| | |
 | Simulation Prozess- und Datenmanagement Diskussionsrunde | monatlich Termin: in 10 Tagen |
| | |
 | Besichtigung der MAIT.Cloud in Frankfurt | 07.10.2026, eine Veranstaltung am 07.10.2026
|
|
Autor
|
Thema: Maschine ruckelt bei 5 Achsen-Simultan (10256 mal gelesen)
|
Schrottkiste
Mitglied
CAM Programmierer, Zerspaner

   Beiträge: 138
Registriert: 08.11.2006 NX4 CAD/CAM
NX5 CAD/CAM
NX6 CAD/CAM
|

 erstellt am: 07. Dez. 2006 00:40
erstellt am: 07. Dez. 2006 00:40  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo, Wenn ich 5 Achs-Simultan fräse ruckelt manchmal die Maschine ganz schön... das versaut mir dann die ganze Freiformfläche. (Einstellung auf Rauhtiefe) Hat auch nichts mit dem An- und Abfahren zu tun, sie ruckelt mitten auf der Fläche. Hat jemand vielleicht Ahnung ob man im UG da noch was einstellen kann damit die Achsbewegungen flüssiger werden? (Verkettungstoleranz, oder Konturtoleranz im Menü Bearbeiten- steht bei mir Standardmäßig auf 0,3) etc. Bei der 5 Achsenschulung hat man mir damals gesagt das man unbedingt die Innentoleranz gleich der Aussentoleranz wählen sollte, das ist auch der Fall.
Oder müsste ich da an der Steuerung was machen- Maschinenparameter, Maschinenhersteller (DMG) etc. ?
Vielen Dank
------------------
Wunder sind nicht unmöglich, sie dauern nur ein kleines bisschen länger... Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
volodja
Mitglied
Beiträge: 39
Registriert: 19.03.2006 TEBIS,CATIA V4-V5
UG ab NX2
|
erstellt am: 07. Dez. 2006 15:23 <-- editieren / zitieren --> Unities abgeben: Nur für Schrottkiste 
Guten Tag, Die Flächenqualität haben Sie schon überprüft, nehme ich an. Wenn PART/DRIVE GEOMETRIE aus mehreren Flächen besteht, dann kann! es hier liegen. Viel kann auch von der ausgewählten Strategie abhängen. Zitat:
Konturtoleranz im Menü Bearbeiten- steht bei mir Standardmäßig auf 0,3
Vielleicht 0.03? Aber ich würde 0.01 trotzdem testen. Falls die erste zwei Vermutungen überprüft sind, dann würde ich ganz einfach die Fräsbahnen in diesem Bereich genauer anschauen bzw. analysieren mit kleineren Schritten, also 0.01. Wenn sich die Koordinaten flüssig und allmählich ändern, keine Sprunge usw., dann liegt die Ursache an der Maschine. Kann sein, aber das ist für mich schwer vorstellbar: einfach irgendwo in der Mitte rückeln und dann wieder ruhig weiterfahren.... Zitat:
Bei der 5 Achsenschulung hat man mir damals gesagt das man unbedingt die Innentoleranz gleich der Aussentoleranz wählen sollte
Ich habe das nicht gehört. Unbedingt muss es IMHO nicht sein; meistens, aber es kommt auf die Fräsbahnqualität an. nicht sein; meistens, aber es kommt auf die Fräsbahnqualität an.
------------------
mfg Vladimir
