| | |
 | Unsere neue Webseite ist live, eine Pressemitteilung
|
|
Autor
|
Thema: 1.4301Flansch an 1.4301 Rohr schweissen (9973 mal gelesen)
|
j-u-s
Mitglied
Konstrukteur

   Beiträge: 119
Registriert: 13.05.2005 Solid Works 2007
|

 erstellt am: 13. Mrz. 2008 23:00
erstellt am: 13. Mrz. 2008 23:00  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
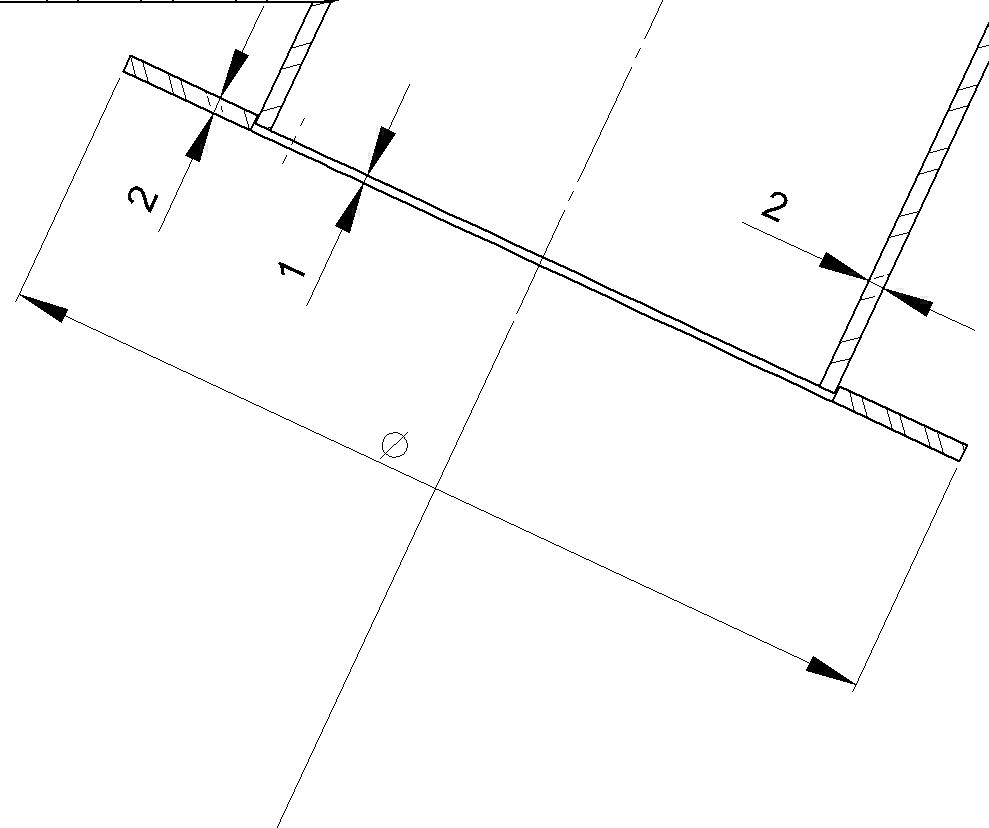
Hallo Schweissexperten, kann mir jemand behilflich sein wie ich eine Flansch aus einem 2mm starken 1.4301 Blech an ein 1.4301 Rohr mit einer Wandstärke von 2mm anschweisse? Vom Schweissen und der Schweissvorbereitung habe ich so gut wie gar keine Ahnung mehr. Schweissen Grundkurs ist schließlich schon wieder 17 Jahre her. Und bisher habe ich noch keine Schweissteile konstruiert. Ich habe da einfach mal ein Bild angehängt und würde gerne wissen mit welchem Verfahren ich das am besten mache und wie ich dieses am besten in der Zeichnung angebe. Ich habe zwar solch ein Teil hier liegen, kann aber nicht zuordnen ob eine Elektrode verwendet worden ist oder ob das Material einfach zum schmelzen gebracht worden ist und sich so verbunden hat. Sieht zumindest gut aus. Ist der Abstand von einem Milimeter von der Flanschkante zur Rohrkante ausreichend, sollte ich das Rohr vielleicht anfasen lassen oder eher stumpf aufeinander aufliegen lassen? Vielen Dank für Eure Hilfe Jan Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
 erstellt am: 14. Mrz. 2008 10:49 <-- editieren / zitieren --> Unities abgeben: Nur für j-u-s
erstellt am: 14. Mrz. 2008 10:49 <-- editieren / zitieren --> Unities abgeben: Nur für j-u-s 
Hallo Jan, wenn das Ding nicht gerade für eine Atom-Rakete ist sieht sieht es schon ganz gut aus. Falls die Belastung nicht zu hoch ist, würde auch eine Schweißnaht innen reichen. Und das Rohr dann ganz durchstecken. Falls der Flansch nicht plan sein muß, würde ich das Rohr auch ganz durchstecken. Solche hochlegierten Stähle werden meistens ohne Zusatzwerkstoffe geschweißt, nur mit Wolfram Elektrode. Wenn die Stückzahlen nicht zu hoch sind oder schweißen zu aufwendig, könnte auch Löten ausreichen. ------------------
