| | |
 | Regionalmesse Schraubtec hält im Ruhrpott, eine Pressemitteilung
|
|
Autor
|
Thema: Härteangaben (13618 mal gelesen)
|
71hubi
Mitglied
Maschinenbautechniker

   Beiträge: 13
Registriert: 03.12.2003
|

 erstellt am: 29. Jul. 2009 09:51
erstellt am: 29. Jul. 2009 09:51  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo miteinander, folgendes Problem  : Ich habe Spannpratzen von einer Vorrichtung zum härten - Randschichthärten. Diese wurden in der Vergangenheit immer Durchgehärtet und rissen nach einer weile. Mit Sicherheit lag es auch daran, dass die Kollegen öfters diese zu fest anzogen. Es geht um einen 1.2842 - 90MnCrV8 und soll nach der Wärmebehandlung eine Härte von HRC 59 +/- 1 im Randbereich aufweisen. Welche Angaben benötigt in der Regel eine Härterei und welche Härtetiefe kann ich bei diesen Material angeben/erwarten? Hoffe es gibt jemanden, der mir hierbei behilflich sein kann - im Voraus Danke  . ------------------
Gruß hubi Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft

Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 29. Jul. 2009 10:34 <-- editieren / zitieren --> Unities abgeben: Nur für 71hubi
erstellt am: 29. Jul. 2009 10:34 <-- editieren / zitieren --> Unities abgeben: Nur für 71hubi 
Hallo Hubi, folgendes: 1. Für Spannpratzen würde ich nie den Werkstoff 1.2842 verwenden, denn es ist ein kurzfasriger Schnittstahl, der im Werkzeugbau verwendet wird. 2. Auch würde ich keinen Stahl verwenden mit der Nr.: 1.2767 oder 1.2721, da dieser Stahl bereit etwas längere Fasern hat und auch mehr Biegung aushält als der 1.2842 oder 1.2419. 3. Füe Spannpratzen würde ich an Deiner stelle den Stahl 1.2162 verwenden. Dieser Stahl wird an der Oberfläche aufgekohlt und nur im Randbereich gehärtet. Im Kern bleibt dieser Stahl weich und biegsam. Du solltest bei einer solchen Anwendung auf einen Stahl zurückgreifen, der weniger als 0,21% Kohlenstoff beinhaltet. Denn jder Stahl, der mehr hat, gilt als Durchhärter und ist für Deine Anwendung für Spannpratzen nicht gut. HTH Gruss Gerhard Gruss Gerhard  ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
71hubi
Mitglied
Maschinenbautechniker
Beiträge: 13
Registriert: 03.12.2003
|
 erstellt am: 29. Jul. 2009 11:10 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 29. Jul. 2009 11:10 <-- editieren / zitieren --> Unities abgeben:
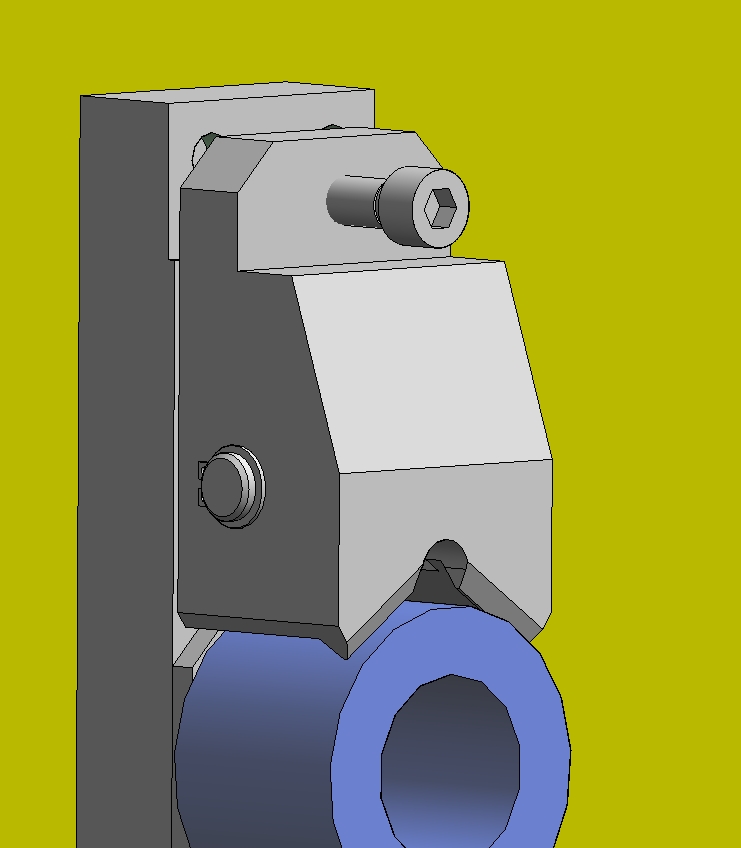
Hallo Gerhard, vielen dank für deine Info ... Jedoch wurde mir das Material zugewiesen. Auf der Zeichnung legte ich die Härteangaben mal folgend fest: Härtetemperatur 800°C Anlaßtemperatur 250°C Anlaßzeit 2 std. HRC 59 +/- 1 Härtetief 2 - 3mm Hoffe der Härter kommt damit klar. In der Mitte der Spannpratze wurde zuvor Scharfkantig gefertigt. Dort ist diese auch des Öfteren gerissen. Wie du auf dem Bild sehen kannst, bin ich hingegangen und habe es mit Radien versehen.  ------------------
Gruß hubi Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 29. Jul. 2009 11:23 <-- editieren / zitieren --> Unities abgeben: Nur für 71hubi
erstellt am: 29. Jul. 2009 11:23 <-- editieren / zitieren --> Unities abgeben: Nur für 71hubi
