|
Autor
|
Thema: Fehlermeldung 404 auf Steuerung (1332 mal gelesen)
|
Wieser HP
Mitglied
Konstrukteur

   Beiträge: 43
Registriert: 08.06.2005 Privat:
Pentium E6750 Core2Duo 2x2,66 GHz
2GB DDR 800Mhz
1,5TB Harddisks
Sparkle Geforce 8800GTS 640MB
21,4" Samsung Syncmaster 214T
Windows XP SP2 & Vista Ultimate 64bit
Work:
HP xw4400 Workstation
Pentium E6600 Core2Duo 2x2,40 GHz
2GB DDR 800Mhz
250GB Harddisk
Nvidia Quadro FX1500
21,4" Samsung Syncmaster 214T
Windows XP SP2
|

 erstellt am: 13. Jul. 2006 11:17
erstellt am: 13. Jul. 2006 11:17  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo auf unserer Steuerung kommt bei verschiedenen Konturen immer die Fehlermeldung 404 (404)
Werkzeug-Radius zu groß
Fehlerursache:
Die korrigierte Bahn einer Geraden oder eines Kreises führt
zu einer Richtungsumkehr gegenüber dem unkorrigierten
Verlauf.
Fehlerbehebung:
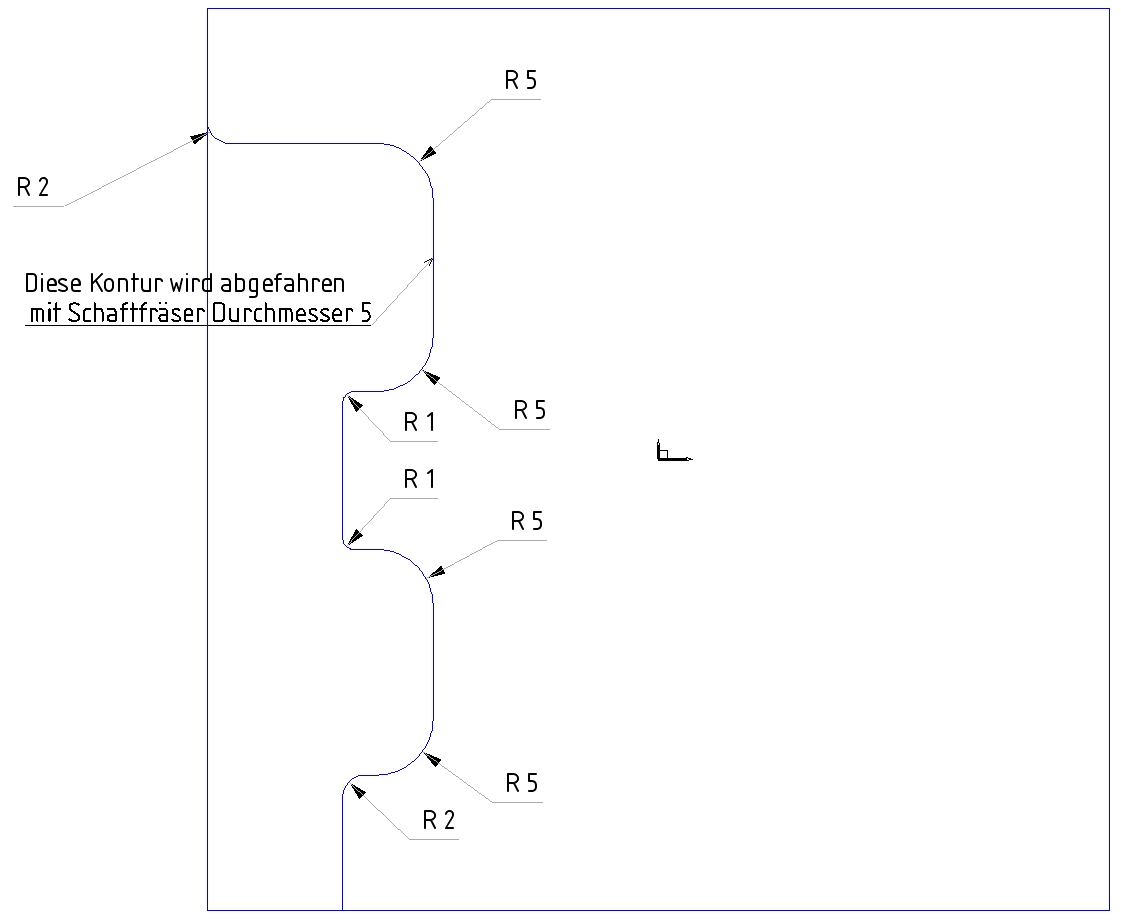
NC-Programm ändern. Ich habe mir ein Testteil erstellt mit folgenden Eckdaten: Fräserradius=2,5mm
Konturradius=5mm
Simulation im TOPCAM mit Radiuskompensation und Bahn "korrigiert" Es gibt jetzt 2 Möglichkeiten: entweder es liegt an unserer CAM-Software (Missler TOPCAM)
oder
man muss an der Steuerung TNC 530 etwas verändern?