Klaus Solid Edge V 18 SP6 Acad LT 2000 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
j-u-s
Mitglied
Konstrukteur
Beiträge: 119
Registriert: 13.05.2005 Solid Works 2007
|
erstellt am: 14. Mrz. 2008 11:25 <-- editieren / zitieren --> Unities abgeben:
Hallo Klaus, vielen Dank für Deinen Beitrag! Bei unserem Musterstück vom Kunden ist ebenfalls von der Innenseite geschweissst worden obwohl in der Zeichnung eine Kehlnaht angegeben ist. Welches Verfahren würdest Du mir denn Vorschlag? Auf der Seite www.maschinenbau-fh.de wird für hochlegierte, rostfreie Stähle das MAG-Schweissen empfohlen. Dabei kommter der Elektrodendraht von der Rolle. Nachteil, die Schweissstelle sollte sehr sauber sein. Was bedeutet das? Fettfrei? Rostfrei?
Du hast geschrieben, das Du mit einer Wolframelektrode arbeiten würdest. Wenn ich es richtig verstanden habe, wird diese nur beim WIG-Schweissen verwendet und brennt nicht ab. Empfohlen wird dieses Verfahren für Stahl und NE-Metalle. Ist vielleicht auch entscheident für was für Temperaturen das Werkstück verwendet wird? ca. 800°-900° werden es innerhalb sein.
Im geschweissten Brennrohr des Musterstückes ist mir aufgefallen das die Schweissstelle teilweise auseinander gegangen ist. Ist dort vielleicht das falsche Verfahren oder der falsche Zusatzstoff verwendet worden oder kann das noch andere Ursachen haben. Offen ist für mich auch noch wie ich die unterschiedlichen Verfahren in der Zeichnung angebe. Ich denke das sind jetzt erst einmal allerhand Fragen. Wenn Du oder jemand anders mir weiterhelfen würden, wäre das super. Schönen Gruß aus Sønderborg Jan Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
nschlange
Mitglied
Beiträge: 217
Registriert: 23.03.2004 Win XP Pro
Sp 2
NX 3, Mechanical Desktop 2004
|
erstellt am: 14. Mrz. 2008 17:40 <-- editieren / zitieren --> Unities abgeben: Nur für j-u-s
Hi, löten wird meiner Meinung nach nicht gehen, zum einen sind die
Kontaktflächen dafür zu klein und die Temperaturen zu hoch sind. Mit der Wolfram-Elektrode hast Du recht, die wird beim WIG-Schweißen
verwendet und brennt nicht ab.
Allerdings sollte man auch hierbei einen Zusatzstoff verwenden, nur
verlaufen lassen bringt nicht volle Festigkeit.
