| | |
 | Sonderschrauben für Sonderanwendungen , ein Fachartikel
|
|
Autor
|
Thema: Tiefziehen (3715 mal gelesen)
|
Tut_Ench_Ammun
Mitglied
Dipl.-Ing. (FH)

   Beiträge: 161
Registriert: 16.06.2005 AutoCAD MECHANICAL 2006
Inventor 10
Ansys Workbench 10.0/11.0
WIN XP - SP 2
Fujitsu Siemens Computers
Intel(R) Core(TM)2 CPU
2.13 GHz, 3.25 GB RAM
|

 erstellt am: 26. Sep. 2006 13:57
erstellt am: 26. Sep. 2006 13:57  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
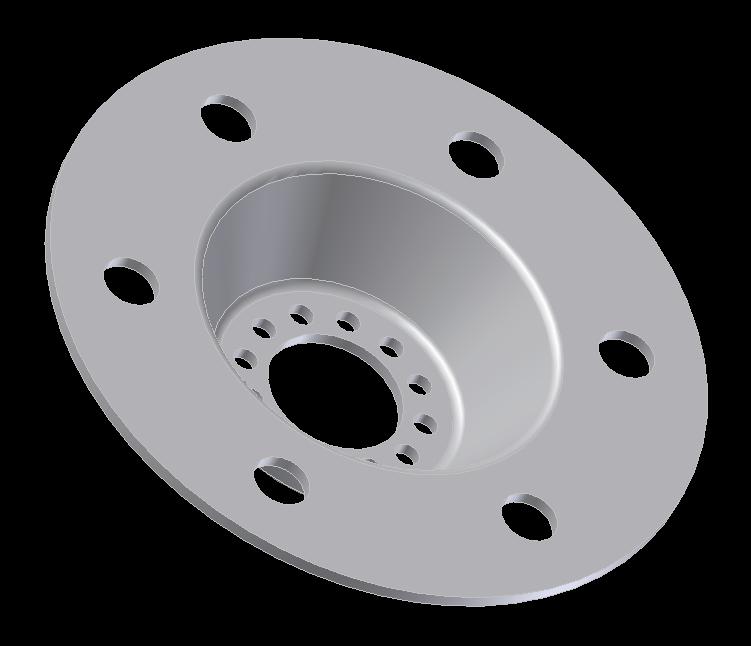
Hallo an alle im Forum. Habe ein Bauteil angehängt, welches ich gern Tiefgezogen hätte, als das als Drehteil zu fertigen. Ist es bei einer Materialdicke von 6mm (Werkstoff St 52) möglich so ein Teil überhaupt tiefzuziehen?
Falls es nicht möglich ist gibt es andere Möglichkeiten so ein Teil herzustellen? Bitte dringend um Hilfe. Vielen Dank für die Antworten. Gruß Tutti Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Allenbach Rolf
Mitglied
Techniker HF Maschinenbau
Beiträge: 817
Registriert: 15.09.2004 OSDM 11.65
OSDD 11.65
WM 11.60
Win2K
bubbles.pps
|
 erstellt am: 26. Sep. 2006 14:09 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun
erstellt am: 26. Sep. 2006 14:09 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun 
|
Tut_Ench_Ammun
Mitglied
Dipl.-Ing. (FH)
Beiträge: 161
Registriert: 16.06.2005 AutoCAD MECHANICAL 2006
Inventor 10
Ansys Workbench 10.0/11.0
WIN XP - SP 2
Fujitsu Siemens Computers
Intel(R) Core(TM)2 CPU
2.13 GHz, 3.25 GB RAM
|
erstellt am: 26. Sep. 2006 14:15 <-- editieren / zitieren --> Unities abgeben:
|
Allenbach Rolf
Mitglied
Techniker HF Maschinenbau
Beiträge: 817
Registriert: 15.09.2004 OSDM 11.65
OSDD 11.65
WM 11.60
Win2K
bubbles.pps
|
erstellt am: 26. Sep. 2006 14:18 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun
Hast du die uneditierte Fassung noch lesen können? Wir haben nur Kunststoffdeckel tiefgezogen, ist nicht wirklich vergleichbar. Da bist du von der verwendbaren Plattendicke begrenzt, die ergibt eine maximale Teiledicke. Die Löcher wirst du nachträglich reinmachen müssen. Ansonsten kenn ich das Verfahren zu wenig, jedenfalls für Stahl. Sry. ------------------
Sven  "Gilde der Erfinnder - Lehrling Stufe 5". "Gilde der Erfinnder - Lehrling Stufe 5". Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Oberli Mike
Ehrenmitglied V.I.P. h.c.
Dipl. Maschinen Ing. / Supporter

