| | |
 | Neues Justiermodul 2.0: Die VARO-JMR-Serie ist da, eine Pressemitteilung
|
|
Autor
|
Thema: Fertigungsverfahren gesucht. (2936 mal gelesen)
|
metallfunk
Mitglied
Metallgestalter

   Beiträge: 44
Registriert: 31.10.2009
|

 erstellt am: 21. Feb. 2010 16:00
erstellt am: 21. Feb. 2010 16:00  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Da hab ich eine exotische Anfrage auf dem Schreibtisch liegen. Es geht um Lüftungsrohre.
Durchmesser 250 mm, Material: Messing hochglanzpoliert oder
was Anderes, dann aber vergoldet. Noch kein Problem.
Das Problem wären die Endstücke.
90 Grad Rohrbögen, die ihren Durchmesser kontinuierlich bis auf
500 mm Durchmesser ändern. ( Natürlich auch mit perfekter Oberfläche )
Anzahl: 16 Stück. Länge jeweils ca. 1000 mm.
Folgende Fertigungsverfahren habe ich mal durchgedacht. 1. Stahlformen und Tiefziehen .
Bei der Menge zu teuer. 2. Formen aus Kunststoff.
Angebot steht noch aus. 3. Gießen.
Problematisch bei der geforderten Oberfläche und zu schwer. 4. Inkrementelle Blechbearbeitung.
Ein interessantes Angebot, allerdings mindestens 3 Teile
und dementsprechende Schweißnähte.
Auch muss die Oberfläche stark vorgeschliffen werden. 5. Explosivumformen.
Kein Anbieter gefunden 6. Galvanoforming.
Möglich, aber wahnsinnig teuer. 7. Hydroforming.
Werkzeug zu teuer. Jetzt fällt mir nichts mehr ein. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit

Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
 erstellt am: 21. Feb. 2010 16:39 <-- editieren / zitieren --> Unities abgeben: Nur für metallfunk
erstellt am: 21. Feb. 2010 16:39 <-- editieren / zitieren --> Unities abgeben: Nur für metallfunk 
|
Ex-Mitglied
|
erstellt am: 21. Feb. 2010 16:50 <-- editieren / zitieren -->
Wandstärke?? Guckst Du und Informierst Du Dich bei Instrumentenbauer. Tuba oder so. Grusz 0-checker |
metallfunk
Mitglied
Metallgestalter
Beiträge: 44
Registriert: 31.10.2009
|
erstellt am: 21. Feb. 2010 16:54 <-- editieren / zitieren --> Unities abgeben:
|
metallfunk
Mitglied
Metallgestalter
Beiträge: 44
Registriert: 31.10.2009
|
erstellt am: 21. Feb. 2010 16:58 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von 0-checker:
Wandstärke??
Guckst Du und Informierst Du Dich bei Instrumentenbauer.
Tuba oder so.Grusz 0-checker
Wandstärke ab 1 mm. ( 2 - 3 mm müsste optimal sein.)
Formal sieht das ganze eher aus wie die alten Schiffslüfter.
Bei den Instrumentenbauern bin ich nicht fündig geworden.
( Das war auch eine meiner ersten Ideen.) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 21. Feb. 2010 17:38 <-- editieren / zitieren --> Unities abgeben: Nur für metallfunk
Ich werde mich jetzt hier nur zu Kunstsotff äußern, weil das mein Job ist. Brennbarkeit ist relativ, da mußt Du schon eine Norm angeben.
A2 oder B1 ?
Man kann da bei Kunststoff nachhelfen, damit er nicht gleich abfackelt.
Vergolden ist höchstens ein Problem der Größe. Das wird z.B. bei Kosmetikverschlüssen gemacht.
Den krummen Trichter kann man aus 2 Hälften herstellen und diese dann verbinden.
Entweder thermoformen oder laminieren.
Thermoformen: Das ist das Prinzip Jogurtbecher. Eine Folie erwärmen und dann in eine Form legen.
Die Form kannst Du aus Styropor oder Modellschaum, wie ihn Designer verwenden, schnitzen.
Dabei ist eine Seite glänzend die andere wie die Oberfläche der Form. Laminieren: Das ist das Prinzip Bootsrumpf. Glasfasern und Epoxidharz auf eine Form spritzen und dann aushärten lassen.
