| | |  | Unsere neue Webseite ist live, eine Pressemitteilung
|
|
Autor
|
Thema: Normalien, Schneidspalt wie macht ihr das? (12414 mal gelesen)
|
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!

   Beiträge: 1945
Registriert: 30.04.2007 Creo Elements Direct Modeling 17
|

 erstellt am: 02. Mrz. 2010 13:49
erstellt am: 02. Mrz. 2010 13:49  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo, ich bin in die Problematik geraten eine ganz kleine Stanzvorrichtung machen zu dürfen  Das Problem dabei ist, ich hab das noch nie gemacht Das Problem dabei ist, ich hab das noch nie gemacht  Soviel mal zu meinen Rahmenbedingungen. Selbstverständlich habe ich ein paar Grundkentnisse und weis im großen und ganzen wie ich es Aufbauen will(ist was ganz einfaches, einmal lochen und dann Rund Ausschneiden). Soviel mal zu meinen Rahmenbedingungen. Selbstverständlich habe ich ein paar Grundkentnisse und weis im großen und ganzen wie ich es Aufbauen will(ist was ganz einfaches, einmal lochen und dann Rund Ausschneiden). Mein Problem ist die mangelnde Erfahrung und Praxis in dem Thema, ich möchte 0,5mm Pappe/Papier Ausschneiden, dazu muß ich auch mangels Kennwerte einen kleine Versuch machen zwecks der Kraft(wird später mit Pneumatikzylinder betrieben). Mithilfe von Tabellenbüchern und Lektüre komme ich nun auch auf ein paar schöne theoretische Werte für Kraft und Schneidspalt, diese sind sicher auch Prima um mal mit den Versuchen zu beginnen und zu schauen wo ich stehe. Nur hier fängt jetzt mein eigentliches Problem an, ich möchte wie oben schon erwähnt 0,5mm Pappe/Papier(weis nicht so genau was es ist bzw. wann ist es Pappe oder wann Papier) auf einem Durchmesser mit 30mm Ausschneiden. Dazu habe ich bei mal mit einer Werkstoffscherfestigkeit von 20(hab da was im TBB) angefangen die Kraft auszurechnen und den Schneidspalt zu bestimmen die Kraft wär dabei 943N(nicht sehr viel) und laut TBB(Tabelle mit Richtwerten) ein Schneidspalt von 0,015mm, aus anderen Quellen ergehen auch Schneidspaltmaße auf Prozentbasisis auch eine nette Formel habe ich gefunden. Alles in allem würde ich gerne bei meinen ersten Versuchen mit einem Schneidspalt von 0,007-0,01 beginnen. Jetzt kommt mein Problem, ich schaue nun im Katalog (großer bekannter Name mit F und 4 weiteren Buchstaben) die Stempel und die Matrizen so an, die Toleranzen die die haben sind aber schon ganz schön heftig? Wenn ich nun eine Matrize/Schneidbuchse Wähle (Form ein Stück zylindrisch dann konisch) dann geben die mir im Durchmesser eine Toleranz von +0,01mm an, der Stempel hat das Toleranzfeld h6 was dann nochmal -0,013mm sind. Zusammmacht das dann eine Toleranz von 0,023mm im Durchmesser und im Schneidspalt dann 0,0115mm(ich bräuchte ja ungefähr eine tolernz im Spalt von 0,003mm->0,006 im Durchmesser). Wie geht ihr damit um, fertigt ihr eure Stempel und Matrizen selbst? Wie fertigt ihr Oberteile und Unterteile eurer Vorrichtungen, daß Stempel und Matrizen gut fluchten, macht ihr das in montierten Zustand? Habe ich mich in der größe des Schneidspalts geirrt? Bin für alle Tips und Ratschläge dankbar. gruß Heiko Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
luckie1981
Mitglied
Werkzeugmechaniker Stanz-Umformtechnik
Beiträge: 4
Registriert: 18.09.2011
|
erstellt am: 18. Sep. 2011 08:41 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape 
moin, ist zwar schon lange her aber hier mal eine sonntag morgen nachricht  ich hoffe die erfahrenen werkzeugmacher nehmen mich anschließend nicht ausneinander D ich hoffe die erfahrenen werkzeugmacher nehmen mich anschließend nicht ausneinander D also wenn du iwas von 0,015 mm schneidspalt gefunden hast liegst du schon ganz gut... ich habe zwar noch nie ein schnitt für papier gefertigt aber beim einpassen für normale blechwerkzeuge testet man schonmal mit n bisl papier und da kann man normales papier grat und zippelfrei mit nem "umlaufenden" schnittspalt von 0,01 mm "schneiden"... das "umlaufend" möchte ich nochmal erwähnen denn du hast einen kleinen fehler in deiner rechnung... wenn du einen schneidspalt von 0,01 mm errechnest musst du diesen nicht halbieren. also muss du aus den 0,015 nicht 0,007 machen nun stellt sich erstmal die frage welches teil du brauchst... die ronde oder das stück papier mit dem loch,,, dementsprechend wählt man seinen lochstempel/schneidbuchse. wie man das ganze nun in eine vorrichtung/werkzeug verpackt hängt ganz davon ab wieviele teile du brauchst... realisieren lässt sich das ganze sicher schon mit einer gewöhnlichen lochstanze... schneidbuchse in vorrichtung einspannen, fixieren... lochstempel einführen, ausrichten, fixieren und fertig... so im groben Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Ehrenmitglied V.I.P. h.c.