Beiträge: 3992
Registriert: 29.09.2004 SolidWorks Worker
|
erstellt am: 26. Sep. 2006 14:20 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun
|
clownfisch
Mitglied
industrial designer
Beiträge: 773
Registriert: 18.01.2006 SW 2005 SP05
SW 2006 SP05
Intel Pentium 4 2,53 GHz
1,00 GB RAM
nvidia Quadro 4 750XGL
|
erstellt am: 26. Sep. 2006 14:24 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun
Mit Sicherheit muß bei 6 mm Materialstärke auch der vorn (zum außenliegenden Flansch hin) liegende Radius größer werden. Sonst zieht sich das Material nicht vernünftig in die Vertiefung. Andreas <edit>
Ach ja, schmieden oder gießen kann man natürlich auch, kommt halt drauf an,...
</edit> [Diese Nachricht wurde von clownfisch am 26. Sep. 2006 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Tut_Ench_Ammun
Mitglied
Dipl.-Ing. (FH)
Beiträge: 161
Registriert: 16.06.2005 AutoCAD MECHANICAL 2006
Inventor 10
Ansys Workbench 10.0/11.0
WIN XP - SP 2
Fujitsu Siemens Computers
Intel(R) Core(TM)2 CPU
2.13 GHz, 3.25 GB RAM
|
erstellt am: 26. Sep. 2006 14:38 <-- editieren / zitieren --> Unities abgeben:
|
Allenbach Rolf
Mitglied
Techniker HF Maschinenbau
Beiträge: 817
Registriert: 15.09.2004 OSDM 11.65
OSDD 11.65
WM 11.60
Win2K
bubbles.pps
|
erstellt am: 26. Sep. 2006 14:44 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun
|
Oberli Mike
Ehrenmitglied V.I.P. h.c.
Dipl. Maschinen Ing. / Supporter
Beiträge: 3992
Registriert: 29.09.2004 SolidWorks Worker
|
erstellt am: 26. Sep. 2006 14:54 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun
|
Allenbach Rolf
Mitglied
Techniker HF Maschinenbau
Beiträge: 817
Registriert: 15.09.2004 OSDM 11.65
OSDD 11.65
WM 11.60
Win2K
bubbles.pps
|
erstellt am: 26. Sep. 2006 15:01 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun
Zitat:
Original erstellt von Oberli Mike:
Die Kosten hängen stark von der Stückzahl ab. Dazu kommen die
Materialkosten, welche in lezter stark explodieren.
Wem sagst du das  Alle 2 Monate gibts Diskussionen, ob nicht von rostfrei auf normales Blech + Veredelung umgestellt werden soll oder umgekehrt.  Und die Stückzahlen sind in der Tat bei solchen Verfahren von sehr hoher Bedeutung. ------------------
Sven "Gilde der Erfinnder - Lehrling Stufe 5". Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
nschlange
Mitglied
Beiträge: 217
Registriert: 23.03.2004 Win XP Pro
Sp 2
NX 3, Mechanical Desktop 2004
|
erstellt am: 26. Sep. 2006 16:30 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun
|
Tut_Ench_Ammun
Mitglied
Dipl.-Ing. (FH)
Beiträge: 161
Registriert: 16.06.2005 AutoCAD MECHANICAL 2006
Inventor 10
Ansys Workbench 10.0/11.0
WIN XP - SP 2
Fujitsu Siemens Computers
Intel(R) Core(TM)2 CPU
2.13 GHz, 3.25 GB RAM
|
erstellt am: 27. Sep. 2006 07:45 <-- editieren / zitieren --> Unities abgeben:
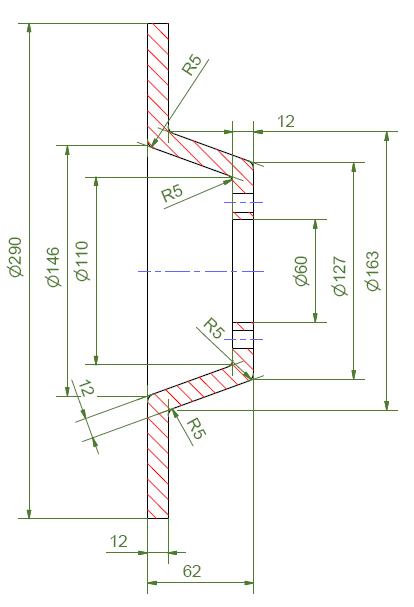
Vielen Dank nochmals für die recht vielen Antworten und Anmerkungen. Anbei habe ich nochmal die Zeichnung angehangen. Könnt ja mal drübergucken. Entweder das Teil sieht lt. Zeichnung (Material: Alu - Wandstärke 12mm) oder es ist aus Stahl (Wandstärke 6mm). Die Stückzahl ist relativ klein mit ca. 250 St./Jahr - aber wier schon anfangs gesagt, das ganze als Drehteil auszubilden ist meiner Meinung nach noch preisintensiver als ein Werkszeug herzustellen und das Teil zu "Drücken" und "Tiefzuziehen". MfG Tutti Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Oberli Mike
