| | |
 | Präzision trifft Flexibilität - die neue SENO Sensorwelle-Duo ist da!, eine Pressemitteilung
|
|
Autor
|
Thema: Stirnseitige Stangenbearbeitung (4548 mal gelesen)
|
BernieCAD
Mitglied
Maschinenbautechniker

   Beiträge: 583
Registriert: 08.02.2003 INV 2020
SWX 2022
HICAD 2015
|

 erstellt am: 02. Mrz. 2007 17:10
erstellt am: 02. Mrz. 2007 17:10  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo Forum, suche was für einen speziellen Anwendungsfall :
In 6m Rundstangen d = 12 mm, St 37, soll zentrisch stirnseitig ein M 6 Gewinde reingebohrt werden. Gibt es für so eine Horizontalbearbeitung ein einfaches Bohr-/ Gewindeschneidgerät? fragt bernie ------------------
"Von Nix kimmt nix"
(=bairisch - physikalisches Grundgesetz) Geht ned, gibts ned - sagen die, die alles wissen und nix können Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tanzbaer1963
Mitglied
Maschinenbautechniker, Konstrukteur
Beiträge: 824
Registriert: 15.02.2007
|
erstellt am: 02. Mrz. 2007 18:18 <-- editieren / zitieren --> Unities abgeben: Nur für BernieCAD 
Drehbank ? Gruss Ingo ------------------
Theorie ist,wenn man alles weiß und nichts funktioniert.
Praxis ist,wenn alles funktioniert und keiner weiß warum.
Bei mir wird Theorie und Praxis vereint: Nichts funktioniert und keiner weiß warum!  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
BernieCAD
Mitglied
Maschinenbautechniker
Beiträge: 583
Registriert: 08.02.2003 INV 2020
SWX 2022
HICAD 2015
|
erstellt am: 02. Mrz. 2007 20:16 <-- editieren / zitieren --> Unities abgeben:
...sollte ein einfaches Gerät sein, einiges preisgünstiger wie ne drehbank und an der Werkbank montierbar. mfg bernie ------------------
"Von Nix kimmt nix"
(=bairisch - physikalisches Grundgesetz) Geht ned, gibts ned - sagen die, die alles wissen und nix können Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tanzbaer1963
Mitglied
Maschinenbautechniker, Konstrukteur
Beiträge: 824
Registriert: 15.02.2007
|
erstellt am: 02. Mrz. 2007 20:33 <-- editieren / zitieren --> Unities abgeben: Nur für BernieCAD
Naja, das preiswerteste wäre dann wohl doch die gute alte Handarbeit: Handbohrmaschiene, 4,8er Bohrer und ein Gewindebohrersatz M6. Bei grösseren Stückzahlen würde ich dann aber doch eine Schlosserei fragen, ob man mal nicht eben an die Drehbank dürfte. Eine andere Maschine dafür wäre mir jetzt nicht bekannt. Gruß Ingo ------------------
Theorie ist,wenn man alles weiß und nichts funktioniert.
Praxis ist,wenn alles funktioniert und keiner weiß warum.
Bei mir wird Theorie und Praxis vereint: Nichts funktioniert und keiner weiß warum! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Mc_Gyver007
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister

Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 02. Mrz. 2007 22:57 <-- editieren / zitieren --> Unities abgeben: Nur für BernieCAD
Hallo Bernie, interessant wären folgende Fragen: -wie viele Bohrungen sind zu erstellen?
-wie tief müssen Kernbohrung und Gewindebohrung ausgeführt werden?
-wie ungenau darf das Ergebnis werden? Definition ungenau:
-wechselnde Bohrungstiefe (von Stange zu Stange unterschiedlich)
-Loch nicht zentrisch gebohrt
-Gewinde etwas schief geschnitten Von diesen Fragen hängt´s eigentlich ab mit welcher Methode grundsätzlich gearbeitet werden kann.
