| | |
 | Von der Idee zur Serie - technischer Vorsprung im Werkzeug- und Prototypenbau., eine Pressemitteilung
|
|
Autor
|
Thema: Blechteil mit Sickung (17221 mal gelesen)
|
maro
Mitglied
Konstrukteur

   Beiträge: 30
Registriert: 31.07.2003
|

 erstellt am: 05. Aug. 2008 11:46
erstellt am: 05. Aug. 2008 11:46  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo, zur Versteifung eines Blechteiles möchte ich diese mit Sicken versehen.
Blech wird 3 mm Edelstahl sein. Gibt es eine Anleitung wie die Sicken ausgeführt werden,
(Größe der Sicke, wieweit kann eine Sicke an eine Biegung und einem Rand herangeführt werden,
wie tief kann/oder wird eine Sicke eingebracht)
Vielleicht kann mir jemand einen Tip geben wo man die ersten Infos dazu finden kann.
Sicher muß die endgültige Ausführung mit einem Hersteller durchgesprochen werden,
es geht um eine erste konstruktive Ausführung. Gruß von Mario Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hofe
Mitglied
Werkzeugmacher
Beiträge: 440
Registriert: 12.01.2008 Computer: Aldi
Schreibtisch: Ikea
Werkbank: Baumarkt
Software:
1967-2021, viele Updates und SP's, aber sicher nicht alle, deswegen immer wieder Sicherheitslücken
|
erstellt am: 05. Aug. 2008 12:05 <-- editieren / zitieren --> Unities abgeben: Nur für maro 
Hallo Mario, um Sicken in 3er Edelstahl einzubringen braucht es vor allem sehr viel Kraft.
Die mir geläufigen Methoden sind (ohne Anspruch auf Vollständigkeit): - nibbeln auf einer Stanzmaschine
- rollen mit Rollwerkzeug auf einer Stanzmaschine
- walzen auf speziellen Sickenmaschinen
- prägen auf Excenter- oder hydraulischen Pressen mit eigens dafür hergestellten Werkzeugen Die Werkzeuge auf einer Stanzmaschine dürften den erforderlichen Kräften bei 3er-VA IMHO kaum standhalten. kaum standhalten.
Die Sickenmaschinen, die ich bisher gesehen habe, sind ebenfalls meist sehr zierlich gebaut, eher für Flaschner.
Ein Prägewerkzeug hängt natürlich von der Stückzahl ab, die hergestellt werden soll. Zur den Abmessungen hast Du schon ganz richtig erkannt, dass man das am besten mit dem Fertiger absprechen sollte, da z.B. der Abstand zu Kantungen von seinen Abkantmethoden und -werkzeugen abhängt.
