|
Autor
|
Thema: Entformungsschräge über Symmetrie des Bauteils, oder jede Seite einzeln? (3959 mal gelesen)
|
LuckyStrike1889
Mitglied
Konstrukteur/Technischer Produktdesigner für Maschinen- und Anlagenkonstruktion

   Beiträge: 264
Registriert: 27.05.2014
|

 erstellt am: 08. Jul. 2015 10:37
erstellt am: 08. Jul. 2015 10:37  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo, bin gerade dabei ein kleines Spritzgussgehäuse zu modellieren. Nun Stoße ich auf einige Fragen und hoffe Ihr könnt mir helfen. Muss die Entformungsschräge bei mir von 3° pro Seite vorhanden sein oder links und rechts jeweils 1,5°, somit würden insgesammt 3° entstehen. Desweiteren würde ich den Deckel gerne in einer Art Führung auf das Gehäuse schieben und am Ende soll eine Schnappverbindung das ganze sichern. Habe mal eine Skizze gemacht wie ich das ganze in der längsrichtung sehe im Schnitt der Führung. Oberteil und Unterteil. Ist meine Idee möglich wenn ja auf was sollte ich achten?
Muss die Führung Konisch sein, also das es beim Einschieben immer fester wird? Schnappverbindung hätte ich über SWX 2015 gemacht. 2015 gemacht. Oder habt ihr evtl. andere Vorschläge?  ------------------
Grüße LuckyStrike1889 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
highway45
Ehrenmitglied V.I.P. h.c.
Bastler mit Diplom

Beiträge: 6338
Registriert: 14.12.2004 Malen nach Zahlen
|
 erstellt am: 08. Jul. 2015 10:50 <-- editieren / zitieren --> Unities abgeben: Nur für LuckyStrike1889
erstellt am: 08. Jul. 2015 10:50 <-- editieren / zitieren --> Unities abgeben: Nur für LuckyStrike1889 
|
LuckyStrike1889
Mitglied
Konstrukteur/Technischer Produktdesigner für Maschinen- und Anlagenkonstruktion
Beiträge: 264
Registriert: 27.05.2014
|
 erstellt am: 08. Jul. 2015 10:57 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 08. Jul. 2015 10:57 <-- editieren / zitieren --> Unities abgeben:
Mir wurde garnichts vorgegeben, ich mach das alles selbst und muss das alles selbst entscheiden  . Und Oberfläche weiß ich ehrlich gesagt noch nicht. 6° insgesamt sind definitiv zu viel bei meinem Bauteil! ------------------
Grüße LuckyStrike1889 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
pi-design
Mitglied
Design Engineer
Beiträge: 948
Registriert: 09.08.2002
|
erstellt am: 08. Jul. 2015 11:57 <-- editieren / zitieren --> Unities abgeben: Nur für LuckyStrike1889
|
LuckyStrike1889
Mitglied
Konstrukteur/Technischer Produktdesigner für Maschinen- und Anlagenkonstruktion
Beiträge: 264
Registriert: 27.05.2014 Win 7 Professional
DELL PRECISION
Intel Xeon X5660 12x2,8Ghz
Quadro K2000
24GB Arbeitsspeicher
Solidworks 2016 + SP 3.0
|
erstellt am: 08. Jul. 2015 12:33 <-- editieren / zitieren --> Unities abgeben:
Hallo pi-design, Also das Bauteil ist nicht groß.
Länge 125 mm
Breite 70 mm
Höhe 52 mm. Habe jetzt mal die 3° gelassen, bis auf die Unterseite da soll ich Sie aus optischen Gründen raus machen. Hoffe das geht.  ------------------
Grüße LuckyStrike1889 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
    
Beiträge: 5089
Registriert: 05.12.2005 WF 4
|
erstellt am: 08. Jul. 2015 12:35 <-- editieren / zitieren --> Unities abgeben: Nur für LuckyStrike1889
Hallo, 2° Entformungsschräge je Seite sind nur bei ganz speziellen Narbungen nötig. Z.B. von Standex. Bei technischen Teilen reicht Null bis 0,5° meistens aus.
Innenflächen am Teil benötigen mehr Entformungsschräge als Aussenflächen, weil das Teil aufschwindet. Eine dicke Wand benötigt weniger Entformungsschräge, weil die mehr schwindet. Den Rest Deiner Frage kann man ohne Bild nicht beantworten. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
pi-design
Mitglied
Design Engineer
Beiträge: 948
Registriert: 09.08.2002
|
erstellt am: 08. Jul. 2015 12:37 <-- editieren / zitieren --> Unities abgeben: Nur für LuckyStrike1889
|
LuckyStrike1889
Mitglied
Konstrukteur/Technischer Produktdesigner für Maschinen- und Anlagenkonstruktion
Beiträge: 264
Registriert: 27.05.2014 Win 7 Professional
DELL PRECISION
Intel Xeon X5660 12x2,8Ghz
Quadro K2000
24GB Arbeitsspeicher
Solidworks 2016 + SP 3.0
|
erstellt am: 08. Jul. 2015 13:15 <-- editieren / zitieren --> Unities abgeben:
Danke für die super Antwort, auf so was habe ich gehofft.Ich modelliere das Bauteil in SWX 2015 Standard. Wenn ich nun mit der Oberflächenmodellierung fertig bin, hätte ich die Teile von einander abgespaltet und anschließende die einzelnen Teile noch bearbeitet. je nach dem was fehlt, bzw. wo momentan noch keine Oberfläche vorhanden ist. Kann ich die einzelnen Teile dann später mit dem Befehl > Offset Oberfläche die Wandstärke erzeugt oder kann ich den > Wanddickenbefehl auch hernehmen?
Wenn die Teile nun eine Wandstärke haben, kann ich die Innenflächen ja noch in der Schräge ändern, allerdings habe ich dann keine gleichbleibende Wandstärke mehr.
Zwar nur minimal, aber stört das bzw. kommt es dann zu Einfallstellen? Ich schau mal ob ich das Teil hochladen darf. Zitat:
Original erstellt von N.Lesch:
Hallo, 2° Entformungsschräge je Seite sind nur bei ganz speziellen Narbungen nötig.
Z.B. von Standex. Bei technischen Teilen reicht Null bis 0,5° meistens aus.
Innenflächen am Teil benötigen mehr Entformungsschräge als Aussenflächen, weil das Teil aufschwindet. Eine dicke Wand benötigt weniger Entformungsschräge, weil die mehr schwindet. Den Rest Deiner Frage kann man ohne Bild nicht beantworten.
------------------
Grüße LuckyStrike1889 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
alex
Mitglied
Produktentwicklung / Produktmanagement / Dipl.-Ing. (FH)
Beiträge: 788
Registriert: 25.07.2000
|
erstellt am: 08. Jul. 2015 20:51 <-- editieren / zitieren --> Unities abgeben: Nur für LuckyStrike1889
|

