| | |  | Unsere neue Webseite ist live, eine Pressemitteilung
|
|
Autor
|
Thema: Fehleranalyse beim Stanzen (8194 mal gelesen)
|
bublath
Mitglied
Ingenieur

   Beiträge: 67
Registriert: 07.09.2004 Intel Core 2 6600 @ 2,4 GHz mit 2 GB RAM, VISI 14, Windows XP Prof SP2
|

 erstellt am: 08. Sep. 2004 10:40
erstellt am: 08. Sep. 2004 10:40  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo Leser kann mir hier jemand einen Überblick geben welche Stanzfehler sich wie abzeichnen, worauf man achten muss...und viel wichtiger noch
wie man sowas behebt (konstr. , techn.) es handelt sich um komplettschnitt- und folgeverbundwerkzeuge im
dünnblechbereich mit pressenkraft bis 7,5 t. Gruss
Carsten ------------------
-------------------------
Time flies like an arrow, fruit flies like a banana Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Huetti
Mitglied
Techniker Maschinenbau / Konstrukteur
Beiträge: 98
Registriert: 25.01.2004
|
 erstellt am: 14. Sep. 2004 21:01 <-- editieren / zitieren --> Unities abgeben: Nur für bublath
erstellt am: 14. Sep. 2004 21:01 <-- editieren / zitieren --> Unities abgeben: Nur für bublath 
Hallo Carsten, Puhh, da könnte man jetzt Romane schreiben, tue ich aber nicht!  Spaß beiseite, mit welcher Materialstärke wird man sich denn beschäftigen? Dann könnte ich Dir zumindest mal mit dem Schneidspalt weiterhelfen (in der Regel 4% der Materialstärke).
Zu beachten, je kleiner der Schneidpalt -> desto größer der Glattschnittanteil, jedoch vergrößert sich auch der Verschleiß beim Schneidstempel bzw. Schneideinsatz und anders herum.
Schneideinsatz mit Schuß (Freiwinkel konstruktiv auslegen/fertigen). Wie sieht es aus mit Führungsplatte? federnd oder nur als Abstreifplatte gedacht? Allgemeiner Werkzeugaufbau? Plattenführung, Säulenführung? Unter was für eine Presse? Voschub? Hubgeschwindigkeit? Stückzahl? Es sind mehrere Faktoren, die man nicht unbedingt generell pauschal abhandeln kann. Ist in dem Fertigungsmittel prägen und/oder umformen/winkeln. Beim biegen z.B. gibt es manche Tricks.
Oliver
------------------
M.f.G.
Hütti Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
bublath
Mitglied
Ingenieur
Beiträge: 67
Registriert: 07.09.2004 Intel Core 2 6600 @ 2,4 GHz mit 2 GB RAM, VISI 14, Windows XP Prof SP2
|
 erstellt am: 15. Sep. 2004 07:35 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 15. Sep. 2004 07:35 <-- editieren / zitieren --> Unities abgeben:
hallo huetti schön das sich doch ein umformer gefunden hat.
also blechdicken von 0,1 bis 0,7 bei vorschüben bis 650mm
und presskraft bis 700t sowie hubzahlen von 25-60 pro min.
Material: Edelstahl sind so Nebendichtungen und Zylinderkopfdichtungen
im automobilbereich. gruß aus Ulm
Carsten ------------------
-------------------------
Time flies like an arrow, fruit flies like a banana Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Huetti
Mitglied
Techniker Maschinenbau / Konstrukteur
Beiträge: 98
Registriert: 25.01.2004
|
erstellt am: 15. Sep. 2004 16:43 <-- editieren / zitieren --> Unities abgeben: Nur für bublath
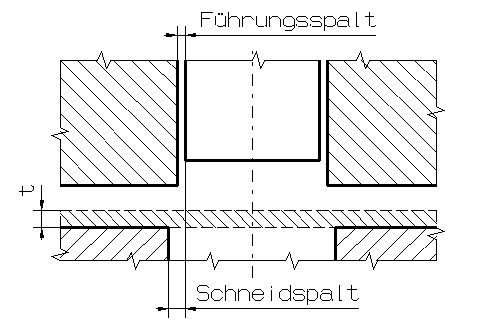
Hi Carsten, zusätzlich zu dem Schneidspalt ist noch der Führungsspalt zu berücksichtigen (siehe Bild). nur mal so kurz zum Überblick:
Führungsspalt Schneidspalt->Toleranz
t 0,1 mm -> 0,0025 0,003 +0,002
t 0,2 mm -> 0,003 0,006 +0,002
t 0,3 mm -> 0,005 0,009 +0,002
t 0,4 mm -> 0,005 0,012 +0,004
t 0,5 mm -> 0,007 0,02 +0,002
t 0,6 mm -> 0,007 0,028 +0,002 natürlich gibt es auch noch feinere Abstufungen (aber die jetzt hier alle aufzuführen). -Vorschub 650mm, da können wir nicht mithalten, mit einer der grossen Transporte bei uns war letztlich 42mm. 250 Hub/min bei einer Materialstärke von 1,2mm. (Ist für unsere Verhältnisse schon grobschlächtig)
Meist kleinerer Vorschub, Materialstärke 0,1mm-0,8mm, 600-800Hub, bis hin zu einstufig.
------------------
M.f.G.
Hütti Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
bublath
Mitglied
Ingenieur
Beiträge: 67
Registriert: 07.09.2004 Intel Core 2 6600 @ 2,4 GHz mit 2 GB RAM, VISI 14, Windows XP Prof SP2
|
erstellt am: 15. Sep. 2004 16:57 <-- editieren / zitieren --> Unities abgeben:
hallo huetti alles klar vielen dank
sollte ich hier mal was konkretes habe, dann meld ich mich hier
wieder oder schick dir ne personal message bis dann
carsten ------------------
-------------------------
Time flies like an arrow, fruit flies like a banana
 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de
Foren auf CAD.de