| | |  | SOLIDWORKS NEXT | Episode 3: Von CAD Zu Code - Nahtlose Konstruktion und virtuelle Roboterprogrammierung, ein Webinar am 15.09.2026
|
|
Autor
|
Thema: Blechteil fertigbar? (2144 mal gelesen)
|
K.S.-
Mitglied
Technischer Zeichner

   Beiträge: 10
Registriert: 02.07.2019 SolidWorks 2017
MegaCad 2014
AutoCad2018
|

 erstellt am: 12. Aug. 2019 14:28
erstellt am: 12. Aug. 2019 14:28  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
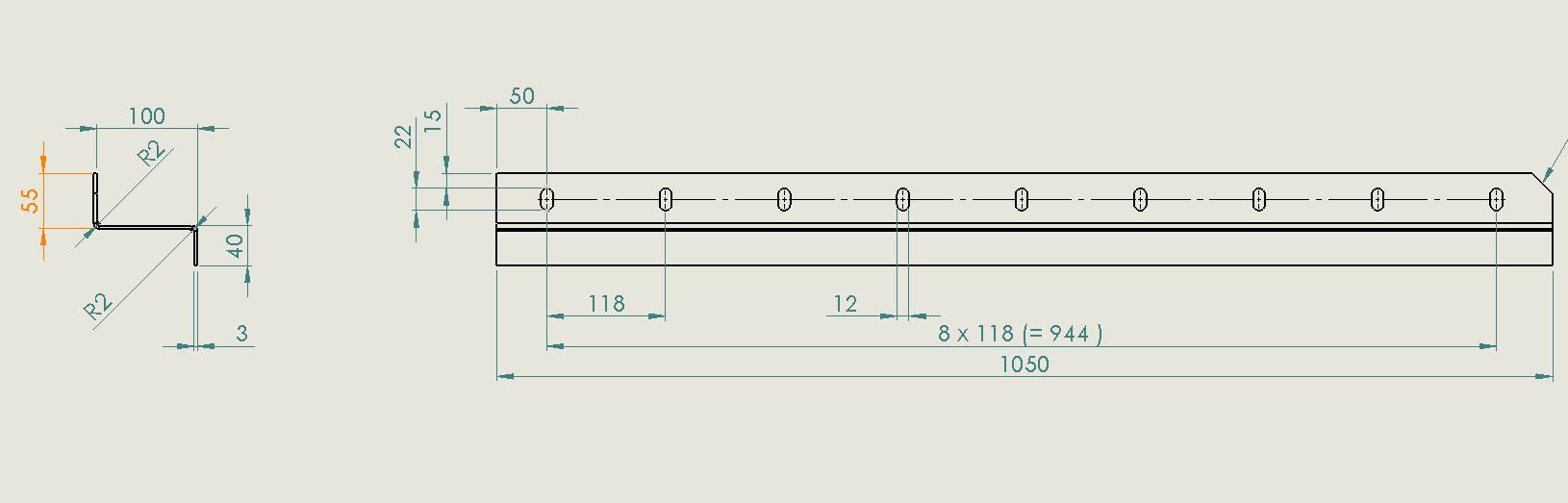
Hallo Zusammen, und zwar ist das Gebiet Blechteile für mich ziemlich neu (Zeichnerisch wie handwerklich). Ist das Blechteil
im Anhang geschickt bzw. ungeschickt bemaßt bzw. ist es überhaupt möglich dies zu fertigen?
Die Abwicklung habe ich bewusst nicht angegeben, da mir gesagt wurde, dass ich das dem Hersteller überlassen soll wie er es machen soll es muss nur definiert sein wie es am Ende aussehen soll. Vielen Dank im Voraus Gruß Stefan Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Börga
Mitglied
Dipl.-Ing. Maschinenbau/Konstruktionstechnik
Beiträge: 630
Registriert: 09.07.2003 SolidWorks Professionell 2023 SP5.0
SolidWorks PDM
Intel® Core® i9-13900K
32 GB RAM
NVIDEA RTX A4000
Windows 11 Pro
|
erstellt am: 12. Aug. 2019 15:08 <-- editieren / zitieren --> Unities abgeben: Nur für K.S.- 
Moin, Schenkellängen werden in der Regel komplett bemaßt. Die 100 würde also von den Außenkanten bemaßt und 103 ergeben. Ich bin mir nicht sicher, ob der Biegeradius R2 hergestellt werden kann. Den halte ich für sehr klein und ohne Kenntnis des Werkstoff, kann man da eh nichts definitives zu sagen. Ansonsten sollte es aus den üblichen Werkstoffen problemlos zu fertigen sein. ------------------
Gruß Christian 
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
goofy_ac
Mitglied
Produktentwickler
Beiträge: 1156
Registriert: 20.06.2006 Dell Precision 7740; i7/9850@2,6GHz
Quadro RTX5000; 32GB; Win10x64 prof.
SWX2025 SP5; dbWorks R23 SP 2.8
|
erstellt am: 12. Aug. 2019 15:08 <-- editieren / zitieren --> Unities abgeben: Nur für K.S.-
Hallo Stefan also im Prinzip spricht nix gegen ein solches Profil. Die Abwicklung dem Fertiger zu überlassen, ist ein gut gemeinter Rat, den Du Ernst nehmen solltest! Hintergrund ist, dass im Grunde (Ausnahmen bestätigen die Regel) jedes Blech in jeder Kantrichtung auf jeder Kantbank einen anderen k-Faktor benötigt. Dafür gibt es sogenannte Biegetabellen, die in Solidworks hinterlegt werden können. Problematisch wirds, wenn Du das gleiche Blech bei jemand anderem fertigen lässt, dessen k-Faktoren anders sind - schon wird Deine Abwicklung reif für die Schrottbox... Der k-Faktor berücksichtigt bei der Kantung die neutrale Faser, evtl. plastische auftretende Verformungen, Eigenheiten der Werkzeuge, um Material-Zugaben für die Kantung zu errechnen Möchtest Du Deinem Fertiger bei komplexen Teilen etwas Gutes tun? Dann gib ihm das Solidworks-Modell, wenn er mit dem gleichen Programm unterwegs sein sollte, ansonsten ein Step-Modell mit. Das ist oft einleuchtender, als die wildeste Zeichnung. Zudem sollte jede Fläche in der Zeichnung einmal komplett dargestellt werden, also ohne Bruchkanten. Dann kann der Fertiger, falls er mit einfachen Tools unterwegs ist, die Ansicht fix auf seine Fläche legen, muss nichts nachkonstruieren Nachfragen solltest Du, wie viel Randabstand Dein Fertiger für Konturen in der Nähe von Kantungen benötigt (Langloch hier: 15mm, für meinen Geschmack mehr als ausreichend), dies ist blechdickenabhängig. Bist Du zu nahe an der Biegelinie, wird sich die Blechkante in dem Ausbruch (bzw. hier Langloch) aufwerfen - ist abhängig von Material, Stärke und Maschine Was ich bei solchen Profilen gerne vermeide, ist eine wechselnde Bemassung Innen / Aussen. Bei dünnen Blechen, bei denen man nicht mehr sehen kann, wo die Masshilfslinie angreift, sind Fehler vorprogrammiert (oder einfach in die Bemassung "Innen / Aussen" als Klartext mit einfügen). Ich wäre hier zB. von den 100 auf 103 gegangen, lässt sich mit dem Messschieber nach der Kantung leicht und ohne (falsch) zu rechnen, kontrollieren Viele Grüße - Axel Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
maximal
Mitglied
Konstrukteur
Beiträge: 508
Registriert: 08.01.2003 SolidWorks 2018 SP5
Keytech 13
WIN 10
Composer, Simulation, Tacton & Lino
|
erstellt am: 12. Aug. 2019 15:09 <-- editieren / zitieren --> Unities abgeben: Nur für K.S.-
|
Heiko Soehnholz
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. (FH) Maschinenbau

