| | |  | Selektieren und Filtern in 3D-CAD-Baugruppen: Schnellere Übersicht und weniger Aufwand, eine Pressemitteilung
|
|
Autor
|
Thema: Programmierung Agie123 und Agievision (3081 mal gelesen)
|
BeatK
Mitglied

   Beiträge: 28
Registriert: 05.06.2002
|

 erstellt am: 21. Okt. 2005 15:47
erstellt am: 21. Okt. 2005 15:47  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo Leute Hat jemand Erfahrung im Umfeld Drahterosion mit der Programmierung der Maschinen Agie123 und Agievision. Uns ist bekannt, dass beide Maschinen punkto Steuerung sehr unterschiedlich sind. Wir arbeiten mit Catia V5 und der Drahterosionslösung Cut4axes von Cenit und wir stehen vor folgenden Problemen:
Einen für die Agie123 Maschine programmierter Prozess können wir nicht auch für den Einsatz auf der Agievision gebrauchen. Uns ist bewusst, dass verschiedene Parameter wegen der unterschiedlichen Steuerungstechnologie angepasst werden müssen. Wir können jedoch zum Teil die Baumstruktur der Operationen nicht übernehmen, weil vorallem die Punkt2Punkt Bewegung auf der Agievision anders interpretiert wird.
Über Eure Einschätzung oder Schilderung Eurer gemachten Erfahrungen wären wir sehr dankbar. Freundlich grüsst aus der Schweiz
Beat
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
FlorianO
Mitglied
Beiträge: 3
Registriert: 25.10.2005
|
 erstellt am: 25. Okt. 2005 16:34 <-- editieren / zitieren --> Unities abgeben: Nur für BeatK
erstellt am: 25. Okt. 2005 16:34 <-- editieren / zitieren --> Unities abgeben: Nur für BeatK 
Hallo Beat um ein Programm auf beide Maschinentypen laufen zu lassen, muss das Programm auch für beide Maschinen getrennt programmiert werden.Man kann z.B ein Herstellungsprogramm für Agie123 und ein Herstellungsprogramm für Agievision definieren. In jedem Herstellungsprogramm muss das Programm für die entsprechende Maschine (Agie123 oder Agievision) programmiert werden. Dabei muss aber je nach Maschinentyp der richtige PP in der Aufspannung eigestellt werden (d.h.: Agie123programm, dann Agie123 PP in der Aufspannung einstellen). Alternativ, kann man auch zwei Aufspannungen definieren (für Agie123 eine und für Agievision eine). Wenn man dann eine Änderung im Programm vornimmt, muss nicht jedesmal der PP eingestellt werden.
Operationen von Agie123 nach Agievision und umgekehrt zu kopieren ist nicht zu empfehlen, weil die Operationsmasken der beiden Maschinen sich sehr stark unterscheiden. z.B.: alle Felder in dem fünften Tab innerhalb der Operation erscheinen nur, weil sie im PP definiert sind. Florian Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
BeatK
Mitglied
Beiträge: 28
Registriert: 05.06.2002
|
 erstellt am: 31. Okt. 2005 07:27 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 31. Okt. 2005 07:27 <-- editieren / zitieren --> Unities abgeben:
Hallo Florian Konkret geht es um folgende Problematik. Wir arbeiten mit sehr kleinen Teilen und Formen und müssen eine grosse Präzision gewährleisten (mü). Vielfach wird auf einem Einrichtloch der Nullpunkt ausgerichtet und danach zu den Formen gefahren. Am Schluss wird wiederum zum Einrichteloch zurück gefahren und die Präzision überprüft. (Z.B. Einrichteloch, PunktzuPunkt Operation, Vollabtragsoperation, Profilkonturdrahten, PunktzuPunkt Operation zurück zum Einrichteloch).
Dass eine Profiling Operation nicht für Agie123 und Agievision genutzt werden kann, ohne Parameter (fünfte Tabpage) zu aendern, ist uns bewusst. Unseren Programmieren erklären zu müssen, dass Sie mit einem neuen Programmiersystem und einer neuen Maschine die Arbeit doppelt machen müssen. Da geraten wir in einen Erklärungsnotstand. Beat Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
FlorianO
Mitglied
Beiträge: 3
Registriert: 25.10.2005
|
erstellt am: 17. Nov. 2005 15:53 <-- editieren / zitieren --> Unities abgeben: Nur für BeatK