Bei Sicken nahe des Blechrandes gibt's einen "Einzug" am Blechrand, das Material für die Sicke muss ja irgendwo herkommen.
Ebenso ergibt sich in gesickten Blechen meist ein Verzug, wenn nicht in einem Komplettwerkzeug gefertigt wird, wie z.B. bei Ablageflächen für Spülbecken. Das fällt dann aber schon in die Kategorie "Tiefziehen". Aber es gibt hier sicher Praktiker, die mehr dazu zu sagen haben  Grüße Hofe Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gorpsion
Mitglied
Beiträge: 10
Registriert: 26.04.2007
|
erstellt am: 05. Aug. 2008 13:16 <-- editieren / zitieren --> Unities abgeben: Nur für maro
Hallo Mario, hast Du denn mal eine Skizze oder ein Bild zur Ansicht? Wie groß wird das Teil und warum möchtest Du eine Sicke reinhaben. 3mm Blech ist doch ganz schön steif !?! Meinst Du eine geprägte Ausformung oder eher eine Art Kreuzkantung zur Flächenstabilisierung?  Gorpsion Gorpsion Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
maro
Mitglied
Konstrukteur
Beiträge: 30
Registriert: 31.07.2003
|
erstellt am: 05. Aug. 2008 14:04 <-- editieren / zitieren --> Unities abgeben:
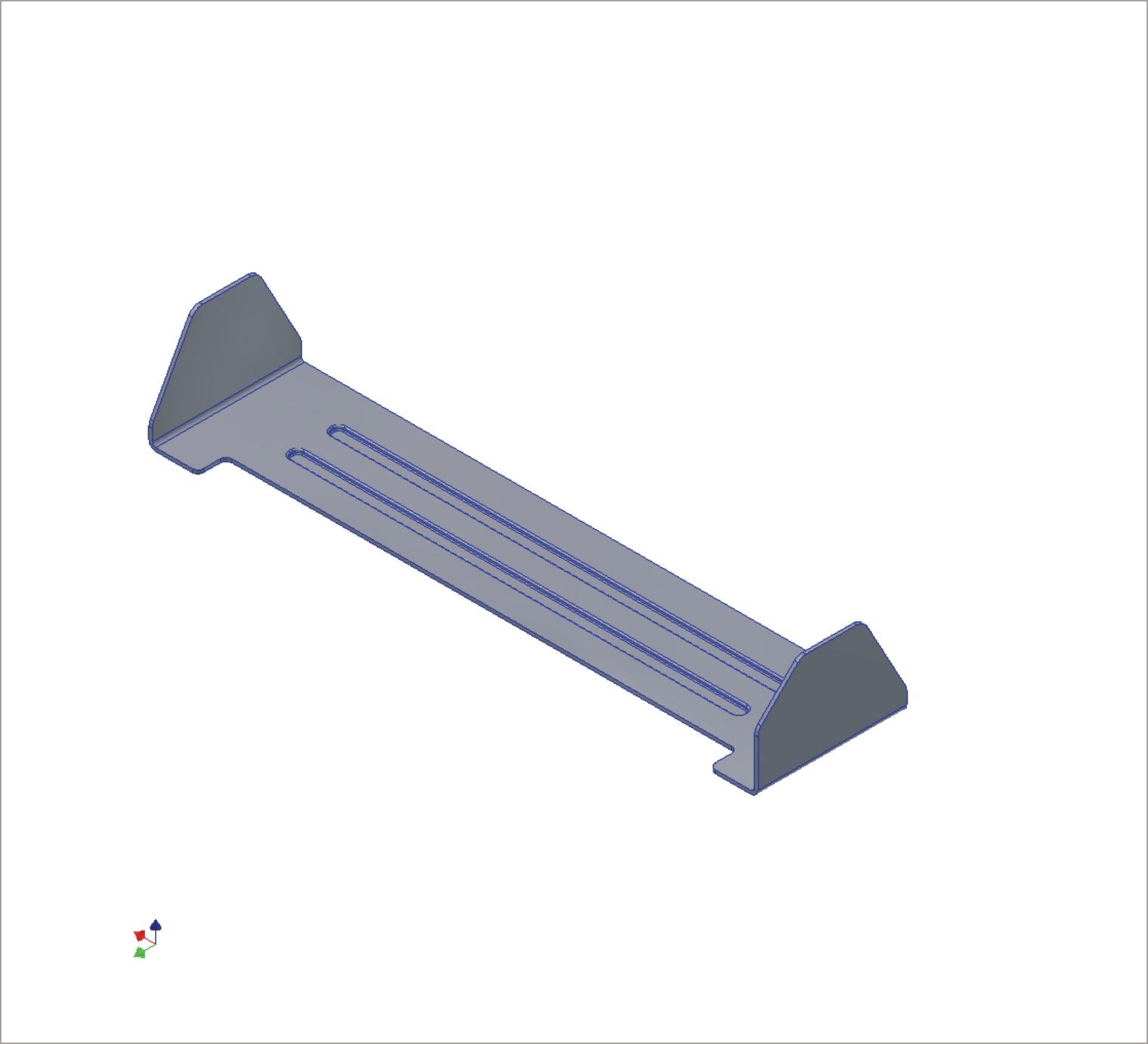
Hallo, ich habe mal ein Bild angehängt, wie das Teil grob ansehen könnte.
Nun habe ich mich an einen Blechfertiger gewendet und er meinte, Sicken wären kaum noch im Einsatz. Er würde das Ganze mit Hutblechen verstärken für die Steifigkeit und es würde auch billiger werden. Hintergrund der höheren Steifigkeit ist, das noch Plastteile an das Blech angebracht werden ( Länge 500 mm, Höhe 90 mm)und diese weitere Teile fixieren und damit eine genaue Lage benötigt wird. Danke für die bisherigen Antworten. Gruß von Mario Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hofe
Mitglied
Werkzeugmacher
Beiträge: 440
Registriert: 12.01.2008 Computer: Aldi
Schreibtisch: Ikea
Werkbank: Baumarkt
Software:
1967-2021, viele Updates und SP's, aber sicher nicht alle, deswegen immer wieder Sicherheitslücken
|
erstellt am: 05. Aug. 2008 15:30 <-- editieren / zitieren --> Unities abgeben: Nur für maro
Hallo Mario, Sicken bringen deshalb Stabilität, weil sie das Maß des Bleches in der dritten Dimension vergrößern.
Da dies bei Sicken aber nie sehr viel ist, ist der Steifigkeitszuwachs zwar vorhanden, aber doch recht bescheiden.