| | CAD-Zeichner, Technischer Zeichner oder Bauzeichner (m/w/d) | ? geht es um die Prozesswasseraufbereitung, Rein- und Reinstwasseraufbereitung für Industrie, Gewerbe, Krankenhäuser, Labor- und Medizintechnik. Hier zählt EnviroFALK heute zu den ersten Adressen. Nach umfassender Beratung planen und fertigen wir Wasseraufbereitungsanlagen mit klarer Zielsetzung: technologischer Vorreiter zu sein! Dafür suchen wir Sie und bieten Ihnen den Einstieg in ein erfolgreiches Wachstumsunternehmen.... | | Anzeige ansehen | Technischer Zeichner, Bauzeichner |
|
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5089
Registriert: 05.12.2005 WF 4
|
erstellt am: 08. Jul. 2015 22:24 <-- editieren / zitieren --> Unities abgeben: Nur für LuckyStrike1889
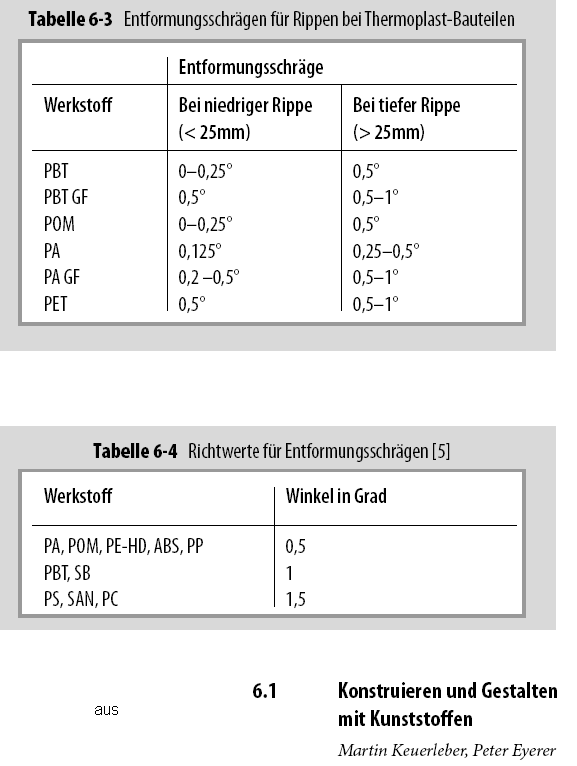
Weil hier und in dem parallel Thread ( danke für den Hinweis ) die Diskusion um die Entformungsschräge ins Phylosophische ausartet, im Anhang eine Richtlinie für Technische Teile. Sicher ist die Schräge umso größer, je besser. Aber man handelt sich dabei leicht gewaltige andere Probleme ein. Zum Beispiel hängt eine rechteckige Kiste beim Entformen hauptsächlich an den Ecken fest. Es würde also reichen nur die Ecken anzuschrägen mit einem großen Radius oben und einen kleineren unten. Wichtiger als die Schräge ist die Wanddicke, die sollte höchtens bis zur Hälfte geschwächt werden. Bei der Wärme hat wohl jeder eine Flasche am Platz stehen. Der Deckel aus Kunststoff hat innen ein Gewinde. Das ist zwangsentformt oder abgestreift. Das geht auch Wenn es Probleme mit der Entformung gibt, muß das nicht an der fehlnden Schräge liegen.
Eine Möglichkeit sind Schleifriefen quer zur Entformungsrichtung. Möglich ist auch der Schraubstock-Effekt:
Wenn der Kunststoff mit max. 2000 bar in die Kavität ( Formhohlraum )
eingespritzt wird, gibt der Stahl ( meistens ) nach, er federt auf. Beim Abkühlen schwindet der Kunststoff wieder und der Stahl federt wieder zurück.
Wenn aber beim Einspritzen der Stahl mehr auffedert, als er beim Abkühlen zurückfedern kann, sitzt das Kunststoff-Teil in der Form fest wie im Schraubstock.
Man wollte mir schon einmal weismachen, daß 8° Schräge nötig sind. Die Auswerfer sollen im Werkzeug auch immer an die tiefste Stelle, weil beim Entformen das Teil noch warm und deswegen weicher ist.
Auf Schub funktieren die Auswerfer dann auch viel besser. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)