Ehrenmitglied V.I.P. h.c.
Dipl. Maschinen Ing. / Supporter
Beiträge: 3992
Registriert: 29.09.2004 SolidWorks Worker
|
erstellt am: 27. Sep. 2006 08:02 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun
Die Stückzahl ist doch recht klein. Wir stellen ein paar Teile mit Gesenkschmieden her, und schauen, dass dabei die Stückzahl nicht unter 200 geht (pro Auftrag). Der Grund für die Herstellung mit diesem Verfahren ist bei uns
- Materialverbrauch
- Festigkeit Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
TKK66
Mitglied
Dipl.-Ing. Maschinenbau (FH)
Beiträge: 44
Registriert: 08.11.2004
|
 erstellt am: 27. Sep. 2006 08:36 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun
erstellt am: 27. Sep. 2006 08:36 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun
|
rhrumpel
Mitglied
Konstrukteur
Beiträge: 657
Registriert: 21.03.2004 Firma:
SWX 2017 Premium SP3.0
SWX 2021 Premium SP3.0
SWX 2022 Premium SP4.0 (Primär)
SWX PDM Enterprise
DraftSight Enterprise 2020
Lenovo P70
32 GB RAM
i7-6820HQ 2,7Ghz
Quadro M4000M
WIN10 PRO 64bit
3d Connexion SpacePilot
|
erstellt am: 27. Sep. 2006 21:21 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun
Mmh, sieht aus wie ´ne Bremsscheibe. Wie stehts denn mit Gießen ?
Bremsscheiben sind IMHO auch gegossen, oder ?
Was erzwingt denn den Wusch nach Umformung ?
[Edit]
Deine Aussenkanten im Bereich der "Biegungen" kannst auch gleich mal
anpassen, wenn es gebogen werden soll. Bei 6mm Wandstärke brauchst Du mit Sicherheit 0,9xBlechstärke für den Innenradius (Wenn nicht sogar mehr). Demnach rund 12mm bzw 16mm aussen.
[\Edit] Umformung bei 6 mm Blech ist nicht das Thema, die angesprochene Thematik der Radien hängt stark vom Aufbau des Werkzeuges und somit auch von der Pressenart ab. Ich habe solche Werkzeuge in Aktion gesehen. Die sind so riesig das allein die Werkzeugkosten für deine 250 Stück wahrscheinlich auf 40 Jahre abgeschrieben werden müssen. Die Pressen sind so groß wie ein kleines Reihenhaus. Schau doch mal hier: http://www.sachon-diedeutscheindustrie.de/cl/sid.php?PHPSESSID=10717 4b4362571c75f3ede02989bcc24&f_lang=deu
Die machen allesamt Bremsscheiben. Gruß
Ralf ------------------
Die Faulheit hat der Herr vor den Verstand gesetzt.
[Diese Nachricht wurde von rhrumpel am 28. Sep. 2006 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Tut_Ench_Ammun
Mitglied
Dipl.-Ing. (FH)
Beiträge: 161
Registriert: 16.06.2005 AutoCAD MECHANICAL 2006
Inventor 10
Ansys Workbench 10.0/11.0
WIN XP - SP 2
Fujitsu Siemens Computers
Intel(R) Core(TM)2 CPU
2.13 GHz, 3.25 GB RAM
|
erstellt am: 04. Okt. 2006 10:13 <-- editieren / zitieren --> Unities abgeben:
Ich möchte mich nocheinmal melden und diesen Artikel dmit schließen. Ich habe mich erkundigt und das Teil kann man "Drücken" lassen. Man muss etwas mit den Geometriedaten jonglieren und dann kann das Teil lt. Zeichnung aussehen. Mit dem Material muss man aufpassen, dass es ein Feinkornbaustahl ist (Bsp. QStE 460 TM) o.ä. Vielen Dank nochmal für die vielen Anworten. MfG Tutti Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
KayLinus
Mitglied
Konstrukteur
Beiträge: 174
Registriert: 17.01.2006
|
erstellt am: 03. Jun. 2008 10:56 <-- editieren / zitieren --> Unities abgeben: Nur für Tut_Ench_Ammun
|

 Foren auf CAD.de
Foren auf CAD.de



 |
|