Hallo Hubi, das kann nicht funktionieren. Denn bei den Angaben mit einem Kohlenstoffgehalt von 0.9% ist das bei den Temperaturen ein genereller Durchhärter. Es sollten sich vielleicht noch Materialexperten zu Wort melden, die etwas tiefer in die Materie einsteigen könnten. Ich würde sagen, wenn Du den Stahl wie einen Einsatzstahl behandelst, und das kann man den Härtereien mitteilen, dann könnte es noch klappen. Schau Dir doch mal beide PDFs an und leg diese mal nebeneinander und kennzeichne Dir den Unterschied in der Temperatur und der Aufkohlung. Einen Vorschlag hätte ich noch, ruf doch mal bei Deiner Härterei an und schildere den Zustand und was Du machen willst. Vielleicht sagen sie Dir, dass Du den Stahl nur bis 48HRc oder 52HRc härten darfst.
Versuch es mal Gruß Gerhard
p.s. Radien in den Übergangsstellen sind auf jeden Fall von Vorteil. ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 29. Jul. 2009 11:38 <-- editieren / zitieren --> Unities abgeben: Nur für 71hubi
Härtetemperatur 800°C Anlaßtemperatur 250°C Anlaßzeit 2 std. HRC 59 +/- 1 Härtetief 2 - 3mm Solche Angaben würde ich nie machen. Dann bist Du hinterher schuld wenn etwas schief läuft.
Gib der Härterei die Härte vor und sonst nichts.
Evtl. noch die Einhärtetiefe und Angaben zum Anlassen, wenn die Teile beschichtet werden sollen. ------------------
Klaus Solid Edge V 19 SP12 Acad LT 2000 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
dietersbg68
Mitglied
Werkzeugmacher
Beiträge: 58
Registriert: 12.02.2007
|
erstellt am: 29. Jul. 2009 11:53 <-- editieren / zitieren --> Unities abgeben: Nur für 71hubi
Hallo Hubi Der 1.2842 wird immer durchhärten, wenn Du nur die Randschicht gehärtet haben willst musst Du einen Einsatzstahl nehmen.
Wo bricht das Teil denn ? Eventuell kann man konstruktiv was machen (Ich denke da an den scharfen Übergang oben, wo die Schraube ist).
Die Angaben auf der Zeichnung bezüglich Temperatur etc. sind unnötig bzw. kontraproduktiv, gib einfach Material und gewünschte Härte an, nur bei Einsatz- oder Nitrierstählen gehört noch die Härtetiefe dazu. sg Dieter Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
carsten-3m
Mitglied
Dipl.-Ing. Mbau (Produktmanagement, Patent- und Normwesen)
Beiträge: 950
Registriert: 08.05.2007 Pro/E Wildfire 4
PDMLink
|
erstellt am: 29. Jul. 2009 12:17 <-- editieren / zitieren --> Unities abgeben: Nur für 71hubi
|
ulrix
Mitglied
Maschinenbauingenieur
Beiträge: 744
Registriert: 10.07.2007 Core 2 Duo 2,13 GHz / 2GB RAM
GeForce 7900 / 256 MB
Space Navigator
XP Pro SP2
AIS 2010
|
erstellt am: 30. Jul. 2009 15:01 <-- editieren / zitieren --> Unities abgeben: Nur für 71hubi
Wie Dieter schon geschrieben hat, Angabe der gewünschten Härte (inkl. Toleranz) und der Härtetiefe sollte reichen. Die Leute in der Härterei müssen dann eigentlich wissen, was zu tun ist, d. h. Temperaturen und Zeiten festlegen. Einzige Ergänzung: Die Angabe der Härtetiefe ist nicht nur fürs Einsatzhäärten und Nitrieren, sondern auch fürs Flamm- oder Induktionshärten relevant. Die beiden zuletzt genannten Verfahren wären prinzipiell geeignet (wenn auch eher unüblich), wenn Deine Spannpratzen unbedingt aus 90MnCrV8 sein und im Kern zäh bleiben sollen. Alternativvorschlag: Mach die Pratzen aus 1.2343. Vergütet auf 45 bis 50 HRC hat der eine hohe Festigkeit (Ca. 1400 bis 1600 N/mm²) und eine ordentliche Zähigkeit (Bruchdehnung etwa 10%).