CAD-Dienstleister

Beiträge: 26154
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 18. Sep. 2011 17:47 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
Hallo Heiko, Ganz andere Betrachtungsweise:
Musst Du jedenfalls durchstanzen, oder kannst Du mit einem Messer in ein Kissen stanzen? Dann wäre gar kein Schnittspalt gegeben. ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
zeinerling
Mitglied
Maschinenbaukonstrukteur
Beiträge: 313
Registriert: 14.06.2011
|
erstellt am: 18. Sep. 2011 19:31 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
Hallo, sehe Dir bitte einen Bürolocher näher an. Die Stempel sind hohl gearbeitet, sodass der Stempel den Pappendeckel eher wie eine Schere zerschneidet, als mit einem Schlag stanzt.
Weiterhin braucht man für diese Stempel extrem weniger Kraft um den Pappendeckel zu stanzen. MfG. Zeinerling
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!
Beiträge: 1945
Registriert: 30.04.2007 Creo Elements Direct Modeling 17
|
erstellt am: 19. Sep. 2011 22:46 <-- editieren / zitieren --> Unities abgeben:
Hallo, na ihr seid Klasse, kaum ein und ein halbes Jahr her, bekommt man schon eine Antwort (ist ironisch gemeint auf jedenfall danke für die Antworten) Also mal vorneweg, das Projekt wurde eingestellt. Die Schneidworrichtung war/ist aber nicht Schuld, vielmehr das Umfeld (Druck). Schneiden wie mit einem Locher wäre schön und günstig gewesen, aber wie schon gefragt wurde brauchte ich das ausgeschnittene Stück und damit ist der Locher raus zwecks verformen und auswerfen des Produkts. Zum Schneidspalt, ich weis leider nicht mehr genau wie das war, aber ich glaube Du hast recht mit dem halbieren  müsste da morgen mal nachschauen. müsste da morgen mal nachschauen. Die Stanzvorrichtung habe ich übrigens fertig konstruiert. Aufgrund der größe (zu klein) konnte ich kein Standard-Säulengestell nehmen. Preislich liegt das ganze dann recht schnell bei mehreren tausend Euro was mit einem Vergleich zu einem Locher wirklich heftig ist  laut Vertrieb war das aber drin (muste ich mir den Schweiß damals von der Stirn abwischen). laut Vertrieb war das aber drin (muste ich mir den Schweiß damals von der Stirn abwischen). Meine Hauptsorge ist aber die Genauigkeit. Teil der Aufgabe waren verschiedene Durchmesser (3 Stück) und eine mögliche variante wär gewesen Stempel und Matrize zu wechseln, was ich aber Aufrgrund der hohen Genauigkeit (toleranzen des Säulengestells und sehr kleiner Schneidspalt) ausschließen muste. Übrig geblieben sind dan 3 kleine Säulengestelle auf einem Schlitten zum verschieben plus ein weiteres für die Lochung (kleines Loch im Plättchen), aber wie gesagt laut Vertrieb war das Geld drin  gruß Heiko ------------------
CAD.de Treffen Stuttgart nicht nur Pro/E!!!! 64bit sind kein Thema mehr ;-) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!