Bedeutend mehr Stabilität erreichst Du, wenn Du die Längsseiten auf- oder abkanten kannst.
(Dein Bild sagt mehr als tausend Worte)
Das hängt natürlich davon ab, ob Deine baulichen Gegebenheiten das zulassen.
Dein Blechfertiger hat Recht, ohne Sicken ist so ein Teil auf jeden Fall billiger, da ein aufwendiger Arbeitsgang entfällt.
Um die Büge an den Stirnseiten herzustellen muss das Teil sowieso auf die Abkantpresse, dann fallen zwei oder drei weitere Kantungen längst nicht so sehr ins Gewicht wie zusätzliche Sicken. Ich würde die Kunststoffteile einzeichnen und das Blech dann "drumherum" konstruieren.
Vielleicht verrät Dir der Blechfertiger den groben Rahmen seiner Möglichkeiten, oder Du zeichnest mal drauflos und fragst ihn dann, was geht und wo Du ändern musst. Viel Erfolg! Grüße Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
    

Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 05. Aug. 2008 22:41 <-- editieren / zitieren --> Unities abgeben: Nur für maro
Hallo Mario! Hofe hat ja schon alles detailliert erklärt, darum nur noch eine kleine Ergänzung. In meinem Betrieb werden in dünne Blechteile (max. 1mm) einiger weniger Kunden Sicken geprägt.
Das findet an einer Presse statt, diese wird mit dem jeweiligen Sonderwerkzeug eingerichtet. Ein Preisbeispiel für die Werkzeugkosten: Für eine Sicke von 120 x 80 x 7 mm als Ovalform in 1mm Alu sollte 2005 das Werkzeugpaar € 2800.- kosten. Die in Deinem Bild dargestellten Sicken bewirken kaum etwas, sie sind zu flach. Eine merkliche Versteifung der Fläche findet nur dann statt, wenn eine Kragenhöhe von vier- bis fünffacher Dicke der Materialstärke erzeugt wird. Das gibt ein "normaler" Werkstoff aber nicht mehr her, daher müsste man sich mit Durchbrüchen behelfen. Es würde dabei also keine Verformung einer geschlossenen Fläche stattfinden, sondern das Aufweiten und Umformen eines in der Fläche befindlichen Durchbruches. Unsere Werkzeuge bedingen einen Randabstand von 30mm. Trotz Plandrückens der Rand der Sicke sorgen die durch den Prägevorgang eingebrachten Spannungen für eine leichte Verwerfung des Werkstückes. Sicken werden heutzutage in zwei möglichen Fällen eingesetzt: 1.) Wenn Geld keine Rolle spielt, die Luftfahrt-/Raumfahrt-/Marinenorm aber schon 2.) Wenn um Cents gekämpft wird, in der Großserienproduktion In Deinem Falle würde ich von Sicken absehen und Hofes Vorschlag in die engere Wahl ziehen, wenn konstruktiv möglich. Gruss Andreas
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Doc Snyder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13772
Registriert: 02.04.2004 3D-CAD Inventor
|
erstellt am: 06. Aug. 2008 03:20 <-- editieren / zitieren --> Unities abgeben: Nur für maro
Moin! I = b * h³ /12, in Worten: ein wenig dicker, und es wird sehr viel steifer (4 mm statt 3mm => Faktor 2,37). Wo Platz für Sicken ist, ist auch Platz für dickeres Blech. Die maximale Steifigkeit bei einem gegebenen maximalen Querschnitt (Bauraum!) hat immer und nur das massive Vollmaterial! ------------------
Roland
www.Das-Entwicklungsbuero.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 06. Aug. 2008 08:54 <-- editieren / zitieren --> Unities abgeben: Nur für maro
Guten Morgen Roland, Zitat:
Original erstellt von Andreas Gawin:
....Eine merkliche Versteifung der Fläche findet nur dann statt, wenn eine Kragenhöhe von vier- bis fünffacher Dicke der Materialstärke erzeugt wird.....