Beiträge: 5683
Registriert: 03.07.2002 SOLIDWORKS 2001 - 2026
Elite AE Award 2023
SOLIDWORKS Premium, 3DEXPERIENCE,
Simu, Flow, Plastics, Composer, MBD,
Inspection, PDMP, Visualize, TopsWorks,
Bechtle Tools, JobBox, MacroSheet, etc.
Passungstabelle von Heinz
WIN11 25H2 | HP ZBook 17 Fury G8
|
erstellt am: 12. Aug. 2019 15:29 <-- editieren / zitieren --> Unities abgeben: Nur für K.S.-
|
Christian_W
Ehrenmitglied V.I.P. h.c.
Konstrukteur (Dipl-Ing)
Beiträge: 3442
Registriert: 04.04.2001 CSWP 12/2015<P>SWX2021sp5 Win10/11
(SWX2016, SWX2012)
proAlpha6.2e00/calinkV9
(Tactonworks)
(Medusa7, NesCAD2010,
solidEdge19)
|
erstellt am: 12. Aug. 2019 18:16 <-- editieren / zitieren --> Unities abgeben: Nur für K.S.-
Hallo, Wenn die 100mm konstruktiv wichtig sind, würde ich die auch als Maß so dran lassen, aber z.B. mit Toleranzangabe versehen.
Nachher kommt noch einer der nur noch 5mm Blech hatte und die 103 eingehalten hat. Dann bekommst du statt 100 mm nur noch 98 mm
 Die 103 würde ich dann vielleicht geklammert dazugeben, dann kann eigentlich nichts mehr schief gehen. Das mit den 2mm Radius solltest du noch klären  Gruß, Christian_W
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de
Foren auf CAD.de