Beiträge: 1945
Registriert: 30.04.2007
|
erstellt am: 20. Sep. 2011 10:35 <-- editieren / zitieren --> Unities abgeben:
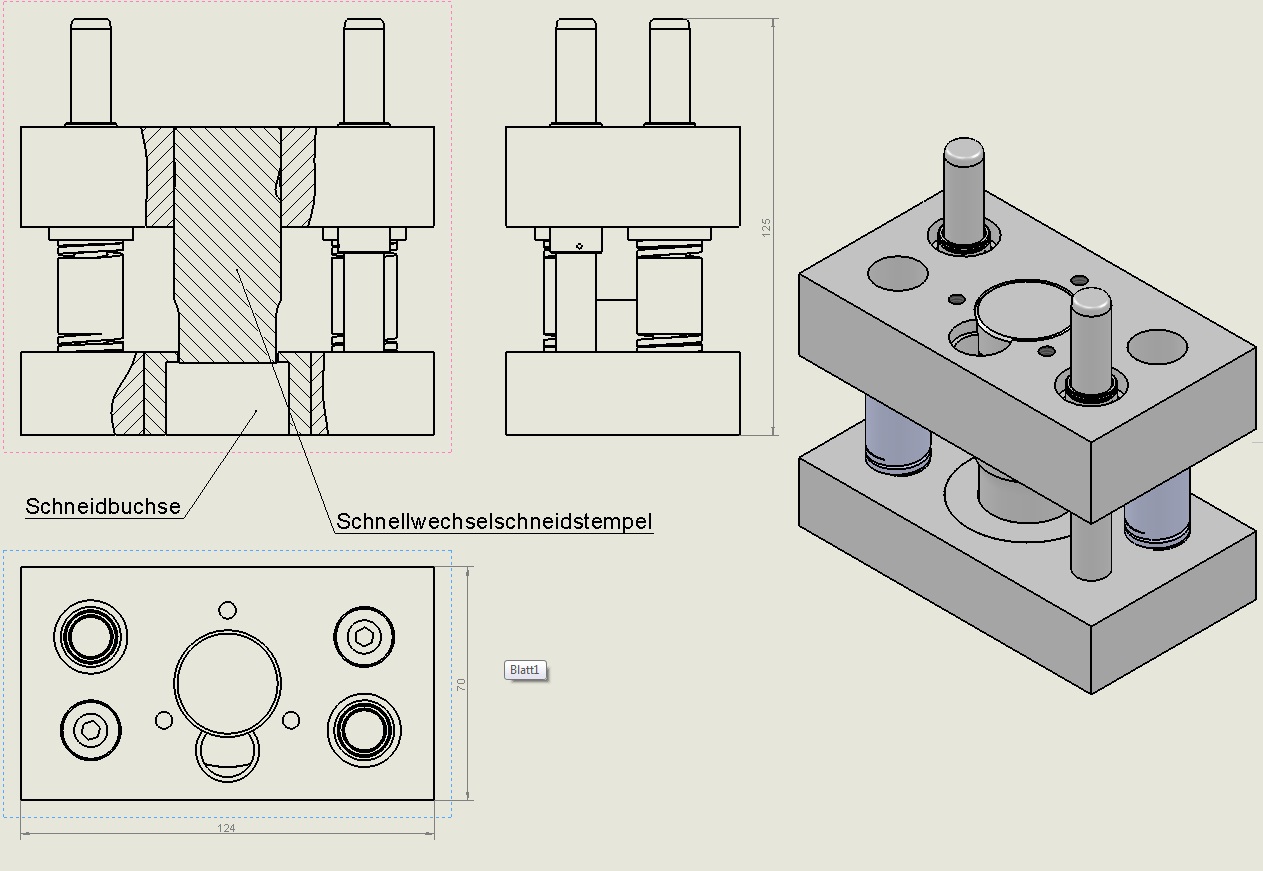
Hallo, hier mal eine Skizze von dem fertigen 2-Säulengestell. Dieses wollte ich aus Genauigkeitsgründen bei einem bekannten großen Spezialisten komplett fertigen lassen (sind gut ausgelegt für so etwas aber auch sehr teuer). Leider, da das Projekt eingestellt wurde, kann ich meinen Gedanken die ich damals hatte nicht mehr ganz folgen. Aber soweit ich weis war dieser Schnellwechselstempel der beste da Abstufungen 0,01mm, passende Durchmesser, Standardteil = Preis Leistung gut. Das müsste ich jetzt aber nochmals in der Preisliste recherchieren ist zu lange her. EDIT: Das Hauptproblem empfand ich bei der Genauigkeit die erforderlich ist wenn der Schneidspalt so klein ist, man muß bedenken Ungenauigkeiten bei den Säulen (Ober- zu Unterplatte) und Ungenauigkeiten bei der Stempelaufnahme. Alles aus dem Grund weil Papier relativ weich ist, und eine Gute Schnittqualität erforderlich ist. Toleranzen waren soweit ich weis beim Hersteller +/-0,005mm möglich. Es wär gerade noch gegangen. gruß Heiko ------------------
CAD.de Treffen Stuttgart nicht nur Pro/E!!!! 64bit sind kein Thema mehr ;-) [Diese Nachricht wurde von Press play on tape am 20. Sep. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft

Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 20. Sep. 2011 11:57 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
erstellt am: 20. Sep. 2011 11:57 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
Hallo Heike, wenn ich mir Deine Skizze betrachte, dann ht Du alles aus dem vollen hergestellt und dann die Matrize verstiftet. Frage: wäre es nicht einfacher gewesen, wenn Du den Schnitt so aufgebaut hättest, dass die führungsgebenden Teile eingegossen wären? Das wäre doch bestimmt einfacher gewesen? Nur mal so zur Frage in den Raum geworfen. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!
