|
Autor
|
Thema: Heidenhain TNC 530i Messprogramm (7137 mal gelesen)
|
Bryant
Mitglied

   Beiträge: 46
Registriert: 04.03.2010 Windows XP 32/64bit
Vista - gelöscht^^
Windows 7 Home Premium/Ultimate 64bit
SolidWorks 2009 SP 5.1
SolidCam 2009
|

 erstellt am: 13. Okt. 2010 20:14
erstellt am: 13. Okt. 2010 20:14  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo, kann mir jemand eine kleine Anleitung geben wie man ein Messprogramm schreibt? Wir haben Teile mit z.B. einer 770H7 die in der Maschine angetastet werden müssen was leider alles nur per Hand geht. Die Werte müssen am ende auch noch verrechnet werden wo es imer mal wieder zu kleinen fehlern kommt.
Leider habe ich im Internet nichts brauchbares gefunden.
Bei der Maschine handelt es sich um eine Hermle C1200. Wäre echt klasse wenn jemand helfen könnte  ------------------
 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Frau-PROE
Ehrenmitglied V.I.P. h.c.
Trän-Närrin

Beiträge: 2785
Registriert: 01.07.2009 Privat:
DELL Vostro 1710
WinXP-Pro
Wildfire4 M020 SE
CoCreate PE 2.0
Dienstlich:
NIX
Arbeitslos und Spaß dabei!
|
erstellt am: 14. Okt. 2010 20:21 <-- editieren / zitieren --> Unities abgeben: Nur für Bryant 
Hallo Bryant, herzlich willkommen im Forum!  Zitat:
Original erstellt von Bryant:
...kann mir jemand eine kleine Anleitung geben wie man ein Messprogramm schreibt?
Klar! Das geht immer noch genau so, wie auf den alten TNC 150ern. Du kannst entweder "nur messen", oder bei Bedarf (Serien) sogar die gemessene Abweichung an die Werkzeugkorrektur des Schlichtwerkzeuges weiterreichen und das Teil so lange "nachschlichten" lassen, bis es passt. Hier mal die Stichwortartige Anleitung für ein einfaches "Messen einer Bohrung" im Programm:
(im Beispiel angenommener Nullpunkt = Werkst.-Oberkante und ungefähr mitte Bohrung) Code:
TOOL CALL (Messtaster) Z S0
FN0:Q1=+770
FN0:Q2=+770,08FN0:Q3=+360 (Vorpositionieren 1.Achse)
FN0:Q4=+0 (Vorpositionieren 2.Achse)
FN0:Q5=+50 (Rückzugsebene Z-Achse)
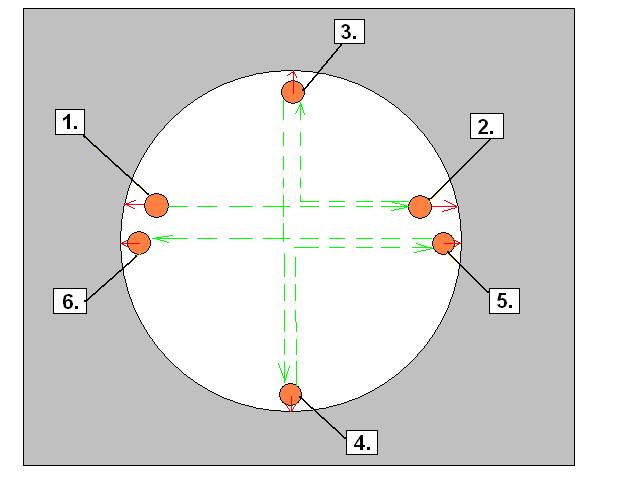
FN0:Q6=+10 (Lage der Messebene Z-Achse. Achtung negativ!) L X-Q3 Y+Q4 Z+Q5 R0 F1000 M19 // Anfahren zum "Bohrung finden"
TCH PROBE 0.0 BEZUGSEBENE Q11 X- // 1. Messwert wird in Q11 abgelegt
TCH PROBE 0.1 X-Q3 Y+Q4 Z-Q6
L X+Q3
TCH PROBE 0.0 BEZUGSEBENE Q12 X+ // 2. Messwert wird in Q12 abgelegt
TCH PROBE 0.1 X+Q3 Y+Q4 Z-Q6
FN1: Q21 = +Q11 + +Q12 // Beide Messwerte addieren (+und-) als Q21
FN4: Q22 = +Q21 / +2 // und durch 2 teilen (Mittenversatz in X)=Q22
L X+Q22 // X-Achse auf "wahre" Bohrungsmitte fahren
L X+Q22 Y+Q3 // 1.Anfahren zum echten Messen (Y+)
TCH PROBE 0.0 BEZUGSEBENE Q51 Y+ // Y+ Messwert wird in Q51 abgelegt
TCH PROBE 0.1 X+Q22 Y+Q3 Z-Q6
L X+Q22 Y-Q3 // 2.Anfahren zum echten Messen (Y-)
TCH PROBE 0.0 BEZUGSEBENE Q52 Y- // Y- Messwert wird in Q52 abgelegt
TCH PROBE 0.1 X+Q22 Y-Q3 Z-Q6
FN2: Q61 = +Q51 - +Q52 // hier kommt das erste Ergebnis als Q61: (gemessener Durchmesser in Y-Richtung)
