| | |
 | SchraubTec Kattowitz - Die regionale Fachmesse für Schraubverbindungen, eine Veranstaltung am 15.09.2026
|
|
Autor
|
Thema: gussgehäuse (7950 mal gelesen)
|
tobias1972
Mitglied
   Beiträge: 9
Registriert: 28.07.2010
|

 erstellt am: 28. Jul. 2010 18:40
erstellt am: 28. Jul. 2010 18:40  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo, ich brauche für eine Wellenlagerung ein Gehäuse, das ich schon wie in der anlage ersichtlich ist, erstellt habe. Das Gehäuse soll gegossen werden.
Geht das so relativ "günstig" mit den Lagersitzen wegen den Hinterschneidungen? Tobias [Diese Nachricht wurde von tobias1972 am 01. Aug. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
pepper4two
Mitglied

Beiträge: 1135
Registriert: 30.11.2003 Dell Precision M6800; Intel® Core i7-4810MQ Prozessor; 32GB (4x8GB) HyperX HX316LS9IB/8 1600MHz DDR3L; AMD FirePro M6100 2GB GDDR5; UltraSharp FHD (1.920 × 1.080); Hybrid-SATA-Festplatte, 2,5 Zoll, 5oo GB, 6 Gbit/s, 8 GB Flash-Speicher; Spaca Mouse Pro Wireless; Cad Mouse; SWX 2013 SP5
|
erstellt am: 28. Jul. 2010 20:22 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972 
Hallo Tobias, herzlich willkommen im WBF  . Deine Fragestellung ist recht dürftig, und klingt vergleichbar der Folgenden: Eine Kuh frisst Mäuse, sieben Stück ergeben ein Maul voll, wie viele frisst Sie in der Stunde? Bei Gussteilen sollten mindestens die folgenden Fragen beantwortet sein: Wie viel Stück möchtest Du produzieren? (1 Prototyp oder 1000000 Stück?
Welches Material?
Welche Toleranzen?
Welches Verfahren?
Was heißt "Günstig" (Stückpreis 1,00 oder eventuell 10000,- ) Je präziser Deine Fragestellung ausfällt um so besser/genauer wird die Antwort sein die Du erhältst. Sicherlich werden sich noch einige Gussspezialisten melden die noch weitere Fragen haben. Beste Grüße Matthias
------------------
Nihil Ex Nihilo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
highway45
Ehrenmitglied V.I.P. h.c.
Bastler mit Diplom

Beiträge: 6387
Registriert: 14.12.2004 Windows
CoCreate
|
 erstellt am: 28. Jul. 2010 20:58 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
erstellt am: 28. Jul. 2010 20:58 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Eine Kuh frißt pro Stunde gar keine Maus  Vielleicht könntest du das Bild mal so abspeichern, daß man das ganze Teil sieht und nicht nur jede Menge weißes Blatt. Was kommt denn rechts noch, das gleiche gespiegelt ?
Noch besser wäre, du würdest das Teil als STEP (zip) hochladen, dann kann man leichter Vorschläge darstellen. Der linke Teil schreit eigentlich danach, mit Schiebern ausgefahren zu werden. Dann könntest du die Lagerschalen im Innenraum bündig machen und nur nach links außen stehen lassen. Oder du machst die Schalen links bündig und schieberst nur innen aus, das könnte aber eng werden. Dafür könntest du aber links die Dome in Laschen umwandeln und bräuchtest da gar kein Schieber. ------------------
 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft

Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 28. Jul. 2010 22:20 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
erstellt am: 28. Jul. 2010 22:20 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo Tobias, auch von mir ein herzliches Willkommen. Es wäre vielleicht besser gewesen, Du hättest Deine Frage im Forum 'Form- und Giesstechnik' gestellt. Aber wir bekpommen das auch hier hin. Wenn ich es richtig sehe, ist das ein Kunststoffteil und kein Metallgiessteil. Im Grunde kann man im Formenbau fast alles realisieren was sich ein Konstrukteur einfallen ließ. So wie Matthias es richtig bemerkt hat, wäre es besser, wenn Du mehr zeigen würdest. Bring entweder das ganze Teil als Bild perspektivisch oder besser als Stepteil hier rein. Du wirst bestimmt eine gute Diskussion und auch ein gutes Teil bekommen. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tobias1972
Mitglied
Beiträge: 9
Registriert: 28.07.2010
|
erstellt am: 29. Jul. 2010 10:51 <-- editieren / zitieren --> Unities abgeben:
Hallo, ja danke für die Anmerkungen.
Soll erst mal nur 1 Teil gegossen werden. Mir ist schon klar, dass das nicht wirtschaftlich ist. Sollte aber trotzdem so einfach wie möglich und günstig werden.