Folgende Möglichkeiten fallen mir da ein: 1.) Wie von Ingo bereits erwähnt die Bearbeitung an einer Drehbank. Meiner Meinung nach die beste Methode für ein qualitativ hochwertiges Ergebnis.
2.) Händisches Bohren und Gewindeschneiden unter Zuhilfenahme einer Bohrschablone mit Hartmetallbuchse als Anbohrschablone und axiale Führung für die Handbohrerei.
3.) "Missbrauchen" einer kleinen Magnetfuß- oder Standbohrmaschine, diese Einrichten in Seitenlage zum Bohren der Kernlöcher, Senken mit Akkuschrauber und Gewindeschneiden mit Gewindeschneidmaschine oder evt. hochwertigem Akkuschrauber.
Die Wahl der Möglichkeit hängt stark von der gegebenen Anforderung ab. Es wäre beispielsweise wenig lustig mit einer Handbohrmaschine 250 Löcher mit 50er Tiefe zu bohren. Oder für das Bearbeiten von 30 Stangen eine Maschine zu leihen bzw. einzurichten.
Gruss von Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
BernieCAD
Mitglied
Maschinenbautechniker
Beiträge: 583
Registriert: 08.02.2003
|
erstellt am: 03. Mrz. 2007 00:21 <-- editieren / zitieren --> Unities abgeben:
hi, also: Bedarf ca. 10 stangen bohren pro woche, gewindetiefe 15 mm, koax toleranz ca. +-0,5mm, es wird eine stiftschraube reingedreht mfg bernie
------------------
"Von Nix kimmt nix"
(=bairisch - physikalisches Grundgesetz) Geht ned, gibts ned - sagen die, die alles wissen und nix können Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Lothar Herrl
Mitglied
Beiträge: 602
Registriert: 06.07.2001 Win7/64
SWX 2011
|
erstellt am: 03. Mrz. 2007 08:42 <-- editieren / zitieren --> Unities abgeben: Nur für BernieCAD
Da würde ich eine Bohrvorrichtung mit hor. Aufspannung der Stange und vert. Adaption eines Bohrständers machen. Wenn Du mit dieser Aufgabenstellung zur nächsten Techniker- oder Ingenieursschule gehst, werden die Dir vermutlich die Füße küssen und kannst bei den Ideen aus dem Vollen schöpfen. Gruß
Lothar Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Mc_Gyver007
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006
|
erstellt am: 03. Mrz. 2007 10:29 <-- editieren / zitieren --> Unities abgeben: Nur für BernieCAD
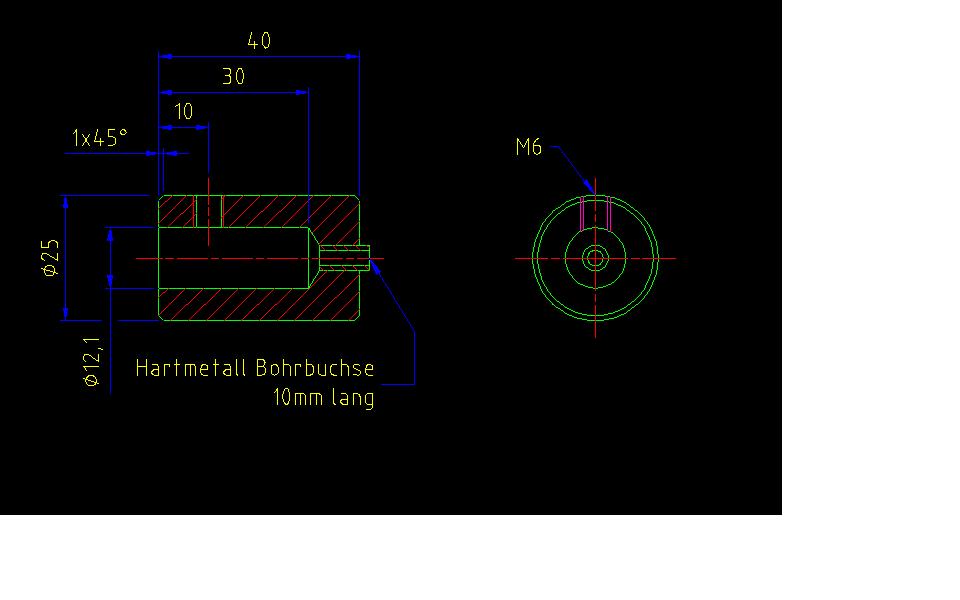
Guten Morgen, hier anbei eine Skizze der von mir favorisierten Lösung. Ich bin ja kein Ingenieur, deshalb darf ich für eine solche Kleinigkeit natürlich nicht das Geld mit vollen Händen zum Fenster raushauen.......  Ich würde mich für die finanziell & platzmässig günstigste Lösung entscheiden: 2 Stück Bohrvorrichtungen aus ST roh mit Hartmetall Bohrbuchse und je einer Gewindebohrung für eine Rändel- oder Flügelschraube zum fixieren. Vorbohren mit Vorrichtung: Durchmesser 3mm
