| | |
 | SchraubTec Dresden - Die regionale Fachmesse für Schraubverbindungen, eine Veranstaltung am 03.11.2026
|
|
Autor
|
Thema: Laserschneiden (9413 mal gelesen)
|
Dragunov
Mitglied
Student

   Beiträge: 221
Registriert: 11.08.2009 Autocad 2009 LT englisch
Pentium 4 2Ghz
Windows XP SP3
|

 erstellt am: 13. Nov. 2009 01:49
erstellt am: 13. Nov. 2009 01:49  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Sind die heutigen Laserschneidanlagen genau genug um M2 und M3 Bohrungen in 10mm Stahlblech zu fertigen, ohne dass man diese vor dem Gewindeschneiden noch bearbeiten muss? Die Kernlöcher sind in etwa 1,60 und 2,50mm. Wieviel Durchmesser müssen Bohrungen die mit einer Laserschneidanlage gemacht werden mindestens haben?
Ich hoffe jemand der etwas Erfahrung mit solchen Anlagen hat kann mir die Fragen beantworten.
Vielen Dank im Voraus.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Frau-PROE
Ehrenmitglied V.I.P. h.c.
Trän-Närrin

Beiträge: 2785
Registriert: 01.07.2009 Privat:
DELL Vostro 1710
WinXP-Pro
Wildfire4 M020 SE
CoCreate PE 2.0
Dienstlich:
NIX
Arbeitslos und Spaß dabei!
|
erstellt am: 13. Nov. 2009 02:08 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov 
Hallo Dragunov, Stahlblech bis 40mm Dicke sind kein Problem. Aufgrund der kleinen Kernlochdurchmesser bietet sich aber wohl ein Impulslaser an!
Der kommt nicht ganz so tief, aber dafür schafft der feinste Konturen.
Mindestmaß? Ø 0.25mm wenn ich mich nicht irre.
Gute Nacht,
Nina
------------------
 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hofe
Mitglied
Werkzeugmacher
Beiträge: 440
Registriert: 12.01.2008
|
erstellt am: 13. Nov. 2009 08:20 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Zitat:
Original erstellt von Frau-PROE:
Stahlblech bis 40mm Dicke sind kein Problem.Aufgrund der kleinen Kernlochdurchmesser bietet sich aber wohl ein Impulslaser an!
Der kommt nicht ganz so tief, aber dafür schafft der feinste Konturen.
Mindestmaß? Ø 0.25mm wenn ich mich nicht irre.
Erfahrung oder Hörensagen? ------------------
Ich möchte sterben wie mein Opa: Im Schlaf. Nicht schreiend wie sein Beifahrer. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Oberli Mike
Ehrenmitglied V.I.P. h.c.
Dipl. Maschinen Ing. / Supporter

Beiträge: 3992
Registriert: 29.09.2004 SolidWorks Worker
|
erstellt am: 13. Nov. 2009 08:35 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
ich würde das bei einem Spezialisten abklären. Man kann heute schon sehr kleine Löcher sehr genau in dicke Bleche Lasern. Allerdings gibt es eine Gefügeveränderung, der Laser arbeitet ja [Edit Drückfehler] nicht [/Edit] kalt. So weit ich mich erinnern kann, wird die Oberfläche etwas härter, was bei kleinen Gewinden ein Problem darstellen kann. Allerdings ist ein Loch von 1.6mm in 10mm Stahlblech schon recht extrem. Da muss der Laser genau eingestellt werden, und die Optik
sollte nicht kurz vor dem Austauschen stehen (Qualitätsschwankungen)
Gruss
Mike
------------------
 The Power Of Dreams The Power Of Dreams [Diese Nachricht wurde von Oberli Mike am 14. Nov. 2009 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
myca
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 4383
Registriert: 15.06.2007
|
erstellt am: 13. Nov. 2009 11:17 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
 Hi, ab M5 ( Grenze M4 ) ist es noch vertrettbar - wie Mike schon geschrieben hat Zitat:
So weit ich mich erinnern kann, wird die Oberfläche
etwas härter, was bei kleinen Gewinden ein Problem darstellen kann.
kommt es zu einer Aufhärtung der Bohrung was den raschen Tod der M2 und M3 bedeuten kann. Selbst wenn man Glück hat, sind die GBohrer nach wennigen Gewinden hin! Ich lasse die Bohrungen kleiner schneiden und bohre die dann auf. Der Bohrer ist billiger als ein GBohrer und das Gewinde ist maßhaltig. G.  thomas thomas ------------------
 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Jonischkeit
Ehrenmitglied V.I.P. h.c.