Ist übrigens nicht aus Kunststoff, sondern soll Alu werden. Danke [Diese Nachricht wurde von tobias1972 am 01. Aug. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
pepper4two
Mitglied
Beiträge: 1135
Registriert: 30.11.2003 Dell Precision M6800; Intel® Core i7-4810MQ Prozessor; 32GB (4x8GB) HyperX HX316LS9IB/8 1600MHz DDR3L; AMD FirePro M6100 2GB GDDR5; UltraSharp FHD (1.920 × 1.080); Hybrid-SATA-Festplatte, 2,5 Zoll, 5oo GB, 6 Gbit/s, 8 GB Flash-Speicher; Spaca Mouse Pro Wireless; Cad Mouse; SWX 2013 SP5
|
erstellt am: 29. Jul. 2010 11:13 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo Tobi, wenn es nur 1 Stück (Prototyp) werden soll dann gibt es glaube ich nur die Möglichkeit das ganze Laser-Sintern zu lassen. Das erscheint mir die günstigste Variante für Deinen seriennahen Prototypen zu sein. Für alle andere müssten Formen erstellt werden die mit Sicherheit mehr Kosten als ein Sinterteil. Beste Grüße Matthias ------------------
Nihil Ex Nihilo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 29. Jul. 2010 13:01 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo Tobias, bei einem Teil ist natürlich Prototyping im Vaccuumgussverfahren das Beste. Nur, ich würde an Deiner Stelle versuchen die Bohrungen nach der Herstellung zu Bohren. Die dünnen Kerne lassen sich sehr schwer herstellen und das auch bei Aluguss. Vorschlag von mir, setze Dich mit dem Hersteller des Prototypen zusammen, welche Änderungen Du vornehmen musst, damit ein einwandfreies Teil herauskommt. Du brauchst ja noch ein Gegenstück, dann können nämlich gleich beide Teile in die Kammer reingehangen werden. Solltest Du noch keine Firma dafür haben, könnte ich Dir eine Adresse per PM schicken. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 29. Jul. 2010 13:15 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
erstellt am: 29. Jul. 2010 13:15 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
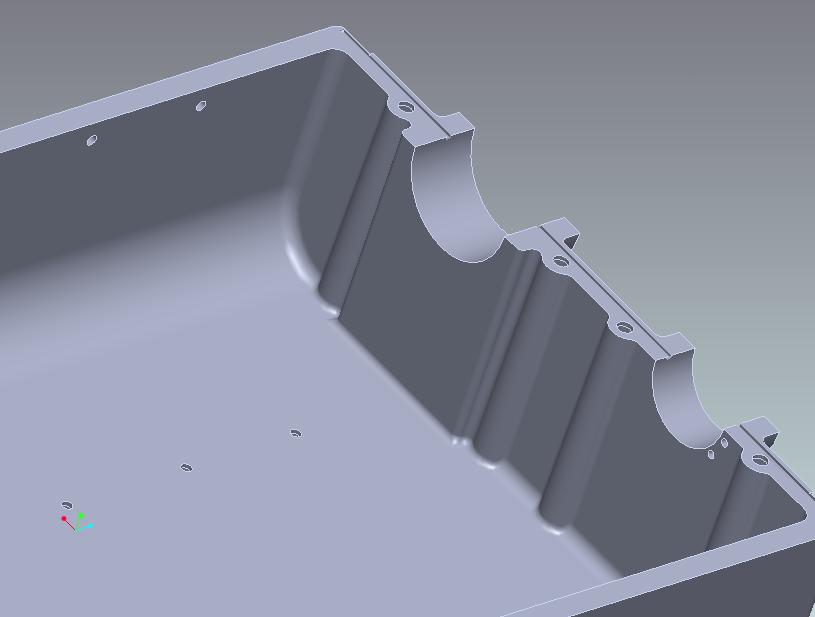
Hallo Tobias, was mir noch aufgefallen ist, sind die Hinterschneidungen an den Achsdurchführungen, die solltest Du vielleicht noch wegkonstruieren oder was anderes einfallen lassen. Auch sind Bohrungen von innen vorhanden, das geht nicht bei einem Gusswerkzeug. Schrägschieber und Innenschieber sind bei Aluformen und Zinkdruckgussformen tödlich. Kerne die sich gegenseitig schneiden sollten auch vermieden werden, deshalb solche Bohrungen nur hinterher bohren. Überprüfe bitte Deine Innenkontur, die ist auf der ganzen Kontur ein Hinterschnitt. Du hast den Entformungswinkel falsch angegeben. So das wärs erstmal
Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tobias1972
Mitglied
Beiträge: 9
Registriert: 28.07.2010
|
erstellt am: 29. Jul. 2010 13:34 <-- editieren / zitieren --> Unities abgeben:
Hallo Gerhard, die Achsdurchführungen mache ich dann innen bündig und nach dann einfach nach außen gezogen. Dann sollten die Hinterschneidungen weniger werden. Wenn vorne am Motorträger, den Lagersitz nach außen austrage, dann bekomm ich da aber auch eine Hinterschneidung. Was kann ich da machen? Besser den Motorträger separat zu gießen?