Aufbohren mit Vorrichtung: Durchmesser 4,8mm
Ansenken mit Akkuschrauber
Gewindeschneiden mit Schneidmaschine oder Akkuschrauber Besonderes Augenmerk auf höherwertige Werkzeuge:
Titannitritbeschichtete Kurzbohrer und Maschinengewindebohrer verwenden. Eigentlich zur Verarbeitung von Chromnickelstählen gedacht, gehen diese Werkzeuge durch ST 37 wie durch Butter. Die Anschaffungskosten für die Werkzeuge & Bohrschablonen sind gering, weniger als 200 Euro. Die zu erreichende Genauigkeit ist gewährleistet, der Platzbedarf gleich null. Gruss von Andreas
[EDIT] Anmerkung zur Skizze: Leider habe ich die 90 Grad Senkung der Bohrung 12,1mm vergessen, diese wäre als Einführhilfe beim Aufstecken gedacht. [\EDIT]
[Diese Nachricht wurde von Mc_Gyver007 am 03. Mrz. 2007 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
BernieCAD
Mitglied
Maschinenbautechniker
Beiträge: 583
Registriert: 08.02.2003 INV 2020
SWX 2022
HICAD 2015
|
erstellt am: 03. Mrz. 2007 16:42 <-- editieren / zitieren --> Unities abgeben:
Hi @all, ...denke, werde die Lösung mit dem waagrechten Bohrständer vorziehen.
Nice to have: ein Eigenbau - Längenausgleichs-Gewindebohrer-Aufnahme mfg bernie ------------------
"Von Nix kimmt nix"
(=bairisch - physikalisches Grundgesetz) Geht ned, gibts ned - sagen die, die alles wissen und nix können Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Charly Setter
Moderator
    

Beiträge: 12008
Registriert: 28.05.2002 Trau keiner Diva unter SP3....
|
erstellt am: 06. Mrz. 2007 18:21 <-- editieren / zitieren --> Unities abgeben: Nur für BernieCAD
>für solche Fälle habe ich meine "so da" -Maschinen. Die armortisieren sich damit, das sie im Falle eines Falles einfach nur so da stehen und in der Zeit in der wir hier diskutieren ist die Arbeit schon 10x erledigt. Da wären:
1 Ständerbohrmaschine MK3
1 alte Drehbank
1 kleine, alte Universalfräse Ich kann die Betriebe nicht verstehen, die ihren Maschinenpark um solche "Schätzchen" verkleinern. Die sind IMHO unbezahlbar. Sind armortisiert => fressen kein Stroh / Strom und sind für solche Fälle immer noch gut genug. unbezahlbar. Sind armortisiert => fressen kein Stroh / Strom und sind für solche Fälle immer noch gut genug. BTW: Die Ständerbohrmaschine (WMW, gebraucht 1000 DM) hatte sich mit dem 1. Einsatz amortisiert. Einfach dadurch, das ich nicht 8h hinter irgendwelchen Fertigern hinterherrennen mußte und die Teile statt in 4 Wochen in 2h zur Verfügung hatte. CU ------------------
Der vernünftige Mensch paßt sich der Welt an;
der unvernünftige besteht auf dem Versuch, die Welt sich anzupassen. Deshalb hängt aller Fortschritt vom unvernünftigen Menschen ab.