Freiberuflicher Ingenieurdienstleister (CSWP)

Beiträge: 2684
Registriert: 29.07.2003 CSWP
Solidworks
verschiedene Rechner
|
 erstellt am: 13. Nov. 2009 11:51 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
erstellt am: 13. Nov. 2009 11:51 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Hallo Dragunov Mike hat ganz recht, das lokale aushärten des Materials ist ein Problem.
Kanst Du evtl. auf Blechschrauben umstellen? Da sind die Toleranzen nicht so kritisch. Irgenwie passt in meinem Kopf ein 10mm Blech nicht mit einer M2 zusammen.....  HTH
Michael Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Frau-PROE
Ehrenmitglied V.I.P. h.c.
Trän-Närrin
Beiträge: 2785
Registriert: 01.07.2009 Privat:
DELL Vostro 1710
WinXP-Pro
Wildfire4 M020 SE
CoCreate PE 2.0
Dienstlich:
NIX
Arbeitslos und Spaß dabei!
|
erstellt am: 13. Nov. 2009 20:13 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Zitat:
Original erstellt von Hofe:
Erfahrung oder Hörensagen?
Erinnerung! Ich arbeite seit 10 Jahren nicht mehr in der Fertigung.
Damals haben wir hauptsächlich Stirnräder damit erstellt. So ähnlich wie dieses hier: (Stolen from Wiki)
 Die Aushärtung der Randschicht hatte ich aber nicht bedacht, sorry.
(War bei den Zahnrädern ja auch eher von Vorteil)
Schönes Wochenende,
Nina
------------------
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hofe
Mitglied
Werkzeugmacher
Beiträge: 440
Registriert: 12.01.2008
|
erstellt am: 13. Nov. 2009 20:37 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Zitat:
Original erstellt von Frau-PROE:
Erinnerung! Ich arbeite seit 10 Jahren nicht mehr in der Fertigung.
Damals haben wir hauptsächlich Stirnräder damit erstellt. So ähnlich wie dieses hier: (Stolen from Wiki)
[/i]
Da ist aber nix auf dem Bild, was 40mm dick wäre oder eine ultrakleine Bohrung hätte Eben diese beiden Anforderungen gepaart stellen das Problem dar. ------------------
Ich möchte sterben wie mein Opa: Im Schlaf. Nicht schreiend wie sein Beifahrer. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Frau-PROE
Ehrenmitglied V.I.P. h.c.
Trän-Närrin
Beiträge: 2785
Registriert: 01.07.2009 Privat:
DELL Vostro 1710
WinXP-Pro
Wildfire4 M020 SE
CoCreate PE 2.0
Dienstlich:
NIX
Arbeitslos und Spaß dabei!
|
erstellt am: 13. Nov. 2009 21:33 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Nein, nicht auf diesem Bild! Das was ich damals gemacht habe hat aber durchaus Ähnlichkeit damit. Nur habe ich nie Fotos gemacht! Ich kann mich z.B. an Ritzel erinnern die einen Modul von 0.2 hatten bei einer Dicke von 12mm, oder Kühlerkämme, die waren zwischen 20mm und 40mm stark (Regulit) und bekamen 1mm breite Nuten. Das ganze ist aber wie gesagt schon 10 Jahre her!
Ich kann mir nicht vorstellen, dass es mittlerweile nicht mehr gehen sollte.
(Ich dachte immer, die Entwicklung geht vorwärts und nicht rückwärts ) Aber wie schon gesagt:
Die Oberflächenhärte ist tatsächlich ein Problem!
Denn wenn man die Gewinde anschließend Erodieren muss, dann ist die Zeitersparnis des Laserns wieder weg und man kann das ganze besser gleich klassisch lösen. (z.B. Bohren und Gewindeschneiden) Na wie auch immer!
Die Anforderung Ø1.6mm, 10mm tief ist absolut kein Thema! Liebe Grüße,
Nina ------------------
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
badmoonrising
Mitglied
Maschinenbautechniker
Beiträge: 161
Registriert: 28.04.2005
|
erstellt am: 14. Nov. 2009 02:21 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Klar die Kontur von aussen anschneiden sehe ich auch nicht als Problem aber einen EINSTICH ins Material (und davon ist bei einer Bohrung von 1,6mm wohl die Rede)kann ich mir so nicht vorstellen. Welcher Strahldurchmesser schafft diese Bohrung ohne konisch zu werden? Material? Das kleinste Kernloch in 1.4301 3mm stark reicht praktisch für M3... Trumpf ist ja nun nicht gerade nen Billigfabrikat. MfG badmoonrising ------------------
Zitat:
Wenn an der Arbeit was Gutes wäre, würden die Reichen die Armen doch nie ranlassen...