Für die Form gilt das Gleiche wie oben. Für die Brennbarkeit ist das besser. ------------------
Klaus Solid Edge V 20 SP15 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
metallfunk
Mitglied
Metallgestalter
Beiträge: 44
Registriert: 31.10.2009
|
erstellt am: 21. Feb. 2010 17:59 <-- editieren / zitieren --> Unities abgeben:
Da hab ich noch eine exotische Idee. Negativform aus Kunststoff oder Gips und dann Metallspritzen-
Flammspritzen, bis eine ausreichende Wandstärke da ist. Das müsste auch mit Messing oder Bronce gehen.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
metallfunk
Mitglied
Metallgestalter
Beiträge: 44
Registriert: 31.10.2009
|
erstellt am: 21. Feb. 2010 18:15 <-- editieren / zitieren --> Unities abgeben:
|
metallfunk
Mitglied
Metallgestalter
Beiträge: 44
Registriert: 31.10.2009
|
erstellt am: 21. Feb. 2010 18:21 <-- editieren / zitieren --> Unities abgeben:
|
metallfunk
Mitglied
Metallgestalter
Beiträge: 44
Registriert: 31.10.2009
|
erstellt am: 21. Feb. 2010 18:33 <-- editieren / zitieren --> Unities abgeben:
|
Fyodor
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing.(FH) Maschinenbau

Beiträge: 2721
Registriert: 15.03.2005 Lenovo ThinkPad P15v
Intel Core i7-12800H @2,4GHz
32 GB RAM
NVISIA RTX A2000 Laptop GPU
Windows 11 Enterprise
Siemens NX 2007
|
erstellt am: 22. Feb. 2010 08:39 <-- editieren / zitieren --> Unities abgeben: Nur für metallfunk
Vielleicht könnte das durch Metalldrücken und anschließendes Biegen herstellbar sein? Der Umformgrad sollte mit Drücken kein Problem sein. Vielleicht gibt es auch sowas wie "Unrunddrücken"? ------------------
Cheers,
Jochen Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
akcadcam
Mitglied
Modellbauermeister
Beiträge: 112
Registriert: 04.02.2001
|
erstellt am: 22. Feb. 2010 10:42 <-- editieren / zitieren --> Unities abgeben: Nur für metallfunk
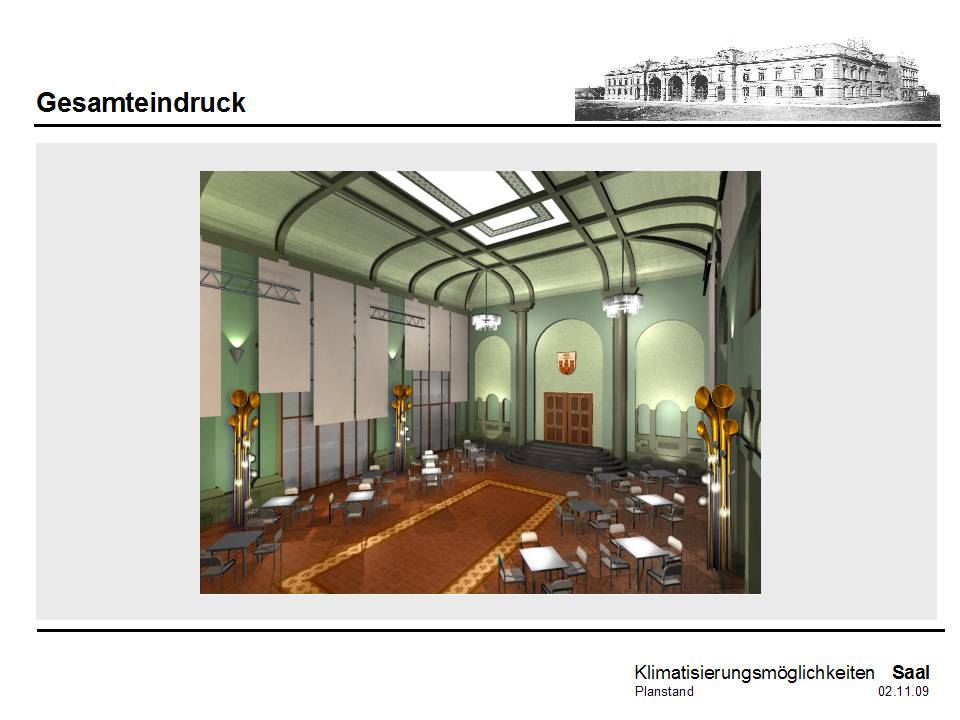
Wie Fyodor schon sagt: Metalldrücken ist das einzige sinnvolle und bezahlbare Verfahren. Oben wurde schon auf die Instrumentenbauer verwiesen, die Geometrie erinnert doch stark an eine Tuba oder Posaune. Im Vogtland um Markneukirchen gibt es einige Fertigungsstätten, die diese Aufgabe lösen können: Drücken, Biegen und Polieren. Alternativ könnten Blechverarbeiter, die für die Lampenindustrie zuliefern, eine Lösung sein;
Metall-Lampenschirme, Reflektoren und Pokale werden ebenfalls über Drückbänke hergestellt. Aus Neugierde: Sind das Lautsprecher? ------------------
Antonius Köster GmbH & Co. KG - innovative CAD/CAM-Lösungen ... wir machen das schon ... SERVICE - PRODUCTS - CONSULTING Entwicklung - Modelle - Prototypen - Formen - Fräsprogramme - FreeForm - Flächenrückführung - Direct-Texturing Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
metallfunk
Mitglied
Metallgestalter
Beiträge: 44
Registriert: 31.10.2009
|
erstellt am: 22. Feb. 2010 18:35 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von Fyodor:
Vielleicht könnte das durch Metalldrücken und anschließendes Biegen herstellbar sein? Der Umformgrad sollte mit Drücken kein Problem sein. Vielleicht gibt es auch sowas wie "Unrunddrücken"?