Auch hier sind die Temperaturen wohl nicht ohne, der Standard-
Zusatzwerkstoff 1.4316 für sowas hat laut meinem Katalog eine
Betriebstemperatur bis 350°C. ------------------
Viele Grüße
nschlange Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
myca
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 4383
Registriert: 15.06.2007
|
erstellt am: 14. Mrz. 2008 17:57 <-- editieren / zitieren --> Unities abgeben: Nur für j-u-s
 Hi Jan, so was würde ich auch mit WIG und ohne Zuastz schweißen( verlaufen lassen). Das problematische dabei sind 2 Sachen:
1. Anlauffarben - könnte man mit Formiergas (auch Argon z.B.) vermeiden.
2. Der Flansch wird sich sicherlich "werfen" - wird nicht mehr plan. Sollte es sich um größere Stückzahl handeln und eine Spaltfreiheit (nach dem Fügen der beiden Teilen) gegeben ist, würde ich es mit dem Elektronenstrahl schweißen lassen. Da hast Du saubere, schmale und vor allem tragende Nähte. Keine Nacharbeit nötig. Ab einer bestmmten Stückzahl ist es sogar günstiger als "zu Fuß" . G.  thomas thomas ------------------
 [Diese Nachricht wurde von myca am 14. Mrz. 2008 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
j-u-s
Mitglied
Konstrukteur
Beiträge: 119
Registriert: 13.05.2005 Solid Works 2007
|
erstellt am: 14. Mrz. 2008 18:45 <-- editieren / zitieren --> Unities abgeben:
Hallo Thomas, Hallo Nschlange! Erst einmal vielen Dank für Eure Beiträge. Zum Elektronenschweißen hätte ich gerne noch gewußt ob es sich dabei um eine weitverbreitete Möglichkeit des Schweißens handelt oder ob ich damit wieder zu exklusiven Schweißwerkstätten gehen muß. Bei der Stückzahl handelt es sich zu beginn um ca. 400 Stück. An diesem Gehäuse befinden sich aber noch 6 weitere ähnliche Schweißstellen.
Was meint Ihr zu der Blechdicke von 2mm.
Ich habe mir gerade mal Informationen übers Elektronenschweißen eingeholt, die besagen das dieses Verfahren besonders für schmale Tiefe Schweißnähte geeignet ist.
Über dünnwandige Teile wird leider kein Wort erwähnt.
Du hast ja schon den Verzug angesprochen.
Mit was für Toleranazgrenzen kann ich denn da rechnen.
Wenn es nicht ganz plan wird, sollte es auch kein Problem geben, da zwischen die Flansche Dichtungen von 3-5mm Stärke geklemmt werden.
Am liebsten wäre es mir auch wenn dieses Verfahren per Roboter gemacht wird. Oder ist das gang und gebe? Sieht doch sicherlich besser aus. Oder?
Wieviel Platz wird den für solch ein Verfahren benötigt? Wie sieht es denn so ungefähr mit den Kosten aus.