Hallo Beat was muss doppelt programmiert werden? Mit cut4axes und Catia v5 kann man vieles vorbelegen. Man kann z.B. leere Processe (ohne Geometrie) erzeugen, wo alle Arbeitsschritte/Operationen (Maschinendefinitionen, Vollabtrag, Profilbearbeitung, ...) definiert werden. Diese leeren Processe werden als sogenannte Startprocesse benutzt. Nach dem öffnen des leeren Processes muss zuerst die Geometrie (CATPart oder CATProduct) dazugeladen werden. Die cut4axes Geometien können auch als ProfilFeature definiert werden. In den Operationen muss dann in der Geokarte das ProfilFeture ausgewählt werden. Die doppelte Arbeit ist dann (im günstigsten Fall) die ProfilFeature den einzelnen Operationen zuzuweisen (für Agie123 und für Agievision).
Zu Agie123 und Punt2Punkt: um am Ende der Bearbeitung auf 0,0 zurückzufahren benutzen wir keine extra Punkt2Punkt Operation. Diese Bewegung können wir im lezten Tabpage ein oder Ausschalten. Der PP muss dafür aber angepasst werden.
Florian Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
BeatK
Mitglied
Beiträge: 28
Registriert: 05.06.2002
|
 erstellt am: 18. Nov. 2005 09:25 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 18. Nov. 2005 09:25 <-- editieren / zitieren --> Unities abgeben:
Hallo Florian Zitat:
[/QUOTE]Zu Agie123 und Punkt2Punkt: um am Ende der Bearbeitung auf 0,0 zurückzufahren benutzen wir keine extra Punkt2Punkt Operation.[QUOTE]
Diese Bewegung lässt sich nur im Agievision mit Schalter auf der letzten Tabpage einstellen. Im Agie123 muss eine P2P Operation gemacht werden. Ansonsten dokumentiere mir das bitte mit einem Bild. Und nun zur Erklärung der doppelten Programmierung:
Ich habe in einer Aufspannung ein Herstellproramm mit einer Punkt2Punkt Operation, danach ein Profildrahten mit mehreren Geometrien und am Schluss eine Punkt2Punkt zurück zum Einrichteloch.
Das wurde programmiert für eine Agie123 Maschine. Die Maschine ist defekt und das Programm muss auf einer Makino laufen.
Ich gehe in die Aufspannung und aendere den PP von Agie123 auf Makino, synchronisiere den PP unter "Tools-->Postprozessor synchronisieren" und generiere mit einer Ausgabe einen neuen ISO Code. Das geht so. Die Makino ist nicht frei und das Programm muss auf einer Agievision laufen.
Ich gehe in die Aufspannung und aendere den PP von Agie123 auf Agievision, synchronisiere den PP unter "Tools-->Postprozessor synchronisieren" und generiere mit einer Ausgabe einen neuen ISO Code. Das geht nicht!
Ich muss eine neue Aufspannung machen und das Programm komplett für die Agievision programmieren. Letzte P2P Operation entfällt, da in letzter Tabpage Rückbewegung mittels Schalter gewählt wird.
Bei einem kleinen Programm ist das schnell gemacht, aber bei einem grossen, aufwendigem Porgramm kostet das enorm Zeit. Beat
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
FlorianO
Mitglied
Beiträge: 3
Registriert: 25.10.2005
|
erstellt am: 22. Nov. 2005 16:38 <-- editieren / zitieren --> Unities abgeben: Nur für BeatK
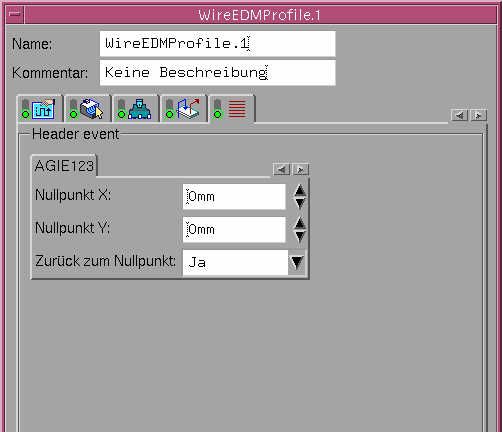
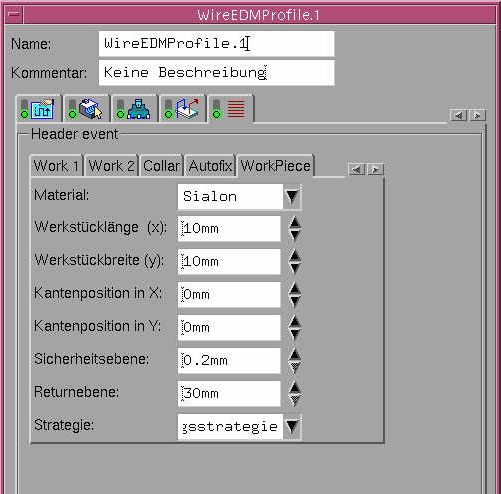
Hallo Beat die 2 Bilder zeigen die Tabpage füe agie123 und agievision. Wenn der Schalter auf Ja steht, dann fährt die Machine zu der Koordinate die eingestellt ist (im Bild 0,0). Diese Bewegung erzeugt der PP.
Bei der Agievision entfällt (bei uns) am Ende der Bearbeitung die Bewegung zum Nullpunkt, weil die Maschine mit absoluten Koordinaten arbeitet. Zu dem Befehl PP synchronisieren: Dieser Befehl untersucht ob Maskenparameter existieren oder nicht und passt die Maske entsprechend an. Wenn ein Parameder in beiden Maschinen identisch ist wird dieser Parameter nicht geändert. Das heißt, der Parameter Strategie im ersten Tabpage muss immer manuell angepasst werden: für Agie123 auf manuel, für Agievision auf automatic. Nach diesen Anpassungen funktioniert der PP-Lauf. Dieses ist aber mit Vorsicht zu genießen, denn die Werte für die Parameter werden dann aus den CATSettings bzw. ini-Dateien übernommen. Ob alle Werte dann so sind wie man wünscht, ist dann die Frage. Florian Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de
Foren auf CAD.de



 |
|