|
Autor
|
Thema: Rundnut fräsen (5911 mal gelesen)
|
swcad
Mitglied
konstrukteur

   Beiträge: 262
Registriert: 28.04.2005 Solidworks 2015 3.0
Dell precision 7810
|

 erstellt am: 14. Dez. 2009 14:14
erstellt am: 14. Dez. 2009 14:14  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
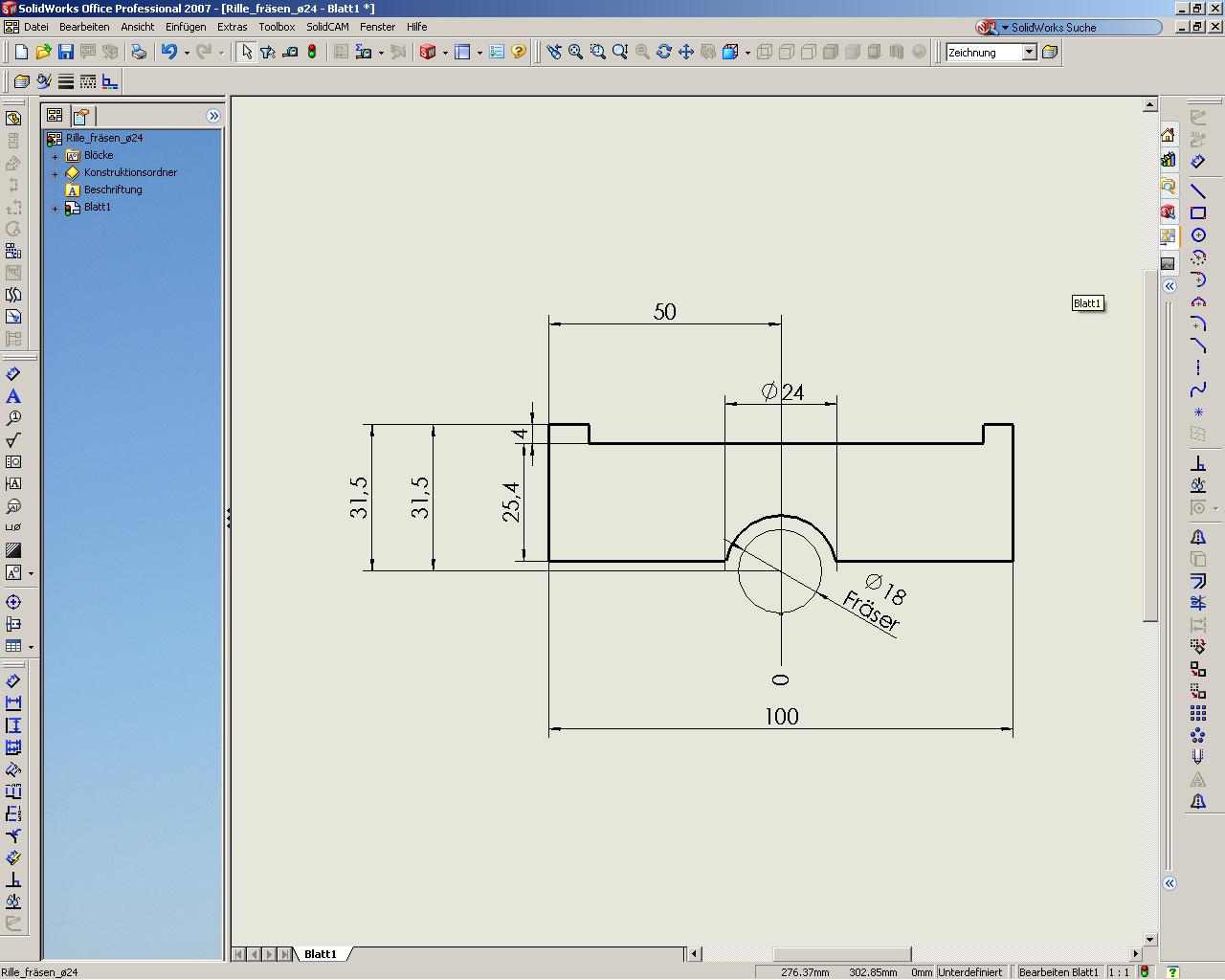
Hallo Forum, unser CNC-Fräser möchte eine Rundnut ø24 mit einen ø18 Kugelfräser fräsen. Bisher gebe ich ihm die Verfahrpunkte über eine Zeichnung. Gibt es programiertechnisch eine Lösung die Nut über die Steuerung zu programieren. Ich kenne mich damit gar nicht aus. Da das Problem öfter auftaucht, wäre es schön einen einfachen Weg zu finden und nicht ständig dieses über die Konstruktion zu lösen. Im Anhang ist ein Bild, was hoffentlich alles erklärt. Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
space2200
Mitglied
Konstrukteur
Beiträge: 64
Registriert: 28.05.2004
|
erstellt am: 04. Jan. 2010 21:24 <-- editieren / zitieren --> Unities abgeben: Nur für swcad 
ganz einfach:  CC= Mittelpunkt der Runden Nut
Winkelanfang mit Q1 definieren PL PR+3 PA+Q1 oder Radius mit 12-Q108 genau ausrechnen
danach entlang der Nut verfahren
Freifahren, Q1 nachsetzen, beliebig wiederholen... Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
EWieser
Mitglied
Beiträge: 16
Registriert: 30.03.2005
|
erstellt am: 02. Feb. 2010 17:38 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
So geht es auf jeden Fall. Code:
0 BEGIN PGM rund MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-50
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL CALL 20 Z S2500
4 L X+0 Y+0 Z+10 R0 F MAX M3
5 L Z+1 R0 F500 M13
6 CC X+0 Y+0
7 L X+12 RL F3000 M13 ; mit Radiuskorrektur anfahren
8 ; es werden max 5400 Grad unterstutzt
9 ; fuer tiefere Verfahrwege
10 ; Satz 15 einfach beliebig wiederholn