Mfg
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
markusG
Mitglied
Beiträge: 124
Registriert: 09.04.2002 WF5
ProNC
AutoCAD 2008
ME10
|
erstellt am: 13. Jul. 2006 13:57 <-- editieren / zitieren --> Unities abgeben: Nur für Wieser HP 
Hi, stell doch einfach das Programm wie es aus dem CAM kommt hier rein, dann kann dir evtl. besser geholfen werden. (vielleicht zu kleine Konturelemente, die die Maschine nicht fahren kann) Gruß
...markusG ------------------
Der Kopf ist rund, damit die Gedanken die Richtung wechseln können! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wieser HP
Mitglied
Konstrukteur
Beiträge: 43
Registriert: 08.06.2005
|
erstellt am: 14. Jul. 2006 08:40 <-- editieren / zitieren --> Unities abgeben:
hier die ausgegebene NC-Datei0 BEGIN PGM PP-TEST_UMFAHREN MM
1 BLK FORM 0.1 Z X-80 Y-80 Z-52
2 BLK FORM 0.2 X+0 Y+0 Z+0
3 L A+0 C+0 R0 FMAX M126
4 CYCL DEF 19.0 BEARBEITUNGSEBENE
5 CYCL DEF 19.1 A+0 C+0 F3500
6 CYCL DEF 19.0 BEARBEITUNGSEBENE
7 CYCL DEF 19.1
8 * - SCHAFTFRAESER T302_HM-FRAESER_ 5
9 TOOL CALL 302 Z S12000
10 M383 M68
11 M140 MBMAX
12 * - WCS WERKSTUECK 6
13 L A+0 C+0 R0 FMAX M126
14 CYCL DEF 19.0 BEARBEITUNGSEBENE
15 CYCL DEF 19.1 A+0 C+0 F3500
16 L X-71,75 Y-80 R0 FMAX M13
17 L Z+2 FMAX
18 L Z-10 F1000
19 L X-69,875 Y-83,248 RL
20 CR X-68 Y-80 R3,75 DR+
21 L Y-70
22 CR X-66,089 Y-68,002 R2 DR-
23 L X-66 Y-68
24 L X-65
25 CR X-60 Y-63 R5 DR+
26 L Y-53
27 CR X-64,855 Y-48,002 R5 DR+
28 CR X-64,898 Y-48,001 R2,5 DR+
29 L X-64,985 Y-48
30 CR X-65,015 Y-48 R2,5 DR+
31 L X-67
32 CR X-68 Y-47 R1 DR-
33 L Y-35
34 CR X-67 Y-34 R1 DR-
35 L X-65
36 CR X-60 Y-29 R5 DR+
37 L Y-17
38 CR X-65 Y-12 R5 DR+
39 L X-78
40 CR X-80 Y-10 R2 DR-
41 CR X-81,875 Y-6,752 R3,75 DR+
42 L X-83,75 Y-10 R0
43 L Z+2 FMAX
44 L Z+10,333 R0 FMAX M5
45 M140 MBMAX
46 L A+0 C+0 R0 FMAX M126
47 M384 M69
48 M30
49 END PGM PP-TEST_UMFAHREN MM
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
markusG
Mitglied
Beiträge: 124
Registriert: 09.04.2002 WF5
ProNC
AutoCAD 2008
ME10
|
erstellt am: 17. Jul. 2006 14:41 <-- editieren / zitieren --> Unities abgeben: Nur für Wieser HP
Hi, ich hab mir dein Programm mal angesehen. Was mir aufgefallen ist: Du programmierst Innenradien mit dem gleichen Wert wie der Fräser ist. --> Das hab ich mir mittlerweile abgewöhnt, weil es immer zu Problemen führt. (Wenn dein WZ-Radius um 0.01mm kleiner programmiert wird, funktioniert auch die Kontur an der Steuerung!) Wir programmieren die innenradien immer um 0.2 größer als das WZ. Vielleicht hilft dir das.