Bohrungen werden eh erst ins fertige Gussteil nachträglich reingebohrt.
Blöd, dass ich den Winkel falsch angegeben habe.
Dann versuch ich das mal umzusetzen.
Ist die Versteifung am Boden ok, sodass der Boden deutlich dünner werden kann, als die Wand? [Diese Nachricht wurde von tobias1972 am 29. Jul. 2010 editiert.] [Diese Nachricht wurde von tobias1972 am 29. Jul. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 29. Jul. 2010 17:09 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo Tobias, Zitat:
Wenn vorne am Motorträger, den Lagersitz nach außen austrage, dann bekomm ich da aber auch eine Hinterschneidung.
Alle Konturen, die nach innen ragen sind Hinterschneidungen. Nach Außen liegen die Konturen wie der Motorträger in der auf zu Richtung und ist keine Hinterschneidung. Du musst lediglich den Flansch bis zum Innendurchmesser runterziehen. Die Bohrungen würde ich an Deiner Stelle nur als Zentrierungen mit angießen, damit hast Du es leichter die Mitte der Bohrung zu finden beim Bohren. Die Versteifung im Boden ist kein Problem, denn wenn Du das Teil gießen willst, muss es sowieso an der längsseite komplett angebunden werden und auf der gegenüberliegenden Seite liegen die Luftbohnen. So wie ich das auf dem Bild geändert habe könnte es beim Motorträger aussehen Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tobias1972
Mitglied
Beiträge: 9
Registriert: 28.07.2010
|
erstellt am: 29. Jul. 2010 17:18 <-- editieren / zitieren --> Unities abgeben:
|
tobias1972
Mitglied
Beiträge: 9
Registriert: 28.07.2010
|
erstellt am: 30. Jul. 2010 14:12 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von Gerhard Deeg:
Du musst lediglich den Flansch bis zum Innendurchmesser runterziehen.
Soll ich dann Innen das Material wegnehmen, sodass eine Vertiefung entsteht oder wird das dann unnötig kompliziert? Oder ist die Lunkergefahr nicht so groß, dass das nötig wird? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 30. Jul. 2010 17:28 <-- editieren / zitieren -->
Malzeit  Ich bin kein Gussexperte, aber mir fällt auf, daß das CAD-Modell eher aussieht, als wäre schon die mechanische Endbearbeitung durch. Die Bohrungen für die Lager wird man gießtechnisch (Passungen, geometrische Toleranzen) nicht so hinbekommen. Die kleineren Bohrungen werden bei der mechanischen Bearbeitung aus dem "Vollen" gebohrt. Also wird es zwei CAD-Modelle geben. Das erste CAD-Modell stellt das Gehäuse so dar, wie es eingeformt wird, also mit den Konturen und Geometrien, mit denen der Formenbauer was anfangen kann (das Modell hat Warmmaß wegen Schrumpfung beim Abkühlen). Dabei Entformungsschrägen und Mindestwandstärken berücksichtigen und die entsprechenden Rundungen gießgerecht einplanen. Das zweite CAD-Modell bildet das Gehäuse im fertig bearbeiteten Zustand ab. Da ich sowas in der Art schon mit Pro/E ausgearbeitet habe, weis ich, daß man die zwei Modellzustände in einem Modell (über Familientabelle gesteuert) darstellen kann. Leider kann ich nirgends Abmessungen vom kompletten Gehäuse erkennen, sonst wäre vielleicht das Fräsen des Gehäuses aus dem Vollen (Aluklotz) eine Möglichkeit, einen gebrauchstauglichen Prototypen zu fertigen. Ansonsten wäre Sandguss, mit einem Holzmodell eingeformt (eventuell geteilter Kern), mein Vorschlag. Allerdings muss dann die Innenwand des Gehäuses eben sein, d.h. ohne die X-förmige Verrippung, die ohnehin kaum einen Nutzen hat. Ein solches Holzmodell ist schnell gefräst (nach 3D-Daten vom Modell) und Änderungen sind eventuell auch gut einzuarbeiten. Gruß 0-checker
Berichtigung : nicht geteilter Kern, sondern geteiltes Holzmodell ist gemeint [Diese Nachricht wurde von 0-checker am 31. Jul. 2010 editiert.] |
tobias1972
Mitglied
Beiträge: 9
Registriert: 28.07.2010
|
erstellt am: 30. Jul. 2010 18:39 <-- editieren / zitieren --> Unities abgeben:
