| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für CATIA & Co. |
| | |
 | KISTERS 3DViewStation: Multitalent für Branchen und Nischenmärkte, eine Pressemitteilung
|
|
Autor
|
Thema: Kreistasche fräsen (5198 mal gelesen)
|
Uwe Hoffmann
Mitglied
NC-Programmierer

   Beiträge: 100
Registriert: 21.04.2005
|

 erstellt am: 21. Apr. 2005 13:27
erstellt am: 21. Apr. 2005 13:27  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
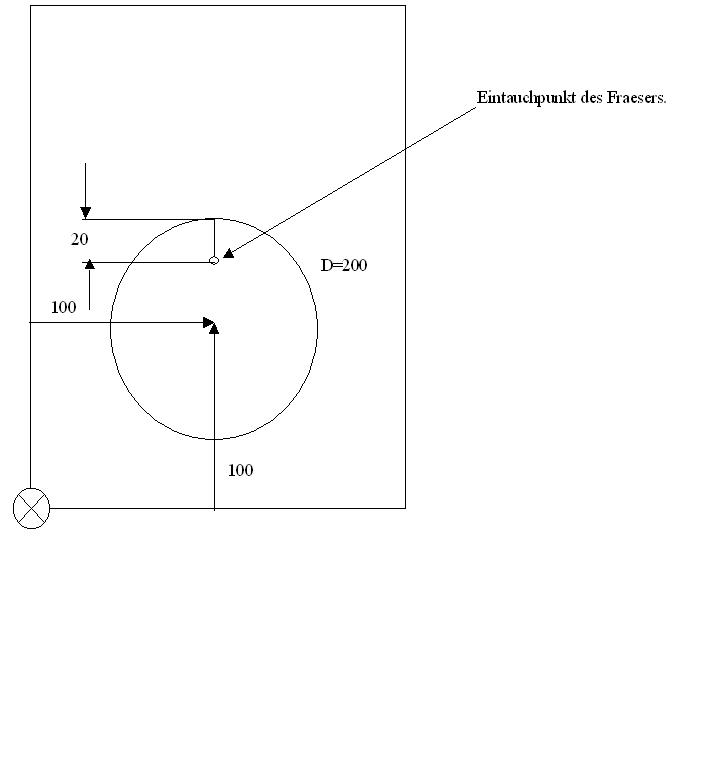
Hallo, ich habe folgendes Problem und brauche Hilfe: Gegeben ist eine Bohrung D=300. Diese Bohrung möchte ich aufräsen. Und zwar nach folgendem Prinzip: Der Fräser soll 20mm vor der Kontur an einem definiertem Punkt eintauchen. Dann an die Kontor ranfahren. Den Kreis einmal abfahren und dann in Z-Richtung nach oben fahren. Arbeiten will ich mit Fräserradiuskorrektur. Daher nützt mir das Zirkularfräsen nichts(hier taucht der Fräser immer in der Mitte der Bohrung ein, und fährt eine äquidistante Bahn ab). Profilkonturfräsen funktioniert zwar, aber hier taucht der Fräser wie beim Konturverlaufräsen irgendwo ein. Wer wiess Rat ? MfG Uwe ------------------
Gruß Uwe Hoffmann Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bjoern01
Mitglied
Beiträge: 5
Registriert: 18.11.2004
|
erstellt am: 21. Apr. 2005 15:01 <-- editieren / zitieren --> Unities abgeben: Nur für Uwe Hoffmann 
Hallo Uwe, ich weiß nicht, ob ich Dich richtig verstanden habe.
Ich würde beim Profilkontur-Fräsen ein Anfahrmacro einsetzen, bei dem ich einen horizontalen Anfahrwinkel von 90° programmiere. Dort kannst Du auch die Länge und den Vorschub des Anfahrweges programmieren. Beim Wegfahren, kannst Du dementsprechen ein Macro für die Z-Bewegung erstellen, das Du auch mit den gewünschten Parametern erstellen kannst. Gruß
Björn Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Uwe Hoffmann
Mitglied
NC-Programmierer
Beiträge: 100
Registriert: 21.04.2005
|
 erstellt am: 22. Apr. 2005 07:05 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 22. Apr. 2005 07:05 <-- editieren / zitieren --> Unities abgeben:
Hallo Bjoern, danke für die Antwort. Die Anfahrmakros habe ich auch schon eingebuat. DAs Problem ist jedoch, das ich eine definierten Punkt, bzw. Linie zur Kontur hin angeben will, von wo aus der Fräser starten soll. CATIA startet irgendwo, aber ich kenne diesen Punkt nicht. Hintergrund ist der, das ich über ein Hilfspart an diesen definierten Punkt eine Bohrung setzen will, damit der Schaftfräser nicht in das volle Material eintaucht. In dem Anhang habe ich mal skizziert, worum es mir geht. Gruß Uwe ------------------