Hast Du da ein Hausnummer an der ich mich orientieren kann? Erlich gesagt habe ich auch keine Ahnung was eine einfache Kehlnaht kostet. Sehen wir mal weiter, vielleicht könnt Ihr beiden Euch dazu ja noch mal melden. Vielen Dank vorerst Jan Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
myca
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 4383
Registriert: 15.06.2007
|
erstellt am: 14. Mrz. 2008 19:18 <-- editieren / zitieren --> Unities abgeben: Nur für j-u-s
Hi, Du hast Glück. Ich arbeite als externer Vorrichtungsbauer fur die F-ma Pro-beam(www.pro-beam.de). Daher kenne ich mich mit der Problematik relativ gut aus. Man arbeitet mit sog. Schleusenmaschinen - innen wird geschweißt, draußen bestückt. Deine Teile sind einfach zu händeln - die kann man in der Maschiene mehrfach aufnehmen. Und es geht auch dünner als das von Dir. Erstklasige Qualität. Es gibt aber Regeln - Teile MÜSSEN sauber (entfetet) sein und nach dem Fügen spaltfrei. Flansch bündig nit dem Rohr oder 0,2 mm abgesetzt und eine axiale Stichnaht. Und die 400 Stück ist schon ne ordentliche Stückzahl. Will damit nur sagen, das die Vorrichtungs/Versuchskosten anteilig gering sind. Das Verfahren/Maschinenstunde ist zwar teuer aber diese Naht ( schätze so um die 80mm) ist - FESTHALTEN - in 6 bis 12 s fertig. Geil was? So jetzt gehe ich Heim. Wir können Morgen weiter diskutieren wenn es Dir danach ist. G thomas ------------------
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
schimme
Mitglied
Beiträge: 278
Registriert: 01.11.2006 Intel i7 4x4,6Ghz|Win7x64|6GB Ram|Catia V5R19SP2|GTX 285
|
erstellt am: 15. Jul. 2008 19:25 <-- editieren / zitieren --> Unities abgeben: Nur für j-u-s
Mit den Materialstärken brauchste dir beim Elektronenstrahlschweißen (kurz EBW) bzw. nicht-Vakuum Elektronenstrahlschweißen (NVEBW) keine Sorgen zu machen....damit kann man Bleche schweißen die dünner sind als die Alufolie in deiner Küche... EBW wird prinzipiell maschinell gemacht, der erforderliche Grad an Exaktheit ist sonst nicht erreichbar.
Was die Naht angeht; mit EBW wird bevorzugt Tiefschweißen durchgeführt (Nachttiefe/-Breite bis 40/1) ohne Zustazwerkstoffe. Eine Kehlnaht ist oft überflüssig, Stichlochschweißen (z.B. I-Naht ohne ZW in einem Gang) ist mit großen Anlagen bis zu einer Dicke von 400mm (Al) bzw. 200mm (St) möglich (was natürlich nicht heißt das Kehlnähte nicht auch gehen würden, das tun sie...). Außerdem ist es möglich, mehrere Nähte auf einmal zu schweißen (sog. Mehrbadschweißen), dabei "pendelt" der Strahl mit Frequenzen bis 100kHz zwischen den einzelnen Schweißbädern. Ein Wort zu den Toleranzen: - Höhenversatz max. 0,1 x Strahldurchmesser
- Spalt max. 0,2 x Strahldurchmesser Du siehst, EBW ist schon anhand der Parameter nicht wirklich vergleichbar mit den altbekannten Verfahren... Achso...MAG würde ich nicht unbedingt für hochlegierte Stähle einsetzen, selbst mit Mischgas gibt das hässliche Spritzer und die Nähte sind auch nicht wirklich schön....dann doch eher WIG. Eventuell kann man auch mal (im Falle einer Kehlnaht von außen) über MIG-Löten nachdenken (wobei da evtl. die Temperaturen kritisch sein könnten) oder über Vakuumhochtemperaturlöten (so knapp über 1000°C) was eine hervorragende Dichtheit, Nachqualität und Nahtfestigkeit (die Lötung besteht nur aus einer Diffusionszone und wird deshalb mit Grundwerkstofffestigkeit angenommen) ergeben würde.
habe fertig...

schimme
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
j-u-s
Mitglied
Konstrukteur
Beiträge: 119
Registriert: 13.05.2005 Solid Works 2007
|
 erstellt am: 15. Jul. 2008 19:48 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 15. Jul. 2008 19:48 <-- editieren / zitieren --> Unities abgeben:
|
Thomas Barth
Mitglied
Maschinenbautechniker
Beiträge: 42
Registriert: 25.10.2001
|
erstellt am: 14. Nov. 2008 10:13 <-- editieren / zitieren --> Unities abgeben: Nur für j-u-s
|
j-u-s
Mitglied
Konstrukteur
Beiträge: 119
Registriert: 13.05.2005 Solid Works 2007
|
erstellt am: 17. Nov. 2008 11:30 <-- editieren / zitieren --> Unities abgeben:
|

 Foren auf CAD.de
Foren auf CAD.de