Du hast Recht, das habe ich zu ungenau formuliert. Es war wie folgt gemeint: Eine merkliche Versteifung des Teiles in die 500er Richtung findet nur dann statt, wenn eine Kragenhöhe von vier- bis fünffacher Dicke der Materialstärke erzeugt wird. Man kann zum Vergleich die Höhe einer Versteifungskantung bemühen. Auf 500mm Länge würde eine 8er Kante wesentlich weniger steif als eine 15er Kante sein (so die 8er sich denn herstellen liesse).  Andreas Andreas
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
maro
Mitglied
Konstrukteur
Beiträge: 30
Registriert: 31.07.2003
|
erstellt am: 06. Aug. 2008 11:34 <-- editieren / zitieren --> Unities abgeben:
Hallo Danke für Eure Hilfe. Ich bin jetzt mit dem Fertiger in Klärung, das wir doch Hutbleche aufpunkten und
das Ganze auf ein 2 mm Edelstahlblech belassen. (Gewichtseinsparung zur bisherigen
Lösung spielt auch eine große Rolle). Nun werde ich die Lösung den anderen Varianten anpassen. Einen schönen Tag noch. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Doc Snyder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
Beiträge: 13772
Registriert: 02.04.2004 3D-CAD Inventor
|
 erstellt am: 06. Aug. 2008 13:00 <-- editieren / zitieren --> Unities abgeben: Nur für maro
erstellt am: 06. Aug. 2008 13:00 <-- editieren / zitieren --> Unities abgeben: Nur für maro
|
WiedemTh
Mitglied
Konstrukteur
Beiträge: 366
Registriert: 22.02.2005
|
erstellt am: 06. Aug. 2008 14:35 <-- editieren / zitieren --> Unities abgeben: Nur für maro
Hallo! Ich würde die Fragestellung gern noch ein wenig verändern. Wie sieht es mit Sicken im Bereich der beiden Biegungen aus? Ich möchte die Abkantungen versteifen. - Bis welche Blechdicke ist das mit vertretbarem Aufwand möglich? - Wie wird das hergestellt? Viele Grüße Thomas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hofe
Mitglied
Werkzeugmacher
Beiträge: 440
Registriert: 12.01.2008 Computer: Aldi
Schreibtisch: Ikea
Werkbank: Baumarkt
Software:
1967-2021, viele Updates und SP's, aber sicher nicht alle, deswegen immer wieder Sicherheitslücken
|
erstellt am: 07. Aug. 2008 12:51 <-- editieren / zitieren --> Unities abgeben: Nur für maro
Hallo Thomas, der Aufwand ist m.W. immer derselbe, unabhängig von der Blechdicke.
Angefertigt wird mittels Werkzeug auf einer Presse, aufwändig herzustellen und natürlich immer dasselbe Ergebnis, d.h. bei Konturänderung ist eine neues bzw. geandertes Werkzeug fällig. Grüße Hofe Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 10. Aug. 2008 16:49 <-- editieren / zitieren --> Unities abgeben: Nur für maro
Zitat:
Original erstellt von WiedemTh:
....Wie wird das hergestellt?.....
Anbei drei Bilder eines Werkzeuges zum Prägen von Sicken mit mittigem Rundloch in 1,5er Alubleche. Das abgebildete Werkzeug hat einen Zentrierdorn, um eine Positioniergenauigkeit von +/- 0,1mm zu gewährleisten. Der Vorgang gestaltet sich wie folgt: 1.) Ober- und Unterwerkzeug werden in eine Presse eingebaut
2.) der Materialrohling wird dazwischen positioniert
3.) die Presse führt einen Hub aus Während des Hubes finden statt: --> in den ersten zwei Dritteln des Weges wird der Werkstückrohling gezogen (gedehnt), dabei tritt eine erhebliche Verformung der Randbereiche der späteren Sicke auf --> im letzten Drittel wird die Sicke fertiggeprägt, das Oberwerkzeug fährt komplett auf den Werkstückrohling herunter, wobei die verworfenen Randbereiche nunmehr durch den hohen, von den Rändern der Ober- und Unterwerkzeuge übertragenen Druck geplättet (geglättet) werden. Im Ergebnis ist die Sicke voll ausgeprägt und hat saubere Ränder. Die durch den Prägevorgang in den Werkstückrohling eingebrachten Spannungen halten sich in Grenzen. Gruss Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 19. Aug. 2008 14:27 <-- editieren / zitieren --> Unities abgeben: Nur für maro
Zitat:
Original erstellt von Hofe:
.......nibbeln auf einer Stanzmaschine.....
Nachtrag: In diesem Video ab Position 4:30 Minuten ist das Prägen von Lüftungskiemen sehr schön zu sehen. Technisch ist das ja dem Sicken gleichzusetzen. Gruss Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MABI
Ehrenmitglied
Leuchtenbauer
Beiträge: 1978
Registriert: 18.12.2003
|
erstellt am: 21. Aug. 2008 10:38 <-- editieren / zitieren --> Unities abgeben: Nur für maro
|

 Foren auf CAD.de
Foren auf CAD.de









 bald bin ich groß
bald bin ich groß