Gruß Uwe Hoffmann Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bjoern01
Mitglied
Beiträge: 5
Registriert: 18.11.2004
|
erstellt am: 22. Apr. 2005 08:26 <-- editieren / zitieren --> Unities abgeben: Nur für Uwe Hoffmann
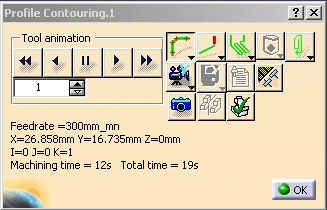
Hallo Uwe, wenn Du Deinen Fräsweg im Einzelsatz simulierst, kannst Du auf dem Bedienfeld für die Simulation die Koordinaten des Fräsers ablesen.
Um die Position für Deine Bohrung zu erstellen, musst nur diese Koordinaten und das passende Z-Niveau übernehmen.
Gruß
Bjoern
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Uwe Hoffmann
Mitglied
NC-Programmierer
Beiträge: 100
Registriert: 21.04.2005
|
 erstellt am: 25. Apr. 2005 14:50 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 25. Apr. 2005 14:50 <-- editieren / zitieren --> Unities abgeben:
Hallo Bjoern, ich habe durch Probieren endlich eine Lösung gefunden: 1)Konstruktion von 2 Punkten. Einer davon als Startpunkt, den 2.ten auf die Kontur der Bohrung. Durch diesen Punkt eine Linie paralell zur Bohrungsachse. In der RK 1 = "Bearbeitungsstrategie" ist darauf zu achten, das die Optionen "Werkzeugbahn schließen" (dadurch wird erreicht, das ein Vollkreis gefräst wird) und "Werkzeugposition AUF Führung" (es wird genau der Bohrungsdurchmesser abgefahren, KEINE äquidistante Bahn) aktiviert sind.
In der RK 2 = "Geometrie" wird die Geometrie der zu bearbeitenden Kontur definiert. Wichtig ist hier die Angabe des Begrenzungselementes auf der Startseite. Dieses Element ist die Linie, die vorher konstruiert wurde. Bei der Einstellung "Stop" und "Start" ist die Einstellung "Auf" über die RMT zu wählen.
Dann noch RK 5 = "Zustel- und Rückzugsmakros":
Über den Button "Einen Punkt eine Bewegung hinzufügen" wird der Startpunkt selektiert, von wo aus der Fräser starten soll. An diesen Punkt wird über "PP-Wortliste hinzufügen" die Fräserradiuskorrektur definiert (hier Cutcom/Left). Zusätzlich kann eine axiale Bewegung über "Axiale Bewegung hinzufügen" angegeben werden.
Bei der Definition der Rückzugsbewegung wird analog verfahren. Nur wird hier an dem Startpunkt die Fräserradiuskorrektur mit Cutcom/Off abgewählt. Gruß Uwe
------------------
Gruß Uwe Hoffmann Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de



 |
|