| | |
 | CATIA V5 Grundkurs | Einsteiger - 5 Std. 15 Min 48 |
| | |
 | Schnell, effizient und günstig: Mit der Kisters 3DViewStation 3D Arbeits- und Reparaturanleitungen einfach erstellen und pflegen, eine Pressemitteilung
|
|
Autor
|
Thema: Standardreferenzachse wird von Postprozessor nicht übernommen (2135 mal gelesen)
|
Herbak
Mitglied
Ingenieur

   Beiträge: 15
Registriert: 23.07.2014
|

 erstellt am: 31. Okt. 2014 17:09
erstellt am: 31. Okt. 2014 17:09  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
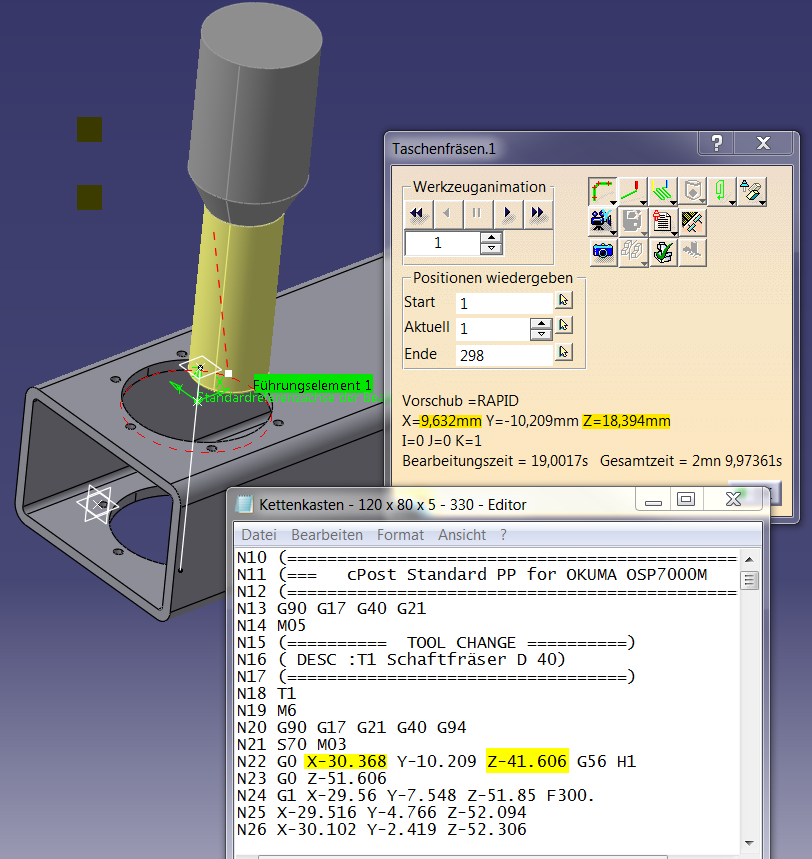
Hallo Zusammen, wie im Anhang ersichtlich rechnet Catia richtigerweise für die Startposition X=9,632 (Y=10,204) Z=18,394. Der Postprozesser gibt an der selben stelle aber X-30,368 (Y-10,904) Z-41,606 aus. Damit würde die Bearbeitung der Flanschloch krashen.
Wenn man den X-Wert 9,632 + 30,368 = 40,00 und Z-Wert 18,394 + 41,606 = 60 erkennt, ist das genau die Achsverschiebung zwischen Part-Mittelpunkt und Referenzachse der Aufspannung. Ich komme nicht darauf, warum der PP. diese Achsverschiebung nicht berücksichtigt? Ich habe erste mal diese Problem mit Okuma PP. Meine Steuerung ist eine MDSI aus USA und die Okuma kommt noch am nächsten. Was könnte ich noch an PP. nehmen? Für Euere Unterstützung danke ich. Gruß: Zsolt Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
123Zonk
Mitglied
Beiträge: 139
Registriert: 14.02.2012
|
erstellt am: 31. Okt. 2014 19:55 <-- editieren / zitieren --> Unities abgeben: Nur für Herbak 
Hi! Kenne die Okuma nicht, aber rein optisch scheint die Steuerung DIN oder Fanuc basierend zu sein. Versuchs mal mit nem pp für eine Dialog 11 oder Dialog 4 oder Fanuc Steuerung. Sollte ein Standard pp bei catia dabei sein. Aber, wieso ist die Linie in der kreistasche offen? Jedenfalls sieht es auf dem Foto so aus. Des weiteren, in dem von dir markiertem Satz taucht ein G56 auf. Ist jedenfalls an der Dialog 11 ne nullpunktverschiebung. Ist das so von dir gewollt? Gruß
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Herbak
Mitglied