Werkzeugkonstruktion und NC-Programmierung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wede
Mitglied
Beiträge: 340
Registriert: 03.02.2004 NX12
NX1961
Win10
|
erstellt am: 11. Dez. 2006 14:29 <-- editieren / zitieren --> Unities abgeben: Nur für Schrottkiste
|
Schrottkiste
Mitglied
CAM Programmierer, Zerspaner
Beiträge: 138
Registriert: 08.11.2006 NX4 CAD/CAM
NX5 CAD/CAM
NX6 CAD/CAM
|
erstellt am: 11. Dez. 2006 15:38 <-- editieren / zitieren --> Unities abgeben:
Hallo Maschine ist eine DMU 60T 5Achsen... mit Heidenhain iTNC530.
Die Maschine ist zwar nicht die erste Wahl in 5 Achsen Simultan (wahrscheinlich wäre eine DMU P hidyn oder DuoBlock da viel besser) allerdings darf auch bei der 60 T meiner Meinung nach nichts ruckeln (bei Senkrecht zur Verfahrfläche oder relativ zur Verfahrfläche)vielleicht hat ja noch jemand nen Tip für mich  Danke
------------------
Wunder sind nicht unmöglich, sie dauern nur ein kleines bisschen länger... Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
highspeed
Mitglied
CAD CAM
Beiträge: 9
Registriert: 03.06.2004
|
erstellt am: 12. Dez. 2006 00:39 <-- editieren / zitieren --> Unities abgeben: Nur für Schrottkiste
|
Wede
Mitglied
Beiträge: 340
Registriert: 03.02.2004 NX12
NX1961
Win10
|
erstellt am: 12. Dez. 2006 07:22 <-- editieren / zitieren --> Unities abgeben: Nur für Schrottkiste
Hallo Schrottkiste! Mit der Heidenhain-Steuerung kenne ich mich nicht aus,
aber es gibt sicher ähnliche Einträge wie für die Siemens. Wir haben unseren Programmen den Zusatz "COMPCAD" angefügt, und das Ruckeln war weg.
(DMU 35M 3Achsen + 2 manuelle Schwenkachsen) Dann kann man auch noch das Verschleifen und die Toleranzen angeben ... Also Steuerungsmäßig ist bei der Siemens 840D einiges drinnen.
Wird sicher bei der Heidenhain ähnlich sein. Wir arbeiten auch noch mit einer reinen HSC-Maschine (Digma mit ATEK HSPlus Steuerung).
Bei dieser Maschine ist uns gesagt worden, daß man die Verfahrtoleranz
der Maschine gleich der Berechnungstoleranz des CAM-Systems setzen soll.
Nutzt aber in einigen Fällen nicht´s (sogar 2,5D Programme machen Ärger) Welche Strategie wählst du für die Programmierung?
Uns ist aufgefallen, daß man mit AreaMill - On Part gerechneten Programmen die meisten (eigentlich immer) Probleme hat.
AreaMill - On Plane geht meist recht flott.
Haben uns deswegen auch schon mit UG unterhalten - Antwort: Maschine (Steuerung)für die vielen Punkte zu langsam.
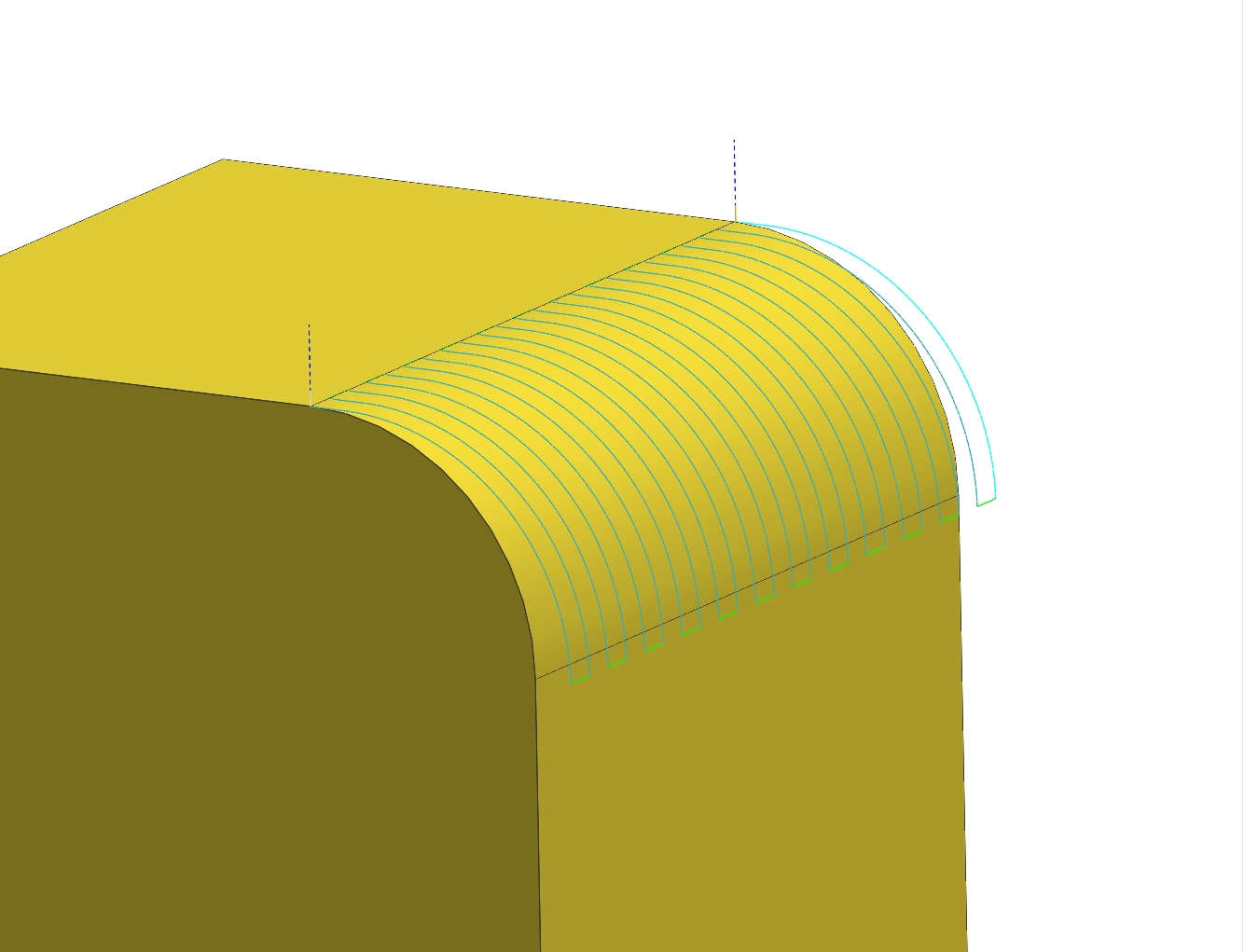
Versuch mal ein verundete Kante (siehe Anhang)
einmal On Plane und einmal On Part zu berechnen und sieh die dann mal die Programmgrößen an!!! Gruß
Wede Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Schrottkiste
Mitglied