11 ; IZ-15 = 1mm Tiefe pro 360Grad
12 ; Der Fraeser faehrt jetzt eine
13 ; Schraubenlinie um 15mm nach unten
14 ; mit F3000 wie in Satz 7 definiert
15 CP IPA+5400 IZ-15 DR+
16 L X+0 Y+0 R0
17 L Z+10 R0 F MAX M9
18 L Z+300 R0 F MAX M2
19 ; die Werte sind fuer ST37
20 END PGM rund MM
Ist fuer TNC530!
Ich hoffe es hilft Euch weiter.
Die Tiefenangaben am besten erstmal halbieren und dann etwas herumexperimentieren.
Wir machen Durchmesser >50 auf diese Art und Weise. Da ist der Weg für die Schraubenlinie natürlich wesentlich länger. [Diese Nachricht wurde von EWieser am 02. Feb. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Dirk Wollborn
Mitglied
Entwicklungskonstrukteur
Beiträge: 379
Registriert: 31.07.2001 Teamcenter 10.1.6
SolidWorks 2017 SP5.0
|
erstellt am: 02. Feb. 2010 18:53 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Das Thema hatten wir doch schon einmal. Ein Beispielprogramm befindet sich im Handbuch zur Heidenhain Steuerung. Edit: Ich sehe gerade, da hat einer eine Leiche wieder ausgegraben 
------------------
Dirk [Diese Nachricht wurde von Dirk Wollborn am 02. Feb. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005
|
erstellt am: 03. Feb. 2010 09:07 <-- editieren / zitieren --> Unities abgeben:
Hallo, lieben Dank für die Hilfe. dann werde ich es jetzt mal ausdrucken und dem Fräser auf die Werkbank legen. Als ich ihm das Beispiel aus dem Handbuch zeigte, war der erste Kommentar, dass ist aber viel zu programmieren  . So sind die Menschen halt, bequem,faul und der Konstrukteur ist sowieso immer der Schuldige. Das gibt Punkte für euch. Gruss Olli  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
EWieser
Mitglied
Beiträge: 16
Registriert: 30.03.2005
|
erstellt am: 03. Feb. 2010 16:49 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
|

 Foren auf CAD.de
Foren auf CAD.de



 |
|