| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für CATIA & Co. |
| | |
 | Qualität sichtbar gemacht, dank leistungsfähiger 3DViewStation Grafik, eine Pressemitteilung
|
|
Autor
|
Thema: Radius Problem mit HSM Option (2350 mal gelesen)
|
gremlin2000
Mitglied
   Beiträge: 5
Registriert: 11.11.2011
|

 erstellt am: 27. Mrz. 2012 10:18
erstellt am: 27. Mrz. 2012 10:18  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo, ich habe da ein kleines Problem festgestellt welches mir beim Bearbeiten immer das Werkzeug killt, so dass die Schneiden ausbrechen.
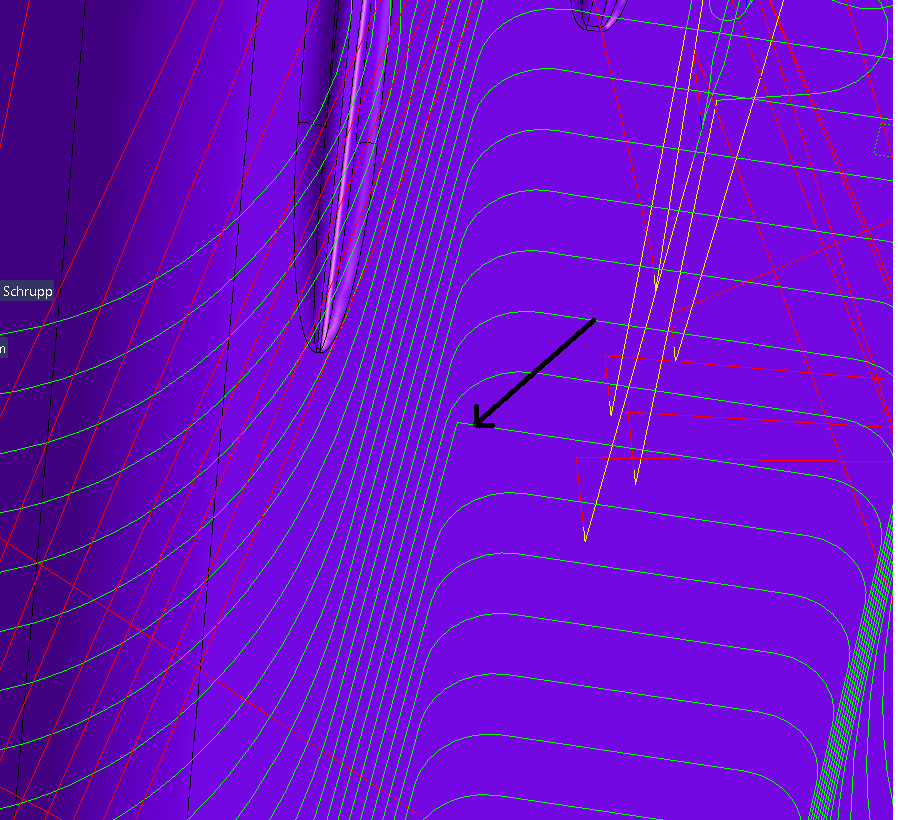
Es geht hierbei um die mögliche Option zum Einfügen eines Radius im HSM Optionsreiter. Dieser ist meines Wissens dazu gedacht, dass wenn ich eine scharfe Taschenecke oder einen kleineren Eckenradius als das Werkzeug besitze, das dieses nicht in die Ecke knallt und mittels den eingegeben Radius die Bahn abfährt. Dies funktioniert auch soweit bestens, bis auf das bei manchen Fräsbahnen dieser Radius ignoriert wird und er dann trotzdem in die Ecke fährt. Ich habe mal ein Bild beigefügt welches dieses Problem veranschaulicht.
Hat jemand das gleiche Problem und wenn ja wie habt ihr es gelöst? Ich habe es mit verschiedenen Bearbeitungstoleranzen versucht, sowie mit der Anpassung des Radius. Das Ergebnis ist alles andere als zufriedenstellend, die eine Ecke war zwar dann weg aber dafür waren an anderer Stelle neue Ecken drin. Ich kann ja nicht jedes Fräsbahn einzeln ansehen und überprüfen, dazu ist es bei größeren Bauteilen viel zu aufwendig. Ich hoffe jemand hat eine Lösung und kann mir weiter helfen. Gruß
grem Mein System: V5R20 x64 SP6 Build Number 20; Hot Fix 4 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
440
Mitglied