Dachte auch zuerst an Sandguss.Wieviel größer muss dazu das Modell sein? Wenn ich dich richtig verstehe, dürfen da dann nur die groben Konturen stehen bleiben richtig? Wenn ich aber eines der anderen Verfahren "Vacuum" nehme, muss ich dann auch eine zweite Form machen, die nur die Grobkontur abbildet? [Diese Nachricht wurde von tobias1972 am 30. Jul. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 30. Jul. 2010 21:20 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo Roland, Du hast natürlich recht, dass das was Tobias gezeichnet hat ein Fertigteil ist. Er muss natürlich irgendwo anfangen sein Teil, so wie er es braucht zeichnen und dieses Teil ist erstmals die Grundlage der Diskussion. Erstmal habe ich geschrieben, dass im Innenbereich des Teiles kein Hinterschnitt sein darf. Ebenfalls muss die Entformungskonizität von der gedachten Trennebene des Werkzeuges in die richtige Richtung gehen soll. D.h. an der Öffnung ist das Größtmass und am Grund des Teiles das Kleinstmass. Ebenso bei der Außenkontur, da soll auch an der Öffnung das Größtmass und die Konizität ins mins gehen. Bohrungen kann man bei Kunststoff bis auf 5xD in der Länge bringen was bei Aluguss nicht machbar ist, da eine Formfüllung bei Aluguss in Bruchteilen von Sek. erfolgt. Da würde jeder kleine Kern verbiegen und das wäre nicht gut. Ich würde sagen, Tobias sollte mit der Teilekonstruktion für das Fertigteil, wenn alles so stimmt was er sich vorgestellt hat zu dem Alugießer gehen und mit besprechen welche Aufmaße für die zu bearbeitenden Flächen benötigt werden. Denn es wir ja nicht alles bearbeitet, sondern nur die Partien, die eine Passung erhalten sollen. Bevor Tobias den Schritt geht, sollte er das Teil nochmals reinstellen, damit einpaar Leute einen Blick draufwerfen können. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur

Beiträge: 3901
Registriert: 21.06.2001
|
erstellt am: 30. Jul. 2010 23:54 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
@0-checker: Ich bin auch kein Gußexperte, aber warum sollte die Verrippung bei Sandformguß ein Problem darstellen?
Das Gehäuse ist hohl, also brauchst Du zum Gießen: 1. Die äußere Form aus Sand. Muß wohl zwangsläufig zweiteilig sein, denn das "Zielteil" ist hohl und braucht daher zwingend einen Kern, der sich ja irgendwie auch da reinlegen lassen muß. Diese beiden äußeren Teile ließen sich in zwei Kästen mit jeweils einem eingelegten Holzmodell des halben Gehäuses herstellen. 2. Einen Kern aus Sand. Der ließe sich in einem geteilten Kasten herstellen, in dessen beiden Hälften die Form des späteren Hohlraums eingefräst ist. Die Teilebene dieses Kern-Kastens würde ich genau durch die beiden späteren Lagerbohrungen legen, die ja vermutlich auf der anderen Seite nochmal da sind. Mit den "Grundlöchern" für die Lagerbohrungen (am Sandkern dann als 4 Zapfen) hätte man auch gleich vier Stellen, an denen der Kern in der äußeren Form gehalten werden kann. Entformt würde dieser Kern dann also in Richtung der Verrippungen, die somit kein Problem darstellen sollten. Auch die bisher bemängelten "Hinterschnitte" an den Lagerstellen sind bei einem solchen Aufbau keine Schwierigkeit, da sie durch die Trennebene "eben getrennt" sind. Hieße letzendlich: 4 Holzmodelle: zwei halbe Außenkonturen positiv und zwei halbe Innenkonturen negativ
3 Sandformen: geteilte Außenform und Kern Alles ineinandersetzen, Gewichte obendrauf (Sand soll angeblich in heißem Metall schwimmen, bei Alu bin ich mir nicht sicher  ), abgießen, abkühlen, Sand aus den Lagerbohrungen rieseln lassen. ), abgießen, abkühlen, Sand aus den Lagerbohrungen rieseln lassen. Wenn ich total daneben liege, klärt mich auf. Gruß, Torsten Edit: Sorry, die dargestellten Verdickungen an den Lagern würden in diesem Fall doch ein Entformen des Kern verhindern, das müßte also hierzu anders gestaltet werden. [Diese Nachricht wurde von Torsten Niemeier am 30. Jul. 2010 editiert.] [Diese Nachricht wurde von Torsten Niemeier am 30. Jul. 2010 editiert.] [Diese Nachricht wurde von Torsten Niemeier am 31. Jul. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 31. Jul. 2010 10:14 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo Thorsten, gehen wir doch mal davon aus, dass Tobias als Musterteil erstmal nur 1 Teil herstellen lassen will, dann wäre ein Rapidprototypingteil im Vaccuumguss der richtige Vorgang. Aber es wird ja nicht bei dem einen Teil bleiben, sondern es soll bestimmt hinterher in Serie gehen und da sollten wir uns Gedanken machen. Ich habe ein paar Bilder reingestellt, wo man erkennen kann, wo Tobias die Entformungsschrägen richtig angezogen hat, und wo er noch nacharbeiten sollte. Bei Bild 1 ist es die Ansicht auf die Düsenseite. Die grüne Farbe sagt, es ist 1Grad Konizität vorhanden, rot sagt die Flächen sind zylindrisch. Also hat er da noch Nachbesserung zu machen, denn das geht nicht wenn er ein Werkzeug dafür bauen lassen will. Ich gehe nicht davon aus, dass er das Teil im Sandguss produzieren will. Bild2 und Bild3 sind die Ansichten von innen, und die blaue Farbe sagt mir das ist ein kompletter Hinterschnitt und das geht nicht. Ebenso die Hinterschnitte, die in den Innenbereich reinragen. Auch muss er bei Aluguss sich darauf einstellen, dass das Teil entgratet werden muss, denn durch die heiße Masse und die Geschwindigkeit in der die Form gefüllt wird pfeift die Luft und mit der Luft das flüssige Material durch alle Ritzen im Werkzeug raus. Auch wenn es nur ein paar hunderstel Milimeter sind, aber es entsteht Grat und der muss hinterher wieder weg. Denn die Luft die im Hohlkörper vorhanden ist muss ja irgenwo hin. So das ist erstmal meine Meinung, aber ich lasse mich gerne eines Besseren belehren. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tobias1972
Mitglied
Beiträge: 9
Registriert: 28.07.2010
|
erstellt am: 31. Jul. 2010 10:24 <-- editieren / zitieren --> Unities abgeben:
Danke für eure Hilfe. Habe die aktuelle Version nochmals hochgeladen. Soll ich das Material auf der Innengehäuseseite am Motorträder wegmachen oder ist das egal wegen Lunkgefahr? @Torsten: Was gibts denn genau für Probleme an den Lagerstellen und wie kann ich die Probleme beheben? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tobias1972
Mitglied
Beiträge: 9
Registriert: 28.07.2010
|
erstellt am: 31. Jul. 2010 10:28 <-- editieren / zitieren --> Unities abgeben:
Hallo Gerhard, habe die Hinterschneidungen mit den falschen Formschrägen entfernt. Das neue Modell habe ich eben hochgeladen. Die ganzen konzentrischen Sachen müsste ich dann eben für den Guss mit Aufmaß versehen und nach dem Guss eben bearbeiten. Das wären dann die Gewinde bohren, Lagersitze fräsen.... Richtig? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Frau-PROE
Ehrenmitglied V.I.P. h.c.
Trän-Närrin

Beiträge: 2785
Registriert: 01.07.2009 Privat:
DELL Vostro 1710
WinXP-Pro
Wildfire4 M020 SE
CoCreate PE 2.0
Dienstlich:
NIX
Arbeitslos und Spaß dabei!
|
erstellt am: 31. Jul. 2010 13:32 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Moin Tobias, Zitat:
Original erstellt von tobias1972:
...Das wären dann die Gewinde bohren, Lagersitze fräsen.... Richtig?
Mein Vorschlag zur Bearbeitung:Alles fräsen! D.h. alles in einem Sitz (in einer Aufspannung) bearbeiten. Egal ob auf einer Fräsmaschine, oder einem Bohrwerk. Mein Vorschlag für die Lagerbohrungen:
Falls Du eine Verstärkung zur Innenseite hin benötigst (so wie oben im 1.Datensatz), dann könntest Du das z.B. so gestalten, wie im angehängten Bild. Ich habe einfach mal die Kontur eines Auges zur Veranschaulichung bis auf den Boden runter gezogen, dadurch wäre die Kernerstellung und Entformung kein Thema mehr.
(Bei allen 4 Bohrungen möglich) Versteifungsrippen:
Die Versteifungsrippen, die Du anfänglich drin hattest, sind normalerweise auch kein Problem.
Wenn Du möchtest, dann bring sie wieder rein!
Nebeneffekt Kernlager:
Die Bohrungen selbst würde ich übrigens nicht als "Zentrierung" ausführen, sondern gleich mit an den Kern setzen (Natürlich mit Bearbeitungszugabe).
Diese dienen dann gleich zur Kernlagerung (Aufnahme/Übergang zu den Kernlagern) Mein Vorschlag zum Guss:
Sandguss klingt gut, kann man machen.
Mein Vorschlag wäre allerdings Kokillenguss!