Elmore Leonard: Ohne Beweise  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Dragunov
Mitglied
Student
Beiträge: 221
Registriert: 11.08.2009 Autocad 2009 LT englisch
Pentium 4 2Ghz
Windows XP SP3
|
erstellt am: 14. Nov. 2009 09:52 <-- editieren / zitieren --> Unities abgeben:
Danke für die vielen Antworten. Das Blech muss nicht unbedingt 10mm dick sein, 5mm würden auch reichen. Ich habe mir überlegt dass ich in das Blech Sacklöcher mit Gewinde bohre, dann ist da aber das Problem dass ich das Blech noch zum Fräsen geben muss, weil ich mir selber nicht zutraue mit einer Bohrmaschine einhundert Löcher für M3 genau zu bohren. Dann war wieder eine Überlegung Durchgangaslöcher zu verwenden, habe dann aber das Problem mit dem Abdichten, und wenn ich kein Gewinde ins Blech schneide muss ich Muttern verwenden. Ohne Gewinde im Blech stell ich mir das Abdichten schwierig vor, aber vielleicht gibt es auch dafür eine Lösung. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
myca
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 4383
Registriert: 15.06.2007
|
erstellt am: 14. Nov. 2009 11:58 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Zitat:
Original erstellt von Dragunov:
Danke für die vielen Antworten.Das Blech muss nicht unbedingt 10mm dick sein, 5mm würden auch reichen. ... weil ich mir selber nicht zutraue mit einer Bohrmaschine einhundert Löcher für M3 genau zu bohren....
Dann lass es mit dem Laser nur "Anpunkten" - dann hast Du auch die Bohrungspositionen auf 0,1mm genau.
G. thomas
------------------
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Dragunov
Mitglied
Student
Beiträge: 221
Registriert: 11.08.2009 Autocad 2009 LT englisch
Pentium 4 2Ghz
Windows XP SP3
|