(George Bernard Shaw) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Ehrenmitglied V.I.P. h.c.
CAD-Dienstleister

Beiträge: 26154
Registriert: 24.11.2002
|
erstellt am: 06. Mrz. 2007 18:32 <-- editieren / zitieren --> Unities abgeben: Nur für BernieCAD
|
BernieCAD
Mitglied
Maschinenbautechniker
Beiträge: 583
Registriert: 08.02.2003 INV 2020
SWX 2022
HICAD 2015
|
erstellt am: 06. Mrz. 2007 22:12 <-- editieren / zitieren --> Unities abgeben:
hi leo,
ich sag nur s.o.s.
--> super over sized
Ich bleib bei der Bohrbuchsenversion und
servus
da bernie ------------------
"Von Nix kimmt nix"
(=bairisch - physikalisches Grundgesetz) Geht ned, gibts ned - sagen die, die alles wissen und nix können [Diese Nachricht wurde von BernieCAD am 06. Mrz. 2007 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Mc_Gyver007
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006
|
erstellt am: 07. Mrz. 2007 08:40 <-- editieren / zitieren --> Unities abgeben: Nur für BernieCAD
Der Vollständigkeit halber reiche ich hier die korrekte Bezeichnung nach: >>>zylindrische Bohrbuchsen nach DIN 179 A<<< @Charly
In der Zeit in der Du Deine Vorrichtungen aus dem Lager holst und einrichtest, hat mein mit Akkugeräten bewaffnetes "Enterkommando" die Stangen auf der LKW Ladefläche bearbeitet 
Gruss von Andreas
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
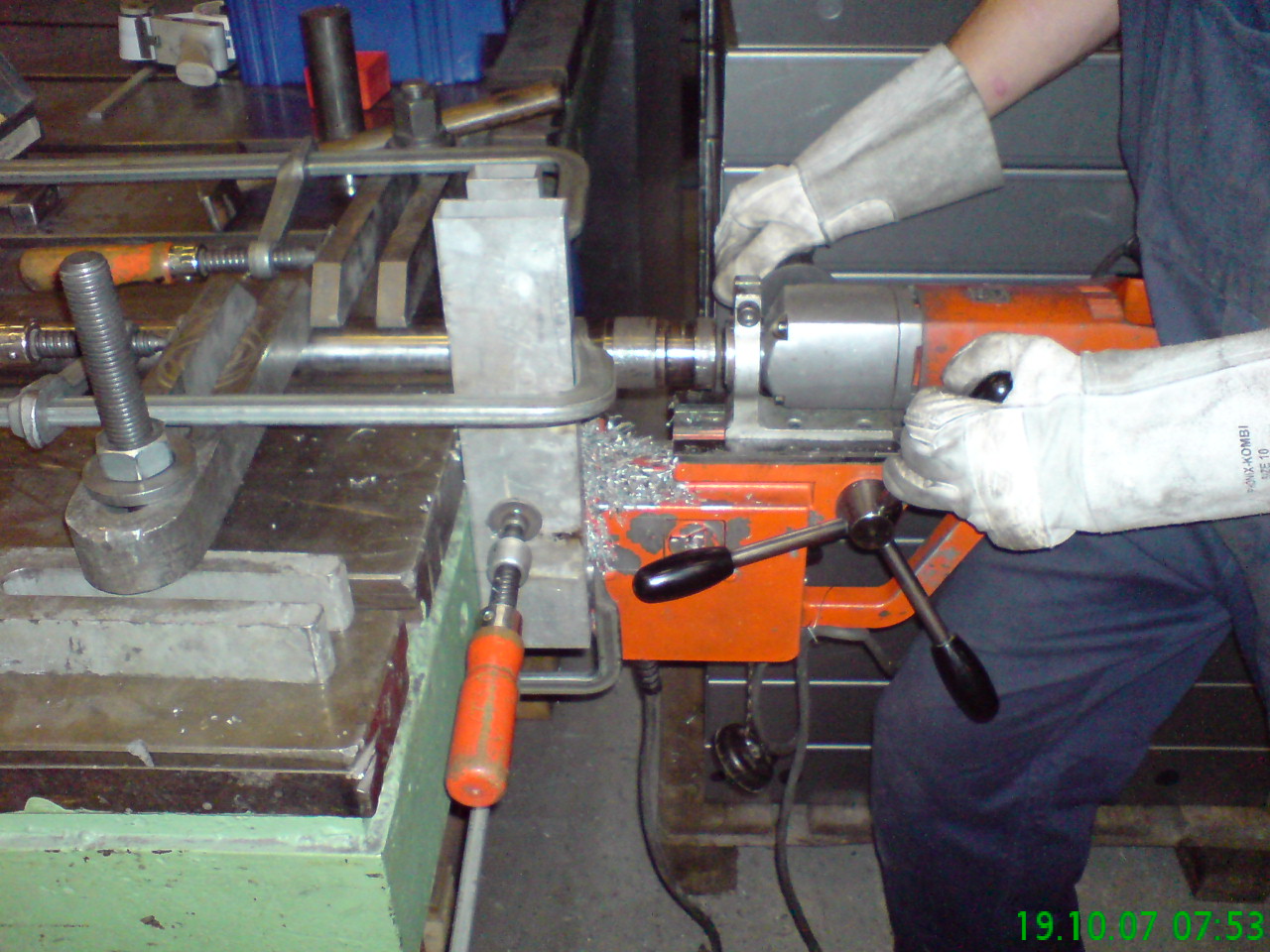