LG, Nina
EDIT: Bild vergessen /EDIT
------------------
Looking Beyond The End Of Our Noses (Active Minds)

[Diese Nachricht wurde von Frau-PROE am 31. Jul. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tobias1972
Mitglied
Beiträge: 9
Registriert: 28.07.2010
|
erstellt am: 31. Jul. 2010 14:25 <-- editieren / zitieren --> Unities abgeben:
|
Ex-Mitglied
|
erstellt am: 31. Jul. 2010 17:20 <-- editieren / zitieren -->
Malzeit  Der Vorteil ist, daß du eine Kokille brauchst und die ist teurer als ein Holzmodell. Für den Abguss eines einzigen Prototyps kommt natürlich nur ein Kokillenguß (zumeist aus Metall) in Frage. Da kann ein Sandgussteil auf der Grundlage eines (relativ billig zu fertigendem) Holzmodell,
das man eventuell auch noch (vielleicht etwas abgeändert) für einen 2. oder 3. Prototyp verwenden kann,
nicht mithalten. Lieber Tobias, Du solltest Dir zunächst mal "giessgerechte Konstruktion" und "Giessverfahren" angucken, bevor Du
Gussteile konstruieren willst. Ich habe Deine Fragestellungen überflogen und komme zu dem Schluß, daß Dir jegliche Grundlagenkenntnisse zum Giesen fehlen. Und wenn Du Dir alle Antwort-Beiträge anguckst, so mußt Du doch sagen, daß Dir kein einziger Beitrag die Grundlagen des Giessens wirklich so nahe bringen kann, daß Du ein Gussteil konstruieren kannst. Da gibt es Themen wie "Materialanhäufung, Lunker, Mindestwandstärke, Schwindung, Anordnung Steiger/ Speiser, Mindestradien und auch Max.-Radien für die Verrundungen usw usw. " Außerdem gibt es diverse Giessverfahren, die zu Anwendung kommen könnten. Hast Du schon mal was von Wachs-Ausschmelzverfahren gehört oder daß man ein Modell aus einem feinporigen Hartschaumstoff herstellen (eventuell mit max. Vorschub und Drehzahl auf einem CNC-Bearb.-Zentrum nach Deinem 3D-Datensatz) kann, das nach dem Einformen im Sand ausgebrannt wird? Warum setzt Du Dich nicht mit der Giesserei Deines Vertrauens in Verbindung? Die kennen ihre Möglichkeiten am Besten und machen Dir auch qualifizierte Angebote. Oder willst Du selbst giessen? Übrigens: die vorgegossenen Bohrungen für die Lagersitze werden im Zus.-Bau fertig gebohrt, (also beide Gehäusehälften nach der Bearbeitung der Dichtflächen der Gehäusehälften verschraubt und verstiftet). Gruß 0-checker [Diese Nachricht wurde von 0-checker am 31. Jul. 2010 editiert.] [Diese Nachricht wurde von 0-checker am 31. Jul. 2010 editiert.] |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 31. Jul. 2010 17:44 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo Roland, das was Du schreibst ist alles richtig, wenn Tobias erstmal ein Teil konstruiert hat, was er als Fertigteil braucht. Wenn das ok ist, dann kann er sich über das Gussteil hermachen und es von seinem Fertigteil abwandeln. Fazit der Diskussion bisher ist, stimmt sein Fertigteil? sind die Wandstärken ok? hat er sich über die Entformungsschrägen Gedanken gemacht? Wo will er Passungen haben, wo Bohrungen, wo parallele Flächen? u.s.w. Wenn das alles stimmig ist, dann sprechen wir im 2. Step über das Gussteil und wie es gefertigt werden soll. Wenn er aber nur ein Teil haben will, dann würde ich auf jedenfall keine Kokille, kein Sandguss, kein Musterwerkzeug, sondern nur ein Rapidprototypingteil empfehlen. Dazu muss er aber eine Firma finden, welche diese Größe die er haben will auch im Vaccuum gießen kann, sonst bleibt Ihm nur noch ein Frästeil übrig und das sollte auch gehen. Gruss Gerhard p.s. das letzte Modell was er jetzt reingestellt hat sieht als Fertigteil sehr gut aus. Sicher man könnte noch einige Partien in der Wandstärke anpassen, aber man sollte nicht päpstlicher als der 3D-Papst sein.
------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 31. Jul. 2010 17:48 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo Tobias, da ist doch die Werbung über dem letzten Thread von einem 3D-Druckteil. Schreib den doch mal an, ob er Dir ein Musterteil drucken würde? Er bietet es doch kostenlos an. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Frau-PROE
Ehrenmitglied V.I.P. h.c.
Trän-Närrin
Beiträge: 2785
Registriert: 01.07.2009 Privat:
DELL Vostro 1710
WinXP-Pro
Wildfire4 M020 SE
CoCreate PE 2.0
Dienstlich:
NIX
Arbeitslos und Spaß dabei!
|
erstellt am: 31. Jul. 2010 19:55 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Zitat:
Original erstellt von 0-checker:
Der Vorteil ist, daß du eine Kokille brauchst und die ist teurer als ein Holzmodell.
Upps, sorry! Hatte garnicht gesehen, dass es nur EIN Teil werden soll. Dann natürlich Sandguss! LG, Nina
------------------
Looking Beyond The End Of Our Noses (Active Minds)
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3901
Registriert: 21.06.2001
|
erstellt am: 31. Jul. 2010 19:59 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo alle, vergeßt bitte, was ich oben zu dem Thema geschrieben habe.