Aber wo? Das sind übrigens die Luftauslässe der Klimaanlage.
Das Gebäude ist so marode, daß ein Einbau in die Wände
statisch nicht möglich ist.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tanzbaer1963
Mitglied
Maschinenbautechniker, Konstrukteur
Beiträge: 824
Registriert: 15.02.2007 Office
PRDSU 2015 & 2018 Ultimate
Win 10 64
Home
C2D 2*2,13GHz 4GB-Ram Quaddro FX1500
Win 7 64
PDS 2014
|
erstellt am: 22. Feb. 2010 18:57 <-- editieren / zitieren --> Unities abgeben: Nur für metallfunk
Hallo, mir würde da noch der gute, alt hergebrachte Klempner/Spengler einfallen.
Zum Beispiel so einen wie den hier gibt es bestimmt auch in Deiner Nähe.
Zugegeben, die gute alte Handarbeit hat natürlich ihren Preis. Gruß Ingo ------------------
Theorie ist,wenn man alles weiß und nichts funktioniert.
Praxis ist,wenn alles funktioniert und keiner weiß warum.
Bei mir wird Theorie und Praxis vereint: Nichts funktioniert und keiner weiß warum!  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
metallfunk
Mitglied
Metallgestalter
Beiträge: 44
Registriert: 31.10.2009
|
erstellt am: 22. Feb. 2010 19:31 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von tanzbaer1963:
Hallo,mir würde da noch der gute, alt hergebrachte Klempner/Spengler einfallen.
Zum Beispiel so einen wie den hier gibt es bestimmt auch in Deiner Nähe.
Zugegeben, die gute alte Handarbeit hat natürlich ihren Preis. Gruß Ingo
Nein, das wird nix. Wenn die Teile so einfach wären könnte ich die ja selbstmachen. Die Form ist komplex, durch die unmittelbare Anordnung
mehrere Teile und die Oberfläche ( Hochglanz ) müssen
da schon recht genaue Geometrien eingehalten werden.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Doc Snyder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13772
Registriert: 02.04.2004 Entwicklung und Konstruktion von Spezialmaschinen
|
erstellt am: 22. Feb. 2010 20:09 <-- editieren / zitieren --> Unities abgeben: Nur für metallfunk
|
metallfunk
Mitglied
Metallgestalter
Beiträge: 44
Registriert: 31.10.2009
|
erstellt am: 22. Feb. 2010 20:49 <-- editieren / zitieren --> Unities abgeben:
|
reflow
Mitglied
Dipl. Ing. Maschinenbau
Beiträge: 443
Registriert: 27.10.2005 SWX 2014 SP 2.0 mit SolidWorks Flow Simulation, TopsWorks, SPI SheetmetalWorks,
W7 64 Bit
|
erstellt am: 22. Feb. 2010 21:58 <-- editieren / zitieren --> Unities abgeben: Nur für metallfunk
Hallo Bernd, schau mal unter http://www.eckold.com/ in St. Andreasberg. Die bauen die Maschinen, mit denen man sowas aus planen Blechzuschnitten formen kann. Zu meinen Studienzeiten haben die damals auf ihren Maschinen auch durchaus Lohnarbeit gemacht. Die hatten unter ihrem Personal wahre Könner. Denen würde ich die Fertigung Deiner "Drucklüfter" ohne zu überlegen zutrauen. Das ist allerdings 20 Jahre her und ich weiß nicht wie es heute aussieht. Übrigens werden diese Maschinen auch gerne benutzt, um Karrosserieteile für Oldtimer nachzufertigen. Das ist an Deiner Geometrie ja doch nahe dran. Auch glatte Oberflächen sind kein Problem. Wenn jemanden in der Nähe von OF suchst, der über eine solche Maschine verfügt: den hätte ich auch zu bieten; dann bitte PM.