erstellt am: 14. Nov. 2009 19:21 <-- editieren / zitieren --> Unities abgeben:
Ja das wäre auch noch ne Möglichkeit.
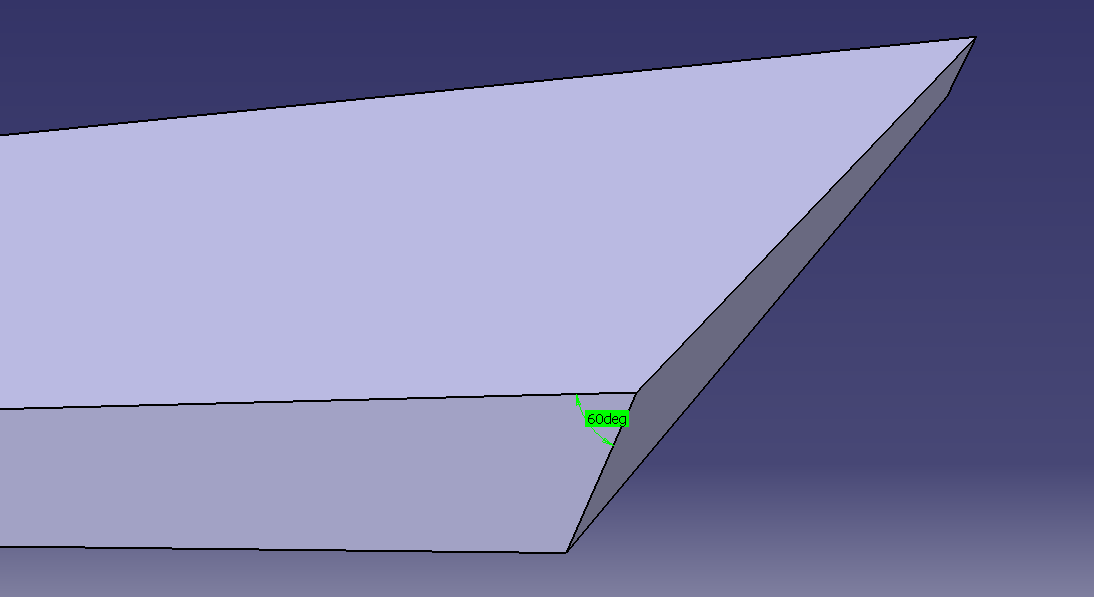
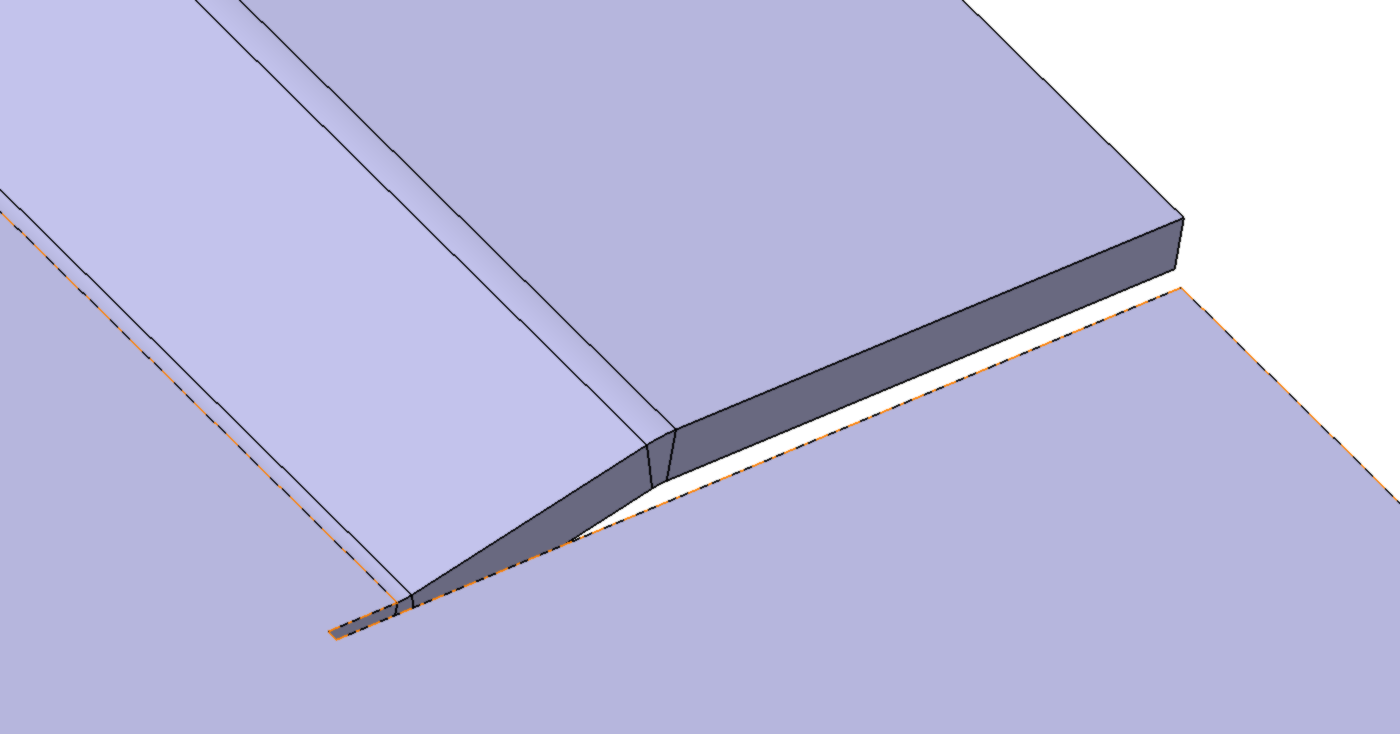
Ich hätte da noch eine andere Frage zum Laserschneiden und zwar ist es möglich, und wenn ja ist es weit verbreitet, dass der Laser beim Ausschneiden von Blechen nicht im rechten Winkel zum Blech eingestellt wird, sondern die Seite, also die Schnittkante, abschrägt?
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
myca
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 4383
Registriert: 15.06.2007
|
erstellt am: 14. Nov. 2009 20:46 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Hi, mit einem guten "Gerät" werden die Schnitte rechtwinklig. Das, was Du vorschlägst, erfordet noch 2 zusätzliche Achsen ( also 5 achs Maschine) um den Kopf entsprechend zu schwenken. G. thomas ------------------
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Dragunov
Mitglied
Student
Beiträge: 221
Registriert: 11.08.2009 Autocad 2009 LT englisch
Pentium 4 2Ghz
Windows XP SP3
|
erstellt am: 19. Jan. 2010 12:57 <-- editieren / zitieren --> Unities abgeben:
Hallo, ich würde gerne noch etwas fragen. Und zwar habe ich von der Faustformel gehört, dass Bohrlöcher die von einem Laser erstellt werden maximal so klein sein dürfen wie die Blechstärke. Also zB. 5mm Loch in einem 5mm Blech, oder 3mm Loch in einem 3mm Blech. Hängt das von der Laseranlage ab ob es klappt auch kleiner zu lasern? Eigentlich hatte ich vor 2,2mm Löcher in ein 5mm Blech lasern zu lassen. Ich hoffe da gibt es doch eine Möglichkeit, sonst muss ich erstens die ganzen Zeichnungen ändern, und zweitens alle Bleche noch auf einer CNC Fräse bearbeiten lassen.