Ich bin blöderweise von völlig falschen Vorraussetzungen ausgegangen.
Ich dachte, das pdf im ersten Post zeige einen Schnitt durch das eigentlich hohle Gehäuse.
Nachdem aber auch mir jetzt klar ist, das hier zwei halbe Gehäuse später zusammengeschraubt werden sollen, ist eigentlich alles, was ich oben geschrieben habe, ziemlich heftiger Unfug. Sorry. Gruß, Torsten Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 31. Jul. 2010 20:03 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo Nina, Zitat:
Original erstellt von Frau-PROE:
[QUOTE]Original erstellt von 0-checker:
Der Vorteil ist, daß du eine Kokille brauchst und die ist teurer als ein Holzmodell.
Upps, sorry! Hatte garnicht gesehen, dass es nur [b]EIN Teil werden soll. Dann natürlich Sandguss! LG, Nina [/B][/QUOTE] Frage an die Fachfrau: was hast Du gegen Rapid-Prototyping. Sicher das Teil hat eine verhältnis maßige Größe, deshalb ist es schon schwierig einen Gießer hierfür zu finden. Gruß Gerhard
------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit

Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
 erstellt am: 31. Jul. 2010 20:09 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
erstellt am: 31. Jul. 2010 20:09 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo, wenns nur um die Funktionalität eines ersten Prototypen geht, würde ich das Ganze aus Aluplatten zusammenschweißen und wie das spätere Gussgehäuse der spanenden Fertigung übergeben Damit lässt sich schon einiges testen,und die Kosten bleiben im Keller  MfG
Andreas ------------------
Stillstand ist Rückschritt Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 01. Aug. 2010 10:35 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo Andreas, da brauchst Du nicht mal Alu-Platten zusammenschweißen, da nimmt man einen fertigen Block von einem renommierten Normalienhändler mit der Werkstoffnummer: AlZnMgCu 1.5 3.4365. Dieser Block ist allseitig winkelig geschliffen und Du kannst sofort anfangen zu fräsen. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 01. Aug. 2010 11:08 <-- editieren / zitieren -->
Malzeit Hatte ich schon mal vorgeschlagen. Ist aber von der Größe abhängig: Fertigungsfolge: 1.) 2 Gehäusehälften fräsen nach 3D-Daten(Innen- und Aussenkontor), Bohrungen zum Verschrauben und Verstiften 2.) Zusammenschrauben und verstiften 3.) Bohrungen für Lagerungen ausspindeln und fertig is. Aber sowas nennt man Spanfabrik, weil das Spanvolumen größer ist als das, was übrig bleibt. Ist aber für ein Einzelstück vertretbar. Maschinenlaufzeit ist für Alu auch gering. Selbst ein Axiallüfterrad, D= 240 mit 17 Schaufeln ist in ca. 85 Minuten aus dem Vollen gefräst = Kosten für Prototypen vertretbar. Gruß und schönes Rest-WE
0-checker [Diese Nachricht wurde von 0-checker am 01. Aug. 2010 editiert.] |
Ex-Mitglied
|
erstellt am: 11. Aug. 2010 13:17 <-- editieren / zitieren -->
@ Tobias1972 Wie ist der Stand der Dinge bezüglich Gussgehäuse??? 
Viele Antworten und Tipps hast Du bekommen und sicherlich sind
einige (neben mir)daran interessiert, über den weiteren Fortschritt
informiert zu werden. Aber nachdem Du Deine PDF`s gelöscht hast, denke ich mal, dass Du keine
weiteren Fragen zum Thema hast. Gruß 0-checker [Diese Nachricht wurde von 0-checker am 11. Aug. 2010 editiert.] |
mikale72
Mitglied
Werkzeugmacher
Beiträge: 22
Registriert: 18.08.2008 3,61 GHz
4GB RAM
WINDOWS XP
32Bit
|
erstellt am: 12. Aug. 2010 07:56 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo zusammen, hier mal ein paar anmerkungen eines prototypen produzenten. Als erstes muss tobias sich im klaren werden, was für ein material in frage kommt. Zink, alu, magnesium. Alle drei sind zur herstellung von prototypen verwendbar, wobei magnesium ein immer höheren stellenwert erhält. Je nach material muss dann auch die konstruktion des teils angepaßt werden. Bei zink sind sehr einfache konturen möglich, wobei zink auch mikrohinterschnitte möglich macht (bei geringer stückzahl). Bei alu braucht man schon etwas stärkere bauteilgeometrie(aber jetzt nicht an 10 mm wände denken). Bei magnesium sind sehr feine konturen möglich, auch im bereich der prototypen. Dünne wände, die dann aber mit versteifungen (rippen) versehen werden müssen. Beispiel: Alu - guß - 3mm Wandstärke Zink - guß - 1mm Wandstärke Magnesium - guß - 0,5mm Wandstärke So kann die bauteilgeometrie sich im inneren, nicht funktionsbedingten teil des bauteiteils stark unterscheiden. Ergo - Was muss das bauteil für beanspruchungen überstehen - wie schwer darf es sein - dann nach gießverfahren schauen - dann konstruktion anpassen - Achtung - unterschiedliche schwundmaße bei den einzelnen materialien -festlegen was man gießen will, und was nachbearbeitet Was hier noch gar nicht zur sprache kam, ist die tatsache, das bei prototypen in geringer stückzahl, auch die möglichkeit von einlegeteilen gibt. Diese werden einfach mit eingegoßen, und später entfernt. Gips, wachs, stahl. so das wars erstmal. Ich hoffe, das ich etwas helfen konnte Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