Gruß
Ron
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
metallfunk
Mitglied
Metallgestalter
Beiträge: 44
Registriert: 31.10.2009
|
erstellt am: 23. Feb. 2010 20:09 <-- editieren / zitieren --> Unities abgeben:
Also solche Blechkünstler hab ich schon Einige angefragt. Darunter waren Firmen, die ausdrücklich mit Oldtimer-
Restauration und Prototypenbau werben. Alle haben gesagt, diese Teile könnten sie nicht machen. Entweder war noch nicht die richtige Firma dabei, oder
da ist ein Problem drin, das sich mir noch nicht gezeigt hat. Vieleicht trauen sie sich einfach nicht. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister

Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 24. Feb. 2010 08:24 <-- editieren / zitieren --> Unities abgeben: Nur für metallfunk
Guten Morgen! Wenn die Anforderung an die Teile von den Fertigern als "State of Art" eingestuft wird und das potentielle Reklamationsrisiko die extremst vorstellbare Grösse zzgl. Architektenzuschlag aufweist, dann bekommst Du einen Korb voller Absagen. Das hat weniger mit "sich nicht trauen" zu tun, als vielmehr mit dem Wunsch der Anbieter, ihren Arbeitsplatz zu behalten bzw. sich jahrelange Prozesse vor Gericht ersparen zu wollen. Sollen die Teile perfekt sein, dann müssen sie auch bezahlt werden. Wenn der Stückpreis für die Teile sechsstellig wird, dann ist das so. Ist diese Summe im gegebenen Budget nicht vertretbar, wird es für den Architekten Zeit sich von den Wunschvorstellungen zu verabschieden und der Realität ins Auge zu sehen. Dazu gehört die Bereitschaft, sich über Fertigungsmöglichkeiten und -kosten zu informieren. Wenn beispielsweise solche Teile in Segmentbauweise hergestellt würden, die Nähte verschweisst und dann alles poliert, wären sicher Kosten für das Polieren im Bereich von mindestens 2000.- pro Stück zu erwarten. Eine kostengünstigere Variante wäre, die Teile von Anfang an aus Stahl oder Edelstahl zu fertigen und mit einer glänzenden Pulverbeschichtung oder Lackierung zu versehen. Ich glaube nicht, dass Du ein Angebot erhältst, das den (preislichen) Vorstellungen des Auftragebers entspricht. Gruss Andreas [Diese Nachricht wurde von Andreas Gawin am 24. Feb. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
metallfunk
Mitglied
Metallgestalter
Beiträge: 44
Registriert: 31.10.2009
|
erstellt am: 24. Feb. 2010 11:41 <-- editieren / zitieren --> Unities abgeben:
Hallo Andreas, Das sich diese Sache im 6-stelligen Bereich abspielt, ist klar. ( Für eine Lüftergruppe ) Stahl zu beschichten fällt aus, evtl. vergolden.
Aber auch hier wird es schwierig, noch einen Galvaniseur zu finden. Ich denke Tombak ( Sondermessing mit 85 % CU ) ist das optimale ) ist das optimale
Material, es läßt sich weichglühen, gut polieren und WIG-schweißen. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
metallfunk
Mitglied
Metallgestalter
Beiträge: 44
Registriert: 31.10.2009
|
erstellt am: 24. Feb. 2010 17:03 <-- editieren / zitieren --> Unities abgeben:
|

 Foren auf CAD.de
Foren auf CAD.de