Vielen Dank im Voraus.
Mit freundlichen Grüßen
Benjamin Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ReinhardN
Mitglied
Dipl.Ing.
Beiträge: 1288
Registriert: 03.05.2005
|
erstellt am: 19. Jan. 2010 14:12 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
|
MTH
Mitglied
Konstrukteur
Beiträge: 23
Registriert: 25.07.2000 AIP2013 SP1 PSP2011 Win7Pro
Space Navigator
HP z420 3,6 GHz 16 GB
Quadro2000 1 GB, 2x24'' 1920x1200
|
 erstellt am: 19. Jan. 2010 22:07 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
erstellt am: 19. Jan. 2010 22:07 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Hallo Dragunov, unser Laserteillieferant arbeitet mit 4kW-Laser von Trumpf. Deren Empfehlung für den min. Bohrungs-ø ist 0,4 x Blechstärke. Unser Lieferant geht aber nur bis 0,5 x Blechstärke.
Aber wenn der Bohrungsdurchmesser kleiner als die Blechstärke ist, wird das Teil teurer, da der Laser anders eingestellt wird. Kann bis zu 50% ausmachen. Gruß Martin
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
RotMilan
Mitglied
Technischer Zeichner, Stahl-/Maschinenbau
Beiträge: 164
Registriert: 09.01.2008
|
erstellt am: 19. Jan. 2010 22:24 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Hallo zusammen, ich habe Markierungen für Anschweiß-Gewindebolzen benötigt und mit meinem Laserbetrieb gesprochen, die haben mir Lasergravuren angeboten und machen jetzt an die benötigte Position einen kleinen Kreis bzw. ein kleines Kreuz. Das ist aber keine Vertiefung - zumindest nicht spürbar - sondern hauptsächlich eine Verfärbung. Für uns taugts ganz gut, bei hoher Genauigkeit ist aber sicher ein Einstich besser, da eine (bei Lasergravuren nötige) Körnung nicht so genau gesetzt werden kann wie der Einstich. Gute Nacht! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hofe
Mitglied
Werkzeugmacher
Beiträge: 440
Registriert: 12.01.2008 Computer: Aldi
Schreibtisch: Ikea
Werkbank: Baumarkt
Software:
1967-2021, viele Updates und SP's, aber sicher nicht alle, deswegen immer wieder Sicherheitslücken
|
erstellt am: 19. Jan. 2010 22:29 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Zitat:
Original erstellt von RotMilan:
Das ist aber keine Vertiefung - zumindest nicht spürbar - sondern hauptsächlich eine Verfärbung.
Das ist Einstellungssache, es geht auch mit spürbarer "Vertiefung". ------------------
Ich möchte sterben wie mein Opa: Im Schlaf. Nicht schreiend wie sein Beifahrer. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Dragunov
Mitglied
Student
Beiträge: 221
Registriert: 11.08.2009 Autocad 2009 LT englisch
Pentium 4 2Ghz
Windows XP SP3
|
erstellt am: 19. Jan. 2010 23:38 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Deren Empfehlung für den min. Bohrungs-ø ist 0,4 x Blechstärke. Unser Lieferant geht aber nur bis 0,5 x Blechstärke.
Aber wenn der Bohrungsdurchmesser kleiner als die Blechstärke ist, wird das Teil teurer, da der Laser anders eingestellt wird. Kann bis zu 50% ausmachen.
Ich denke ich kann besser 50% mehr für das Blechteil bezahlen als es noch zum Fräsen geben zu müssen. Oder liege ich da falsch?
Wird die Einstellung vom Laser maschinell oder per Hand verändert? Wenn man nun anstatt einer Bohrung einen eckigen Ausschnitt im Blech hat, zB zum Abkanten, gilt die Formel 0,4 mal Blechstärke auch, oder kann man den auch kleiner machen? [Diese Nachricht wurde von Dragunov am 19. Jan. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de



 |
|