Gruß
...markusG ------------------
Der Kopf ist rund, damit die Gedanken die Richtung wechseln können! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wieser HP
Mitglied
Konstrukteur
Beiträge: 43
Registriert: 08.06.2005
|
erstellt am: 17. Jul. 2006 15:08 <-- editieren / zitieren --> Unities abgeben:
Danke für deinen Tipp. Den Radius um 0,2 größer zu machen ist zwar ein Lösung aber nicht Sinn der Sache. Man muss doch mit einem Durchmesser=5 Fräser eine R5-Kontur fräsen können. Ist ja doppelt so groß. Reicht das nicht? Habe auch noch eine Skizze meiner Kontur beigefügt. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Prof_Farnsworth
Mitglied
Fruckelpfuscher ;-) (Versuchsmechaniker)
Beiträge: 14
Registriert: 07.07.2006 Intel Xeon 3.06GHz
2 Gig RAM
NVIDIA Quadro4 980 XGL
Windows 2000 Prof.
CATIA V5 R15 SP6<P>AMD Athlon64 X2 Dual Core 3800+ 2.01 GHz
1 Gig Ram
NVIDIA GeForce 6600
Windows XP Home SP2
CATIA V5 R15 SP3
|
erstellt am: 17. Jul. 2006 15:13 <-- editieren / zitieren --> Unities abgeben: Nur für Wieser HP
Hallo. markusG hat recht. Die Maschine soll laut Programm auf der Stelle einen Kreis fahren. Das mag die Maschine gar nicht. Manchmal reicht es schon, daß der programmierte Radius 0.01mm größer ist, als der Fräserradius. Allerdings programmiere ich auch, wie markusG, immer einen "deutlich" (0.2-0.5mm) größeren Radius, als der Fräser hat. Da entsehen nicht so schnell die üblen Rattermarken, als wenn der Fräser "hart" in die Ecke fährt. Gruß, T  m m
Ups, hat sich überschnitten
[Diese Nachricht wurde von Prof_Farnsworth am 17. Jul. 2006 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wieser HP
Mitglied
Konstrukteur
Beiträge: 43
Registriert: 08.06.2005
|
erstellt am: 17. Jul. 2006 15:20 <-- editieren / zitieren --> Unities abgeben:
|
Prof_Farnsworth
Mitglied
Fruckelpfuscher ;-) (Versuchsmechaniker)
Beiträge: 14
Registriert: 07.07.2006 Intel Xeon 3.06GHz
2 Gig RAM
NVIDIA Quadro4 980 XGL
Windows 2000 Prof.