Beiträge: 1945
Registriert: 30.04.2007
|
erstellt am: 20. Sep. 2011 14:55 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von Gerhard Deeg:
Hallo Heike,wenn ich mir Deine Skizze betrachte, dann ht Du alles aus dem vollen hergestellt und dann die Matrize verstiftet. Frage: wäre es nicht einfacher gewesen, wenn Du den Schnitt so aufgebaut hättest, dass die führungsgebenden Teile eingegossen wären? Das wäre doch bestimmt einfacher gewesen? Nur mal so zur Frage in den Raum geworfen. Gruss Gerhard
Also zunächst mal heiße ich Heiko!  Das Säulengestell besteht bis auf Ober- und Unterplatte aus Normalien. Die Matrize ist nicht verstiftet. Abstreifer fehlt noch, weshalb die Befestigung und so weiter im unteren Bereich unterhalb der Grundplatte offen ist (da fehl noch ein bischen was). Die Matrize ist rund, damit wird ein verstiften hinfällig. Was meinst Du mit eingegossen? Was kann man damit machen, ich kenn das so nicht. Die Platten sind als spanend bearbeit gedacht, es sind ja auch kleine Abmessungen. Edit meint noch ich muß erwähnen, daß man in der Draufsicht ein paar Bohrungen sieht die führ die Schnellwechselvorrichtung des Schneidstempels sind. Die gibts auch zu kaufen (und ebenfalls teuer). gruß Heiko ------------------
CAD.de Treffen Stuttgart nicht nur Pro/E!!!! 64bit sind kein Thema mehr ;-) [Diese Nachricht wurde von Press play on tape am 20. Sep. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Clayton
Ehrenmitglied
Konstrukteur
Beiträge: 1632
Registriert: 07.02.2004 AMD Athlon Phantom II, 6GB, Nvidia Quadro Pro FX 1800
Inventor Series 10
Mathcad 13+14
|
erstellt am: 08. Dez. 2011 23:36 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
Hi, Wenn ich z.B. Stahlblech (sehr duennes) schneide, nehme ich einen Spalt von 0.015-0.020. Meistens verwenden wir duennes Papier um rauszufinden, ob die Teile zentrisch ausgerichtet sind. Wenn alles richtig ist, kommt ein perfekter Schnitt dabei raus. Das Papier ist dann aber auch duenner als 0.10. Und das ist alles, was ich von Papierschneiden weiss. Mit 0.50 Dicke muesstest Du noch viel mehr Spielraum haben. Gruss Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000
|
 erstellt am: 09. Dez. 2011 07:36 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
erstellt am: 09. Dez. 2011 07:36 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
Hallo Heiko, entschuldige bitte, das war bestimmt nur ein Tippfehler von mir, es sollte nicht mehr vorkommen. Mit dem Ausgießen meinte ich folgendes: Es wird die Schnittplatte in dem Fertigmaß hergestellt. Gleichzeitig wird der Stempel in dem gleichen Maß hergestellt wie die Schnittplatte. Das Werkzeug wird zusammengebaut, die Aufnahme für den Stempel aber größer hergestellt. Danach wird der so in die Schnittplatte fest eingepasste Stempel in der Führungsplatte vergossen, Gießmaterial gibt es von verschiedenen Firmen, die auch Schnittwerkzeugnormalien vertreiben. Wenn alles ausgehärtet ist, wird der Stempel um die Schnittluft in dem Bereich wo er schneidet und eintaucht kleiner geschliffen, und schon hast Du eine exakte Schnittluft hergestellt und das Ober- und Unterteil passt sauber zusammen. Bei komplizierteren Stempel, die nicht so leicht nachgeschliffen werden können, kann auch Folie als Schnittluft dazwischen gesteckt werden. HTH Gruss Gerhard Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de
Foren auf CAD.de