Foren auf CAD.de
Foren auf CAD.de
 CATIA V5 CAM
CATIA V5 CAM
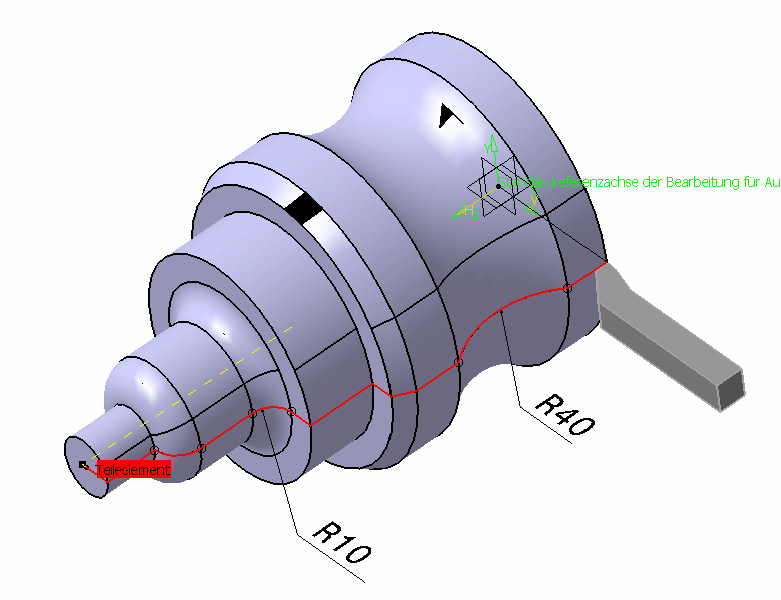
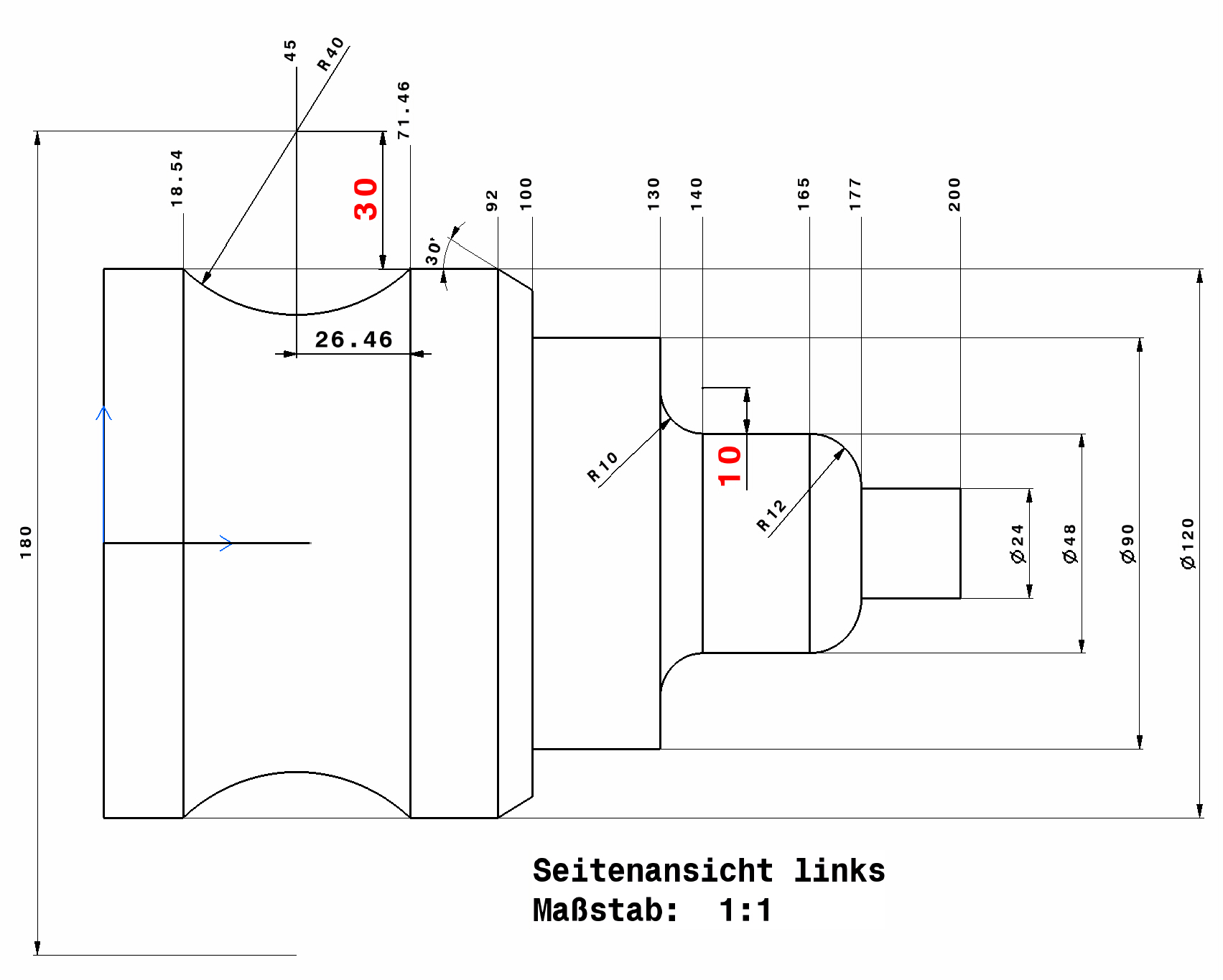
 Kreisinterpolation beim CNC-Konturdrehen
Kreisinterpolation beim CNC-Konturdrehen

![]()
CAD.de Login | Logout | Profil | Profil bearbeiten | Registrieren | Voreinstellungen | Hilfe | Suchen
| Hot News: |
|
|
||
|
|
Foren auf CAD.de
CATIA V5 CAM
Kreisinterpolation beim CNC-Konturdrehen
|
|
 |
| 
|
nächster neuer Beitrag | nächster älterer Beitrag |
| Anzeige.: Anzeige: (Infos zum Werbeplatz >>) |
|
|
nächster neuerer Beitrag | nächster älterer Beitrag | ||||
|
|
|||||
| |||||