Beiträge: 30
Registriert: 27.05.2010 Catia V5-6 R2012 SP5
HP Z400
|
erstellt am: 28. Mrz. 2012 09:38 <-- editieren / zitieren --> Unities abgeben: Nur für gremlin2000 
Da gibts nur eins: Dein CATIA-Dienstleister muß den Fehler an Dassault melden, einen Service Request eröffnen
und einen Hotfix für Dich beantragen. Ich kenne den Fehler auch, aber wir vermeiden bei uns (in erster Linie aus anderen Gründen)
generell den Einsatz der HSM-Option. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
gremlin2000
Mitglied
Beiträge: 5
Registriert: 11.11.2011
|
erstellt am: 28. Mrz. 2012 12:06 <-- editieren / zitieren --> Unities abgeben:
Hallo 440, danke für den Beitrag. Also es ist zwar nicht besonders gut aber wenigstens stehe ich mit dem Problem alleine da. Da werde ich mal mit dem Systemhaus Kontakt aufnehmen und mal sehen was sich dann noch ergibt. Wir würden auch gerne auf die HSM Option verzichten aber haben des öfteren das Problem das in Taschen mit Dreiecks oder Spitz zulaufender Geometrie die Werkzeuge massiv an Standzeit verlieren. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Peter St1
Mitglied
Programmierer
Beiträge: 83
Registriert: 05.08.2009 Catia V5R20SP6
Intel Xeon X5460 3.16GHz,12GB RAM, NVIDIA Quadro FX3500
Window XP Professionell X64 Edition
|
erstellt am: 28. Mrz. 2012 13:21 <-- editieren / zitieren --> Unities abgeben: Nur für gremlin2000
Hallo gremlin2000, bis zur einer Lösung in Catia bleibt Dir ja noch die Möglichkeit an der Maschine die Funktion der Eckenverrundung einzuschalten. Das ist bei einer Heidenhain iTNC530 der Cycle32 bzw. neu Cycle326 + div. Parameter. Bei einer Siemens-Steuerung halt die Funktion Genau-Halt ausschalten/Verschleifen ein. Ich hoffe das hilft etwas. Liebe Grüße
Peter Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
440
Mitglied
Beiträge: 30
Registriert: 27.05.2010 Catia V5-6 R2012 SP5
HP Z400
|
erstellt am: 29. Mrz. 2012 09:29 <-- editieren / zitieren --> Unities abgeben: Nur für gremlin2000
Hallo gremlin, die Standzeiterhöhung spricht sicher für die Verwendung von HSM.
Aber spätestens, wenn auf die Z-konstante Bearbeitung ein Kopieren
oder Spiralfräsen für die flachen Bereiche folgt, kracht es eben genau in den zuvor verrundeten Ecken.
Wie löst Ihr bei Euch dieses Problem? [Diese Nachricht wurde von 440 am 29. Mrz. 2012 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
gremlin2000
Mitglied
Beiträge: 5
Registriert: 11.11.2011
|
erstellt am: 29. Mrz. 2012 11:48 <-- editieren / zitieren --> Unities abgeben:
Hallo 440, also beim Kopierfräsen als auch beim Spiralfräsen gibt es ebenfalls die HSM Option die wir dann verwenden. Das Kopierfräsen verwenden wir eigentlich sehr sehr selten, da der Fräser bei einer Tasche beim eintauchen zwar keine Probleme hat aber eben wie du es beschrieben hast dann in die Ecken krachen würde. Die HSM Option verwenden wir eigentlich nur beim Schruppen oder Vorschlichten mit einem Aufmaß vor dem Härten. Bei Elektroden oder dann im harten Zustand muss die Kontur entsprechend gefertigt werden und hier versuchen wir mein einem Fräser der im Radius kleiner ist als der zu fertigende Bereich.
Wie geht Ihr mit der Problematik von "scharfen Kanten" oder kleinen Radien um? Bei uns ist es oft der Fall das die Teilegeometrie relativ Tief ist und die Radien sich oft im Bereich 0,5mm - 2mm bewegen. Hier werden zwar dann meist immer Elektroden erstellt, allerdings will man ja nicht ins Volle erodieren, sondern schon im Vorfeld möglichst viel vom Stahl abtragen.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
440
Mitglied
Beiträge: 30
Registriert: 27.05.2010 Catia V5-6 R2012 SP5
HP Z400
|
erstellt am: 29. Mrz. 2012 12:29 <-- editieren / zitieren --> Unities abgeben: Nur für gremlin2000
Bei uns siehts ähnlich aus. Was mit "vertretbarem Aufwand" (dehnbarer Begriff) zu fertigen ist,
wird bei uns fertiggefräst.
Wo allerdings von vornherein feststeht, daß erodiert werden muß,
machen wir auch keine Handstände mehr wegen der Restmaterialbearbeitung.
Oft sind unsere Erodierer sogar froh, wenn die Elektrode noch
etwas mehr zu nehmen hat, weil sie dann mehr und besser Strom
aufnimmt. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de



 |
|