CAM Programmierer, Zerspaner
Beiträge: 138
Registriert: 08.11.2006 NX4 CAD/CAM
NX5 CAD/CAM
NX6 CAD/CAM
|
erstellt am: 12. Dez. 2006 10:24 <-- editieren / zitieren --> Unities abgeben:
Hallo,
@highspeed: meine natürlich 0.03 als Innen- Aussentoleranz (Standart)
@wede: da könntest du recht haben, bei Heidenhain gibt es einen Zyklus 32 Toleranz (im Handbuch steht das die TNC dann die Kontur automatisch glättet und ruckelfreier laufen soll) muß ich ausprobieren Die werde ich dann sicher genau so hoch wählen wie im UG (0.03) mal sehen was passiert. 3-Achsig Schlichten läuft alles bestens, egal ob mit Z-Level oder Fixed Contur oder gemischt bei Steil und Flachbereichen. Die Oberflächen sind 3 Achsig spitze. 5 Achsig versaut es mir nur die Oberfläche, hoffe das ruckeln jetzt in den Griff zu bekommen. Was auch nicht gut ist bei 5 Achsen ist die Ausgleichsbewegung der C-Achse, dann hat das Werkzeug immer Gelegenheit sich freizuschneiden wenn sich auf der Mitte der Kontur der Tisch drehen muß.
Wenn es 3 Achsig geht, was meist der Fall ist, dann werd ich wahrscheinlich auch 3Achs dem 5 Achsen vorziehen. Grüße ------------------
Wunder sind nicht unmöglich, sie dauern nur ein kleines bisschen länger... Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Ex-Mitglied | |
Schrottkiste
Mitglied
CAM Programmierer, Zerspaner
Beiträge: 138
Registriert: 08.11.2006 NX4 CAD/CAM
NX5 CAD/CAM
NX6 CAD/CAM
|
erstellt am: 13. Nov. 2008 15:19 <-- editieren / zitieren --> Unities abgeben:
Mahlzeit das mit dem ruckeln ist jetzt schon etwas länger her... mittlerweile läuft alles rund Es lag ganz einfach am PP, der hatte die HH Achsvektoren mit zu wenigen Nachkommastellen ausgegeben.
Grüße
------------------
Fehler vermeidet man indem man Erfahrung sammelt, Erfahrung sammelt man indem man Fehler macht Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

| | Projektleiter/in / Statiker / Tragwerksplaner (m/w/d) Hoch- und Ingenieurbau Fachrichtung Bauwesen, Massivbau | Das Ingenieurbüro Nold hat sich seit mehr als 25 Jahren als ein kompetenter und zuverlässiger Partner im Bereich der Tragwerksplanung im klassischen Hochbau etabliert. Wir stehen für innovative und präzise Tragwerksplanung im Hochbau. Mit Leidenschaft, Erfahrung und modernster 3D-BIM-Technologie entwickeln wir maßgeschneiderte Lösungen für gewerbliche, öffentliche und private Auftraggeber. Unser Standort in Trebur und Karlsruhe verbindet technische Kompetenz mit Teamgeist.... | | Anzeige ansehen | Feste Anstellung |
|
Wede
Mitglied
Beiträge: 340
Registriert: 03.02.2004 NX12
NX1961
Win10
|
erstellt am: 13. Nov. 2008 16:28 <-- editieren / zitieren --> Unities abgeben: Nur für Schrottkiste
|

 Foren auf CAD.de
Foren auf CAD.de



 |
|