwelle-Duo ist da!, eine Pressemitteilung
|
|
Autor
|
Thema: Achsversatz fertigungstechnisch vermeidbar? (2032 mal gelesen)
|
rabbit05
Mitglied
Ingenieur

   Beiträge: 56
Registriert: 11.09.2006
|

 erstellt am: 21. Sep. 2010 21:03
erstellt am: 21. Sep. 2010 21:03  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
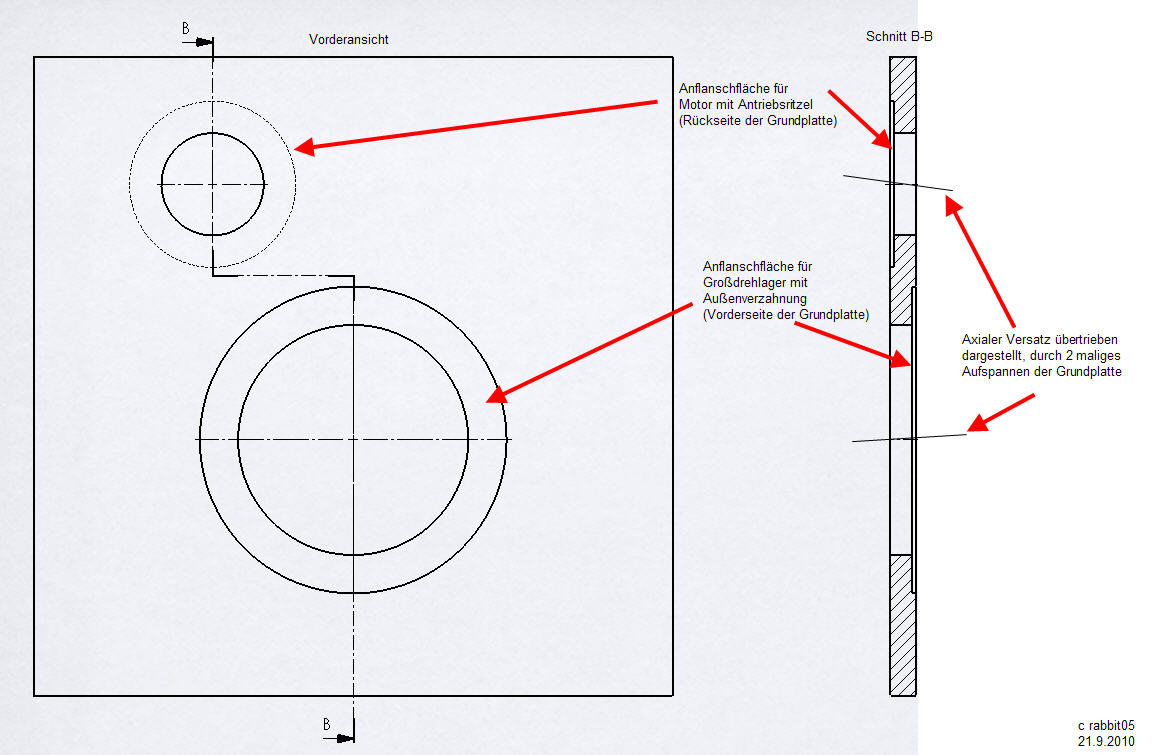
Hallo Leute, Hoffe dass Ihr mir helfen könnt und dass ich in diesem Forum richtig bin. Kurze Erklärung: Die Grundplatte auf dem Bild (500x500x20) ist ein Brennteil.
Auf einem CNC Bearbeitungszentrum werden unter anderem 2 Bearbeitungsschritte mit jeweils einer Einspannung durchgeführt:
1. Planfräsen der Anflanschfläche des Motors mit Antriebsritzel (Rückseite)
2. Danach wird die Grundplatte umgedreht (Vorderseite -> neu eingespannt/aufgespannt) und der Bearbeitungsschritt, Planfräsen der Anflanschfläche des Großdrehlagers mit Außenverzahnung durchgeführt. Problem:
Dadurch dass die 2 Bearbeitungen der Grundplatte in 2 Einspannungen durchgeführt werden, ist die Anflanschfläche von dem Motor mit Antriebsritzel (Rückseite) zu der Anflanschfläche des Lagers (Vorderseite) nicht planparallel.
Dadurch entsteht eine axiale Abweichung / Versatz zwischen der Drehachse des Antriebsritzels und der Drehachse des Großdrehlagers. Fragen:
Gibt es eine Möglichkeit diese zwei Bearbeitungsschritte in einer Einspannung durchzuführen ( evtl. spezielle Fräser oder Unterkonstruktion um Grundplatte aufzuspannen)?
Habt ihr eine Idee wie man diese 2 Flächen auch mit 2 Einspannungen planparallel fertigen kann ? Danke an alle !!! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
flavus
Mitglied
Techniker+Familienerhalter
Beiträge: 1378
Registriert: 09.04.2005 ATI 3450
bzw.
Nvidia Quadro M2000M
Win7/64
Creo3.0 produktiv
Windchill 10.2
|
erstellt am: 21. Sep. 2010 21:15 <-- editieren / zitieren --> Unities abgeben: Nur für rabbit05 
Wohl am einfachsten (falls vom Platzangebot möglich, ähnlich wie auf der Skizze) wäre, so entfernt wie möglich von der ersten gefrästen Planfläche zwei weitere Flächenbereiche mit gleicher Tiefe vorzusehen und alle diese bearbeiteten Flächen als neue Aufspannflächen nach 180°-Umschlag vorzusehen. Ist halt auch abhängig von der Stabilität (Auflageflächen möglichst nahe der Bearbeitung wg. Durchbiegung). Peter Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
pepper4two
Mitglied
Beiträge: 1135
Registriert: 30.11.2003
|
erstellt am: 21. Sep. 2010 21:17 <-- editieren / zitieren --> Unities abgeben: Nur für rabbit05
Hallo Häschen, nach meiner Einschätzung wirst Du das Problem auch dann haben wenn Du die beiden Flächen von einer Seite aus herstellst, ich denke das Problem ist das durch die Bearbeitung auf den Außenflächen die Spannungen in der Platte "freiwerden" und Sie dadurch uneben wird. Eventuell solltet Ihr die Platte von beiden Seiten Schruppen und dann Spannungsarm glühen, danach auf die endgültige Dicke Schlichten und die Anflanschflächen anfräsen. Wenn Ihr so vorgeht sollte es kein Problem sein die Parallelität zu verbessern. Eventuell haben ja einige Profi- und Vollzeitzerspaner hier im Forum noch weitere Ideen, bin mal gespannt was noch so an Ratschlägen kommt. Beste Grüße Matthias ------------------
Nihil Ex Nihilo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit

Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
 erstellt am: 21. Sep. 2010 21:45 <-- editieren / zitieren --> Unities abgeben: Nur für rabbit05
erstellt am: 21. Sep. 2010 21:45 <-- editieren / zitieren --> Unities abgeben: Nur für rabbit05
Hallo rabbit, als erstes mal Deinen Rohling spannungsarm glühen, dann Sandstrahlen (Wir haben ungern so dreckige Finger von Zunder  ) ) Teil aufspannen schruppen der beiden großen Bohrungen und vorarbeiten der beiden Sitze. Aufspannung lösen (Material muss sich entspannen können) Bauteil auf 20Grad abkühlen und anschließend sanft (den Kräften des Schlichtprozesses angemessen) neu aufspannen in einer Aufspannug fertigbearbeiten und Gut 
Das war jetzt der Schnelldurchgang
Wenn Du genauere Info brauchst nochmal nachfragen hier MfG
Andreas  ------------------
Stillstand ist Rückschritt Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
rabbit05
Mitglied
Ingenieur
Beiträge: 56
Registriert: 11.09.2006
|
erstellt am: 22. Sep. 2010 21:00 <-- editieren / zitieren --> Unities abgeben:
Sowas hab ich mir schon gedacht!!! Glaubt ihr man kann das nicht ohne eine "Wärmebehandlung" machen? UND irgendwie in einer aufspannung, trotz dass die beiden Anflanschflächen auf verschiedenen Seiten liegen ??? Gibts da kein Spezialfräser ??? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur

Beiträge: 3901
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 22. Sep. 2010 21:07 <-- editieren / zitieren --> Unities abgeben: Nur für rabbit05
|
Ex-Mitglied
|
erstellt am: 22. Sep. 2010 21:20 <-- editieren / zitieren -->
@Andreas > 10 points
Und nicht ohne spannungsarm glühen. |
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit
Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
erstellt am: 22. Sep. 2010 21:20 <-- editieren / zitieren --> Unities abgeben: Nur für rabbit05
Hallo rabbit, geeignetes Spannmittel auswählen und Tisch drehen , oder großer Scheibenfräser
( muss durch durch die Bohrung passen ) zirkular! Du kannst das je nach Bauteil auch ohne Wärmebehandlung machen, aber wenn es sich dann doch verzieht (ist Konturabhängig) ist nicht der Fertiger schuld!! (sondern verschlafene AV oder Du) Da ich in dem Bereich über ein wenig Erfahrung verfüge würde ich Dir wirklich raten Brennschnitte (in der Größenordnung)generell spannugsarm zu glühen und zu strahlen! Haben sich die Fertiger noch nicht bei Dir beschwert  ( Zitat: das geht so nicht ) ( Zitat: das geht so nicht ) MfG
Andreas ------------------
Stillstand ist Rückschritt Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Charly Setter
Moderator
    

Beiträge: 12008
Registriert: 28.05.2002 Trau keiner Diva unter SP3....
|
erstellt am: 22. Sep. 2010 22:06 <-- editieren / zitieren --> Unities abgeben: Nur für rabbit05
Zitat:
Original erstellt von Krümmel:
würde ich Dir wirklich raten Brennschnitte (in der Größenordnung)generell spannugsarm zu glühen und zu strahlen!
WennŽs auf Genauigkeit ankommt, der einzige Weg....
Und Schweißgehäuse erst recht....
------------------
Der vernünftige Mensch paßt sich der Welt an;
der unvernünftige besteht auf dem Versuch, die Welt sich anzupassen. Deshalb hängt aller Fortschritt vom unvernünftigen Menschen ab.
(George Bernard Shaw) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
rabbit05
Mitglied
Ingenieur
Beiträge: 56
Registriert: 11.09.2006
|
erstellt am: 23. Sep. 2010 12:30 <-- editieren / zitieren --> Unities abgeben:
Hallo Leute!!! Bezüglich Scheibenfräser und Rückwertssenker: Sind das die üblichen Scheibenfräser oder gibt es da spezielle die für diese Anwendung geeignet sind?
Rückwärtssenker hab ich noch nie gehört. Hättet ihr für beide Fräsertypen noch ein paar empfehlenswerte Links bzw. Hersteller ? Bezüglich Wärmebehandlung: Leider haben wir keinen "Ofen" zur Wärmebehandlung bei uns in der Firma, gibt es eine Möglichkeit das lokal bzw. punktuell zu Glühen ohne einen "Ofen" ? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 23. Sep. 2010 13:57 <-- editieren / zitieren -->
Und was schwebt Dir so als Wärmequelle vor, vielleicht ein Gasfeuerzeug? Nein, das Teil muss in einen Ofen, guckst Du nach Härtereien oder Schneidbrennbetrieben in Deiner Nähe, die machen sowas als Dienstleistung und haben die Erfahrung bezügl. Temperatur, Glühdauer, Abkühlphase. Malzeit |

 Foren auf CAD.de
Foren auf CAD.de