FN1: Q23 = +Q51 + +Q52 // Beide Messwerte addieren (+und-) als Q23
FN4: Q24 = +Q23 / +2 // und durch 2 ergibt Mittenversatz in Y(=Q24)
L X+Q22 Y+Q24 // Mitte Bohrung
L X+Q3 Y+Q24 // 3. Anfahren zum echten Messen (X+)
TCH PROBE 0.0 BEZUGSEBENE Q53 X+ // X+ Messwert wird in Q53 abgelegt
TCH PROBE 0.1 X+Q3 Y+Q24 Z-Q6
L X-Q3 Y+Q24 // 4. Anfahren zum echten Messen (X-)
TCH PROBE 0.0 BEZUGSEBENE Q54 X- // X- Messwert wird in Q54 abgelegt
TCH PROBE 0.1 X-Q3 Y+Q24 Z-Q6
FN2: Q62 = +Q53 - +Q54 // hier kommt das zweite Ergebnis als Q62: (gemessener Durchmesser in X-Richtung)
STOP
Falls Du möchtest, könntest Du jetzt beide Messwerte (Q61 und Q62) noch miteinander addieren und halbieren um einen "mittleren Wert" zu erhalten.
und per "IF" Abfrage wäre es möglich, das Fräswerkzeug anzupassen und ggf. erneut zu schlichten. Also z.B. das kleinste Sollmaß vom mittleren Messwert abziehen lassen und falls der Wert größer als Null ist, kommt der Schlichter nochmal (ggf. mit verändertem Q108) Alles klar soweit?
Falls nicht, dann frag ruhig nochmal hier nach.
Ich freue mich über jedes Feedback.
Liebe Grüße,
Nina
------------------
Looking Beyond The End Of Our Noses (Active Minds)
 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bryant
Mitglied
Beiträge: 46
Registriert: 04.03.2010 Windows XP 32/64bit
Vista - gelöscht^^
Windows 7 Home Premium/Ultimate 64bit
SolidWorks 2009 SP 5.1
SolidCam 2009
|
erstellt am: 15. Okt. 2010 15:05 <-- editieren / zitieren --> Unities abgeben:
ach ist das mal einfach und funktioniert auch ohne probleme. nur ein problem habe ich ;-) wie komme ich an das Messergebniss wenn es bei einem Q Parameter hinterlegt ist? müsste ich mir ja als "Zahl" irgendwo anzeigen lassen.... aber danke erstmal für die richtig gute erklärung! ------------------
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Frau-PROE
Ehrenmitglied V.I.P. h.c.
Trän-Närrin
Beiträge: 2785
Registriert: 01.07.2009 Privat:
DELL Vostro 1710
WinXP-Pro
Wildfire4 M020 SE
CoCreate PE 2.0
Dienstlich:
NIX
Arbeitslos und Spaß dabei!
|
erstellt am: 15. Okt. 2010 16:14 <-- editieren / zitieren --> Unities abgeben: Nur für Bryant
Hallöchen, Zitat:
Original erstellt von Bryant:
ach ist das mal einfach und funktioniert auch ohne probleme...
Das freut mich zu hören, ich schreibe hier nämlich nur aus der blassen Erinnerung heraus. (habe seit Jahren nichts mehr mit der Fertigung zu tun) Zitat:
Original erstellt von Bryant:
...wie komme ich an das Messergebniss wenn es bei einem Q Parameter hinterlegt ist?
Früher ging das mal so: In Programmlauf Satzfolge:
STOP Satz (oder M0) abwarten, dann einfach auf die [Q] Taste drücken.
Parameter wir am oberen Bildschirmrand angezeigt.
Mit Pfeilteste bis zum gewünschten Parameter "blättern" Im Einzelsatz:
Nach jedem Satz ist es möglich, die Parameter durch druck auf [Q] zu betrachten.
Das wird vermutlich immer noch so sein, oder?