1.2343 ist zwar ein Warmarbeitsstahl, aber er verträgt auch Raumtemperatur (siehe auch im Werkstoffdatenblatt unter "Verwendung"). Ulrich Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Charly Setter
Moderator
    

Beiträge: 12008
Registriert: 28.05.2002 Trau keiner Diva unter SP3....
|
erstellt am: 30. Jul. 2009 19:48 <-- editieren / zitieren --> Unities abgeben: Nur für 71hubi
Gut, mein Standardstahl für solche Fälle wäre ein 16MnCr5 oder 20nCr5 (kommt Gerhards Vorschlag schon recht nahe  ). Ein Durchhärter ist auf alle Fälle fehl am Platz. (Wer kommt den auf die Idee einen Durchhärter noch aufzukohlen..... ) Angaben zum Härteverfahren nicht auf die Zeichnung schreiben, nur Härte, Härtetiefe und Anlaßtemperatur. Der Rest ist das Handwerk der Härterei.
(Ausnahmen bestätigen die Regel, z.B. wenn durch spezielle Temperaturverläufe spezielle Eigenschaften erreicht werden sollen, z.B. Restaustenid-Umwandlung) CU ------------------
Der vernünftige Mensch paßt sich der Welt an;
der unvernünftige besteht auf dem Versuch, die Welt sich anzupassen. Deshalb hängt aller Fortschritt vom unvernünftigen Menschen ab.
(George Bernard Shaw) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
71hubi
Mitglied
Maschinenbautechniker
Beiträge: 13
Registriert: 03.12.2003
|
 erstellt am: 31. Jul. 2009 14:30 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 31. Jul. 2009 14:30 <-- editieren / zitieren --> Unities abgeben:
Hallo miteinander… einfach toll  , wie man hier Unterstützung erfährt. Danke euch für die Hilfe und welches Material ich das nächste Mal, für diese Anwendung nehmen sollte. Haben Gott sei dank wurden vier von den Spannpratzen angefertigt. Zwei werde ich nun mal härten lassen - was anderes wird auf die schnelle nicht möglich sein. Eine wird nitriert - Härteschicht nicht so berauschend (wird man sehen, was mit dieser passiert) und die vierte bleibt erst einmal so. Wünsche euch allen ein erholsames WE ------------------
Gruß hubi Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
mboemelburg
Mitglied
WZ_Konstrukteur
Beiträge: 244
Registriert: 29.09.2003
|
erstellt am: 06. Apr. 2010 12:47 <-- editieren / zitieren --> Unities abgeben: Nur für 71hubi
Wenn`s ein bißchen teurer sein darf, aber wirklich gute Qualität könnte man einen Nitrierstahl nehmen. Material 1.2311
Den würde ich plasmanitrieren lassen.(Härtetiefe vorgeben..)
Grudsätzlich hat dieser Stahl auch schon eine sehr
hohe Mindestzugfestigkeit, was ja dem Ansruch an eine
Spannpratze gerecht wird. Gruss Martin Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 26. Jun. 2010 11:12 <-- editieren / zitieren --> Unities abgeben: Nur für 71hubi
Hallo Hubi, Zitat:
Original erstellt von 71hubi:
Hallo miteinander
einfach toll , wie man hier Unterstützung erfährt. Danke euch für die Hilfe und welches Material ich das nächste Mal, für diese Anwendung nehmen sollte.
Haben Gott sei dank wurden vier von den Spannpratzen angefertigt. Zwei werde ich nun mal härten lassen - was anderes wird auf die schnelle nicht möglich sein. Eine wird nitriert - Härteschicht nicht so berauschend (wird man sehen, was mit dieser passiert) und die vierte bleibt erst einmal so.
Wünsche euch allen ein erholsames WE
Nun ist ja schon fast ein Jahr vergangen, wie ist denn die ganze Sache ausgegangen? Haben denn die Spannpratzen gehalten? Es wäre schön, wenn Du mal einen Bericht darüber geben könntest. Nice WE Gerhard
[Edit] Rechtschreibfehler
------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung
[Diese Nachricht wurde von Gerhard Deeg am 26. Jun. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de