erstellt am: 19. Okt. 2007 18:50 <-- editieren / zitieren --> Unities abgeben: Nur für BernieCAD
Jetzt hatte wir den Fall auch mal. Die Bohrbuchsenversion ging wegen des grossen Lochdurchmessers von 12mm nicht. Wie man sieht, lässt sich aber auch eine Magnetbohrmaschine gut dafür benutzen. ------------------
Gruss Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
rhrumpel
Mitglied
Konstrukteur
Beiträge: 657
Registriert: 21.03.2004
|
erstellt am: 21. Okt. 2007 20:56 <-- editieren / zitieren --> Unities abgeben: Nur für BernieCAD
Jo, sieht vernünftig aus. Würde nur die Spannvorrichtung
optimieren. Ansonsten die Lösung von Leo als Dienstleistung
in einer Dreherei deines Vertauens. Gruß
Ralf ------------------
Die Faulheit hat der Herr vor den Verstand gesetzt. 
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft

Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 22. Okt. 2007 09:35 <-- editieren / zitieren --> Unities abgeben: Nur für BernieCAD
erstellt am: 22. Okt. 2007 09:35 <-- editieren / zitieren --> Unities abgeben: Nur für BernieCAD
Hallo Ralf, eine Drehbank ist ja ganz schön. Doch bedenke mal, die Stange ist 6m lang und beim Anwerfen der Drehbank flattert das Ding ganz schön. Ich weiß nicht ob der Unfallbeauftragte dazu dann ja sagt. Dann doch lieber die einfache Version mit der Bohrbuchse oder der Magnetfußbohrmaschine. Gruß Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de