Liebe Grüße,
Nina ------------------
Looking Beyond The End Of Our Noses (Active Minds)
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bryant
Mitglied
Beiträge: 46
Registriert: 04.03.2010 Windows XP 32/64bit
Vista - gelöscht^^
Windows 7 Home Premium/Ultimate 64bit
SolidWorks 2009 SP 5.1
SolidCam 2009
|
erstellt am: 15. Okt. 2010 20:38 <-- editieren / zitieren --> Unities abgeben:
|
Frau-PROE
Ehrenmitglied V.I.P. h.c.
Trän-Närrin
Beiträge: 2785
Registriert: 01.07.2009 Privat:
DELL Vostro 1710
WinXP-Pro
Wildfire4 M020 SE
CoCreate PE 2.0
Dienstlich:
NIX
Arbeitslos und Spaß dabei!
|
erstellt am: 15. Okt. 2010 23:57 <-- editieren / zitieren --> Unities abgeben: Nur für Bryant
Zitat:
Original erstellt von Bryant:
..glei mal zur maschine und probieren
Kleiner Nachtrag:
Mir fällt gerade ein, bzw. glaube ich mich erinnern zu können, dass das [Q] ab irgendeiner Version nur noch in "Positionieren mit Handeingabe" richtig funktioniert. (Ab TNC 430, oder so)
Also ggf. Betriebsart wechseln, dann [Q]. (oder war es etwa doch [Q-def]?)  Sorry, hab' ich leider vergessen... 
LG, Nina
------------------
Looking Beyond The End Of Our Noses (Active Minds)
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bryant
Mitglied
Beiträge: 46
Registriert: 04.03.2010 Windows XP 32/64bit
Vista - gelöscht^^
Windows 7 Home Premium/Ultimate 64bit
SolidWorks 2009 SP 5.1
SolidCam 2009
|
erstellt am: 17. Okt. 2010 14:50 <-- editieren / zitieren --> Unities abgeben:
wenn ich, egal in welchem Modi, "Q" betätige komme ich die eine Parametertabelle wo ich die "QŽs" definieren kann. schon lustig, man misst etwas aus und kommt nicht an das Ergebniss^^ ------------------
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Frau-PROE
Ehrenmitglied V.I.P. h.c.
Trän-Närrin
Beiträge: 2785
Registriert: 01.07.2009 Privat:
DELL Vostro 1710
WinXP-Pro
Wildfire4 M020 SE
CoCreate PE 2.0
Dienstlich:
NIX
Arbeitslos und Spaß dabei!
|
erstellt am: 17. Okt. 2010 15:32 <-- editieren / zitieren --> Unities abgeben: Nur für Bryant
Hallo, Zitat:
Original erstellt von Bryant:
...egal in welchem Modi, "Q" betätige komme ich die eine Parametertabelle wo ich die "QŽs" definieren kann...
Ja, genau. Das müsste es sein! Dann wird halt heutzutage die gesamte Tabelle angezeigt, statt nur einer einzigen Zeile. Ist doch gut, oder nicht? Hier kannst Du die Parameter sehen, die Du selbst belegt hast (z.B. Q1 = 770),
oder die vom System belegten (z.B. Q108 = Werkzeugradius),
oder eben auch die Messergebnisse Q61 und Q62. Hast Du vorher ein Programm bis zum Ende ablaufen lassen?
Es könnte nämlich sein, dass alle Parameter durch "M30" oder "M02" wieder genullt werden.
Die beiden M-Funktionen solltest Du dann also vermeiden, wenn Du "zwischendurch" die Werte sehen willst! Falls das alles nichts hilft, dann gäbe es noch eine "ziemlich dämliche Notlösung": Schreibe in das Messprogramm vor den STOP-Satz noch einen CC-Satz! CC X+Q61 Y+Q62 Bei aktiver Positionsanzeige, sollten dann die beiden Messwerte als CC-Werte auf dem Bildschirm auftauchen.
HTH, Nina
------------------
Looking Beyond The End Of Our Noses (Active Minds)
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bryant
Mitglied
Beiträge: 46
Registriert: 04.03.2010 Windows XP 32/64bit
Vista - gelöscht^^
Windows 7 Home Premium/Ultimate 64bit
SolidWorks 2009 SP 5.1
SolidCam 2009
|
erstellt am: 17. Okt. 2010 18:49 <-- editieren / zitieren --> Unities abgeben:
Werte hatte ich keine gesehen was auch mein Problem war, muss ich nochmal mit einem Stop Satz probieren. das mit der Position anfahren wäre eine Idee, aber keine Lösung  Mal sehen, ich geb Meldung ab... ------------------
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de



 |
|