Ingenieur
Beiträge: 15
Registriert: 23.07.2014
|
erstellt am: 01. Nov. 2014 11:29 <-- editieren / zitieren --> Unities abgeben:
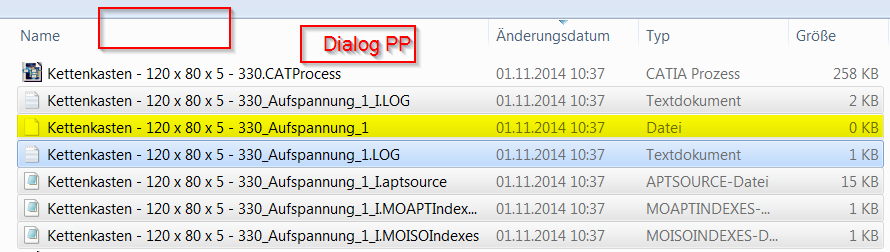
Danke für die Einschätzung! Ich habe versucht Dialog und Fanuc PP zur Ausgabe der NC Code zu bewegen, bekomme ich aber ein Datei mit Null Inhalt. (Anhang) Das einzige PP wo einigermaßen geht ist die Okuma. Damit bekomme ich einen einigermaßen brauchbaren NC Datei, wobei ich das von Hand nachbearbeiten muß, weil im MDSI die Nullpunktverschiebung E01; E02; etc. ist. Mein Dilemma ist, warum bekomme ich mit anderen PP-s nichts heraus??? Mit Dank und Gruß: Zsolt [Diese Nachricht wurde von Herbak am 01. Nov. 2014 editiert.] [Diese Nachricht wurde von Herbak am 01. Nov. 2014 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
martin2
Mitglied
Konstrukteur
Beiträge: 1028
Registriert: 05.2002.27 Windows 11 / 64bit
CATIA V5-6R2020 bis V5-6R2024
|
 erstellt am: 03. Nov. 2014 21:24 <-- editieren / zitieren --> Unities abgeben: Nur für Herbak
erstellt am: 03. Nov. 2014 21:24 <-- editieren / zitieren --> Unities abgeben: Nur für Herbak
Hallo, was steht denn in der LOG-Datei von Deinem Bild? Wenn Du mit den anderen PP's nix rausbekommst:
a) könnte das an der falschen pptable-Datei liegen
b) könnte der Fehler ebenfalls in der LOG-Datei stehen.
c) könnten evtl. die Einstellungen unter Tools-Optionen falsch sein.
d) Sonstiges? Gruß
Martin Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Raggus1
Mitglied
NC-Programmierer
Beiträge: 182
Registriert: 28.03.2003 V4 4.22, V5R16 - V5R19SP6 32+64Bit
XP, Unix
|
erstellt am: 18. Nov. 2014 17:27 <-- editieren / zitieren --> Unities abgeben: Nur für Herbak
Hallo, ich weiß ja nicht wie der PP "geschrieben" ist, aber hast du zu deinem PP auch den passenden PPtable? Wenn ja, ist bei deiner NC-Achse -also dort wo du deine NC-Achse auswählst- das Häcken für Gruppe gesetzt. Darüber wird G54, G55, xxx gesteuert. Vielleicht muss das aktiv sein?! VG Raggus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de



 |
|