mikale72
Mitglied
Werkzeugmacher
Beiträge: 22
Registriert: 18.08.2008 3,61 GHz
4GB RAM
WINDOWS XP
32Bit
|
erstellt am: 12. Aug. 2010 08:25 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
|
mikale72
Mitglied
Werkzeugmacher
Beiträge: 22
Registriert: 18.08.2008 3,61 GHz
4GB RAM
WINDOWS XP
32Bit
|
erstellt am: 12. Aug. 2010 08:31 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
|
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 12. Aug. 2010 09:32 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
erstellt am: 12. Aug. 2010 09:32 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo Mikale72, danke für Deine genaue Beschreibung auf was man alles so achten soll bei den einzelnen Metallen. Denn es ist nicht so einfach möglich eine Zinkdruckgussform mit Aluminium zu gießen oder vielleicht auch noch mit Magnesium. Wir hatten bei meiner letzten Firma einfach eine Zinkdruckgussform verwendent um in diese eine Magnesiumlegierung zu gießen. Der Grund war, es war ein riesiges Exportvolumen von kleinen Teilen und da sollte Gewicht eingespart werden. Doch leider war es ein Schuss nach hinten, denn wie gesagt, die Festigkeit wurde nie erreicht die Teile brachen bei der geringsten Belastung, so dass der Oberste die ganze Sache dann abgeblasen hatte. Welch ein Glück, wenn das mit der Qualität auf den Markt gekommen wäre oh Gott oh Gott. Ddu hast natürlich recht, man sollte sich im Vorfeld mit einem Fachmann darüber beraten, wie es mit der Festigkeit, mit den Wandstärken und den entsprechenden Übergangsradien bei den einzelnen Materialien auszusehen hat. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
mikale72
Mitglied
Werkzeugmacher
Beiträge: 22
Registriert: 18.08.2008 3,61 GHz
4GB RAM
WINDOWS XP
32Bit
|
erstellt am: 12. Aug. 2010 11:23 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Oh je, das war bestimmt AZ91 als magnesium legierung. Die Magnesiumlegierungen haben sich in den letzten jahren aber sehr verändert. Wir bauen auch lenkräder für eine deutsche nobel automarke, die jedem nelastungstest ausgehalten haben. Um nochmal auf meine vorredner zurückzukommen, muss ich mal sagen, wer faul ist, und sich wenig gedanken machen will, der geht sofort in den alu sandguß. Da hat der konstrukteur die wenigste arbeit, und die nachbearbeitung sollen dann mal die anderen machen. Wer mit freude an die arbeit geht, schaut auch mal über seine schulter, und schaut sich nach alternativen um. Das teil, um welches es sich hier dreht, kann problemlos auf eine 5-achs maschine in AZ31 ( Magnesium knetlegierung) gefräßt werden. Die masse beläuft sich dann auf 3,936 kg. Bei alu beträgt sie 5,904 kg. Ist also ne gewichtseinsparung von 2 kg. Da solche teile meißt später in die serie gehen, sollte man sich vorher über das spätere gewicht im klaren sein. Als gußform (lohnt sich erst ab 20 abgüßen) wäre ein werkzeug mit 4 formhälften, und sechs auswerferplatten notwendig. In der handentformung könnte man sogar auf jegliche nacharbeit verzichten. Ohne automatisierung ist das teil voll gießbar. Kommt auf die künste des werkzeug konstrukteurs an. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 12. Aug. 2010 11:46 <-- editieren / zitieren -->
Na endlich mal jemand ausem Fach. Gute Beiträge von mikale72. Dafür gibts ÜÜ,s. Obs aber den Themenersteller noch interessiert??? Gruß 0-checker |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 17. Aug. 2010 17:33 <-- editieren / zitieren --> Unities abgeben: Nur für tobias1972
Hallo mikale72, ich habe Dir eine E-Mail geschickt. Hast Du diese bekommen? wenn nein gebe mir Deine e-Mail Adresse auf meine PM. Wenn ja? könntest Du Dich dazu per E-mail äußern? Danke im voraus Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de



 |
|