CATIA V5 R15 SP6<P>AMD Athlon64 X2 Dual Core 3800+ 2.01 GHz
1 Gig Ram
NVIDIA GeForce 6600
Windows XP Home SP2
CATIA V5 R15 SP3
|
erstellt am: 17. Jul. 2006 15:22 <-- editieren / zitieren --> Unities abgeben: Nur für Wieser HP
Ich schon wieder... Sieh Dir mal die Sätze 27 bis 28 an. Da scheint was nicht so ganz zu stimmen. Wenn ich die Sätze der Zeichnung richtig zugeordnet habe, dann soll die Maschine im Satz 28 einen Innenradius mit R2.5 fahren. Und da steigt sie dann wahrscheinlich aus. Ich finde die verfahrbewegungen da eh etwas komisch. Deckt sich nicht so ganz mit der Zeichnung. Gruß, T m Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wieser HP
Mitglied
Konstrukteur
Beiträge: 43
Registriert: 08.06.2005
|
erstellt am: 17. Jul. 2006 15:43 <-- editieren / zitieren --> Unities abgeben:
Ja stimmt. Irgendetwas is da krum. Und wo kommen die Werte 48,001 her. Habe die Zeichnung nochmals genau nachgemessen. Sie ist absolut richtig im Topsolid gezeichnet. Immer mit geraden Werten z.b. 10mm. Auch alle Winkel sind exakt 90°. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Prof_Farnsworth
Mitglied
Fruckelpfuscher ;-) (Versuchsmechaniker)
Beiträge: 14
Registriert: 07.07.2006 Intel Xeon 3.06GHz
2 Gig RAM
NVIDIA Quadro4 980 XGL
Windows 2000 Prof.
CATIA V5 R15 SP6<P>AMD Athlon64 X2 Dual Core 3800+ 2.01 GHz
1 Gig Ram
NVIDIA GeForce 6600
Windows XP Home SP2
CATIA V5 R15 SP3
|
erstellt am: 17. Jul. 2006 15:54 <-- editieren / zitieren --> Unities abgeben: Nur für Wieser HP
Mit TOPSOLID und TOPCAM kenne ich mich nicht aus. Bei uns ist es in solchen Fällen meistens "Schluderei" vom Konstrukteur. Irgend wo ist eine kleine Linie / Radiusabschnitt in Hunderstel / Tausendstel mm Länge. Schon geht nix mehr. Selbst beim starken ranzoomen sieht man nix. Da gibt's doch bestimmt 'ne Funktion, mit der man die ganze Kontur Stück für Stück "abwandern" kann..... Gruß, T m Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wieser HP
Mitglied
Konstrukteur
Beiträge: 43
Registriert: 08.06.2005
|
erstellt am: 17. Jul. 2006 16:20 <-- editieren / zitieren --> Unities abgeben:
Nein. Die Kontur ist ist es sehr wahrscheinlich nicht. Aber ich hab mir die NC-Datei nochmals genau angesehen und folgendes festgestellt: Zeile 21: er fährt auf Y-70
Zeile 22: er fährt einen Kreis auf CR X-66,089 Y-68,002 R2 DR- was eigentlich X-66 Y-68 heissen müsste
Zeile 23: er fährt erst jetzt auf den Richtigen Punkt X-66 Y-68 Das lustige ist ich habs mit mehreren PP´s übersetzten lassen. Bei jedem der selbe Fehler. Auch bei den Standard-PP die schon dabei waren. Kann es sein das man im TOPCAM irgendwo ne Genauigkeit einstellen muss? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Axel.Strasser
Ehrenmitglied V.I.P. h.c.
Selbstständig im Bereich PLM/CAx

Beiträge: 4107
Registriert: 12.03.2001 Früher war vieles gut, und das wäre es heute immer noch, wenn man die Finger davon gelassen hätte!
|
erstellt am: 17. Jul. 2006 16:28 <-- editieren / zitieren --> Unities abgeben: Nur für Wieser HP
|
Prof_Farnsworth
Mitglied
Fruckelpfuscher ;-) (Versuchsmechaniker)
Beiträge: 14
Registriert: 07.07.2006 Intel Xeon 3.06GHz
2 Gig RAM
NVIDIA Quadro4 980 XGL
Windows 2000 Prof.
CATIA V5 R15 SP6<P>AMD Athlon64 X2 Dual Core 3800+ 2.01 GHz
1 Gig Ram
NVIDIA GeForce 6600
Windows XP Home SP2
CATIA V5 R15 SP3
|
erstellt am: 17. Jul. 2006 16:40 <-- editieren / zitieren --> Unities abgeben: Nur für Wieser HP
|
Wieser HP
Mitglied
Konstrukteur
Beiträge: 43
Registriert: 08.06.2005
|
erstellt am: 17. Jul. 2006 16:52 <-- editieren / zitieren --> Unities abgeben:
|

 Foren auf CAD.de
Foren auf CAD.de



 |
|