| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für Autodesk Produkte |
|
Autor
|
Thema: Suche nach einer Idee für ein kleines Stanzwerkzeug (4794 mal gelesen)
|
Kühlfisch
Mitglied
Dipl.-Ing. Maschinenbau

   Beiträge: 300
Registriert: 25.10.2007
|

 erstellt am: 25. Nov. 2016 18:40
erstellt am: 25. Nov. 2016 18:40  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallöchen, ab und zu (max. 50x/Jahr), muß ich in ein Alu-Profil ein sauberes Langloch (4x50) machen. Bisher mache ich das mittels Akkubohrer und Schlüsselfeile. Dafür brauche ich jeweils eine gute Stunde - und das dauert mir ein bisschen zu lange; Daher habe ich die Idee, dafür ein kleines Stanzwerkzeug/Vorrichtung zu machen/machen zu lassen. Als Antrieb/Presse stelle ich mir einen Wagenheber vor.
Könnte man vermutlich auch fräsen lassen - aber wer macht denn schon sowas. Hat vielleicht jemand eine Idee, für ein simples Home-Werkzeug? ------------------
---------
Grüße vom
Kühlfisch Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Moderator
CAD-Dienstleister
    

Beiträge: 26104
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 25. Nov. 2016 18:51 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch 
|
Björn Hessberg
Mitglied
Maschinenbauer
Beiträge: 606
Registriert: 04.04.2007 SWX Pro 2020 SP4
Win 10 64Bit 32GB
NVidia Quadro P1000
Z Book G3 17
Win10 16GB M4000M
NVidia Quadro 4000M
|
erstellt am: 25. Nov. 2016 19:32 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Hallo, ich habe sowas schon gemacht, mittels Oberfräse und Längsanschlag. Das Einstichloch kleiner vorbohren, dann Eintauchen und mit Längsführungsschiene munter wegfräsen. Fräser mit HM-Schneiden, Alu ist wie Hartholz  denn: Wer Holz kennt, nimmt Metall. Bitte auf Schnittdruck und Drehrichtung achten, dass sich die Fräse gegen die Längsführungsschiene zieht. Viele Grüsse Björn ------------------
Die Botschaft hör ich wohl, allein mir fehlt der Glaube. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Kühlfisch
Mitglied
Dipl.-Ing. Maschinenbau
Beiträge: 300
Registriert: 25.10.2007
|
erstellt am: 25. Nov. 2016 19:59 <-- editieren / zitieren --> Unities abgeben:
Hallo Björn, werde mich (im Baumarkt) mal aufschlauen - bzgl. Oberfräse und Längsanschlag.
Bekäme ich denn beide Schenkel des Alu-Profiles damit präzise weg gefräst? ------------------
---------
Grüße vom
Kühlfisch Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Kühlfisch
Mitglied
Dipl.-Ing. Maschinenbau
Beiträge: 300
Registriert: 25.10.2007 ACAD 2017
Athena
|
erstellt am: 25. Nov. 2016 20:41 <-- editieren / zitieren --> Unities abgeben:
Hallo Leo, ich glaube, diese Gerätschaften schon mal gesehen zu haben. Man kann mit denen wohl Löcher in Stahlblech-Schaltschränken ausknabbern. Ob sie auch für dickere Alu-Profile taugen ... ------------------
---------
Grüße vom
Kühlfisch Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Björn Hessberg
Mitglied
Maschinenbauer
Beiträge: 606
Registriert: 04.04.2007 SWX Pro 2020 SP4
Win 10 64Bit 32GB
NVidia Quadro P1000
Z Book G3 17
Win10 16GB M4000M
NVidia Quadro 4000M
|
erstellt am: 25. Nov. 2016 20:58 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Hallo, zu den Stanzen vom Leo: Haben wir in der Firma, sind wirklich toll und können grosse Löcher machen. Leider wird muss ein Loch für den Zugbolzen in das Werkstück gebohrt werden, und in dem angesprochenen Fall dürfte der Bolzen nicht grösser als 4 mm im Durchmesser sein. Das Verhältnis zwischen Querschnitt des Lochs und Zugbolzendurchmesser sehe ich als unlösbar.. Das Fräsen sollte kein Problem sein.....
Unsere Schreiner haben schon immer etwas rungewinselt, wenn ich Alu gefräst hab (mit deren Oberfräse...)
Wichtig: Der Fräser muss scharf sein! Ansonsten Materialaufbau auf der Schneide mit der Gefahr von Werkzeugbruch!
Gut schmieren mit Öl oder Emulsion!
Unbedingt Schutzbrille tragen!!!
Werkstück gut auf/einspannen!
Kann sein, dass der Verkäufer vom Baumarkt Schnappatmung bekommt bei dem Gedanken, dass Alu bearbeitet werden soll. Ist aber eigentlich nur highspeedcutting. 
Am besten mal probehalber rumspielen mit Maschine und Werkstoff, um ein Gefühl für das Ganze zu bekommen.
Ich weiss nicht, wie das Verhältnis von Fräserdurchmesser zu Nuttiefe ist, Du musst ggf mehrere Durchgänge fahren.
Kauf mal besser 2-3 Fräser Auf gehts, Hurra die Gams!! Viele Grüsse Björn
------------------
Die Botschaft hör ich wohl, allein mir fehlt der Glaube. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Moderator
CAD-Dienstleister
Beiträge: 26104
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 25. Nov. 2016 21:17 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Da gibt es auch Stanzen mit halboffene Zugang, ohne Schraube. Aber der zweite Steg drunter macht das Stanzen sehr schwierig. Mangels Oberfräse könnte man ev. auch mit der Ständerbohrmaschine werken. ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2369
Registriert: 08.03.2008 IV seit den 5.3Er
aktuell den 2014Ner
WIN7pro-64bit
SP das jeweils aktuelle
|
erstellt am: 25. Nov. 2016 21:29 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Die Oberfräse sollte schon eine überschaubar preiswerte Lösung sein. Ggf. statt Längsanschlag eine Kopierhülse mit passendem Fräser dazu besorgen. Dann brauchst Du nur noch einmal die Schablone dazu, die dann passend ausrichten und festspannen und mit kleinen Schritten immer tiefer "rein ins Vergnügen"... ------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur

Beiträge: 3682
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 25. Nov. 2016 21:42 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Bei 50x im Jahr würde ich es nicht mit einem Leihgerät machen. Und ich würde es auch dann nicht aus der Hand machen. So'ne Oberfräse zischt Dir bei mindestens 8000/min ganz schnell mal wohin, wo Du es nicht haben willst, wenn Du nicht die ganze Zeit konzentriert festhälst. Für mich selbst würde ich für meine Elu oder Makita wohl eine Vorrichtung machen, wo die Maschine fest drin sitzt und ich das Werkstück nur in die Vorschubrichtung bewegen kann. Mit 'der Druckluftpistole irgendwie direkt auf den Schnitt gerichtet. Dann müsste ich selbst nur noch in einer Richtung drücken und könnte mich allein auf die Vorschubkraft konzentrieren... Bei einem Teil pro Woche bist Du doch spätestens nach 1 Monat froh, dass Du sowas hast und die Investition ist schon vergessen... Bis auf die Fräser natürlich. 
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Kühlfisch
Mitglied
Dipl.-Ing. Maschinenbau
Beiträge: 300
Registriert: 25.10.2007
|
erstellt am: 25. Nov. 2016 22:51 <-- editieren / zitieren --> Unities abgeben:
Fällt mir leider schwer, euren Gedanken im Detail zu folgen. Vielleicht würde mir jeweils eine Prinzipskizze weiterhelfen. Ich bräuchte also eine Oberfräse mit Schiene und Anschlägen. Und dann führe ich entweder das Werkstück oder das Werkzeug. Und dann bräuchte ich eine Vorrichtung, welche sich in der Schiene bewegt - in y zum Eintauchen und in x zum Nuten? ------------------
---------
Grüße vom
Kühlfisch Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3682
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 26. Nov. 2016 00:05 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3682
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 26. Nov. 2016 00:18 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
Kühlfisch
Mitglied
Dipl.-Ing. Maschinenbau
Beiträge: 300
Registriert: 25.10.2007
|
erstellt am: 26. Nov. 2016 03:19 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von Torsten Niemeier:
Könntest Du ein Modell Deines Profils hochladen?
Mit Nut?
Habe ausnahmsweise mal kein 3D-Modell. Es ist ja auch eher eine 2D-Sache. ------------------
---------
Grüße vom
Kühlfisch Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3682
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 26. Nov. 2016 03:43 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
AnMay
Mitglied
Konstrukteur MB
Beiträge: 632
Registriert: 16.02.2008 Inventor 2019
Inventor 2023
|
erstellt am: 26. Nov. 2016 06:36 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
Kühlfisch
Mitglied
Dipl.-Ing. Maschinenbau
Beiträge: 300
Registriert: 25.10.2007
|
erstellt am: 26. Nov. 2016 11:47 <-- editieren / zitieren --> Unities abgeben:
|
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3682
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 26. Nov. 2016 14:00 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
Björn Hessberg
Mitglied
Maschinenbauer
Beiträge: 606
Registriert: 04.04.2007 SWX Pro 2020 SP4
Win 10 64Bit 32GB
NVidia Quadro P1000
Z Book G3 17
Win10 16GB M4000M
NVidia Quadro 4000M
|
erstellt am: 26. Nov. 2016 14:12 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
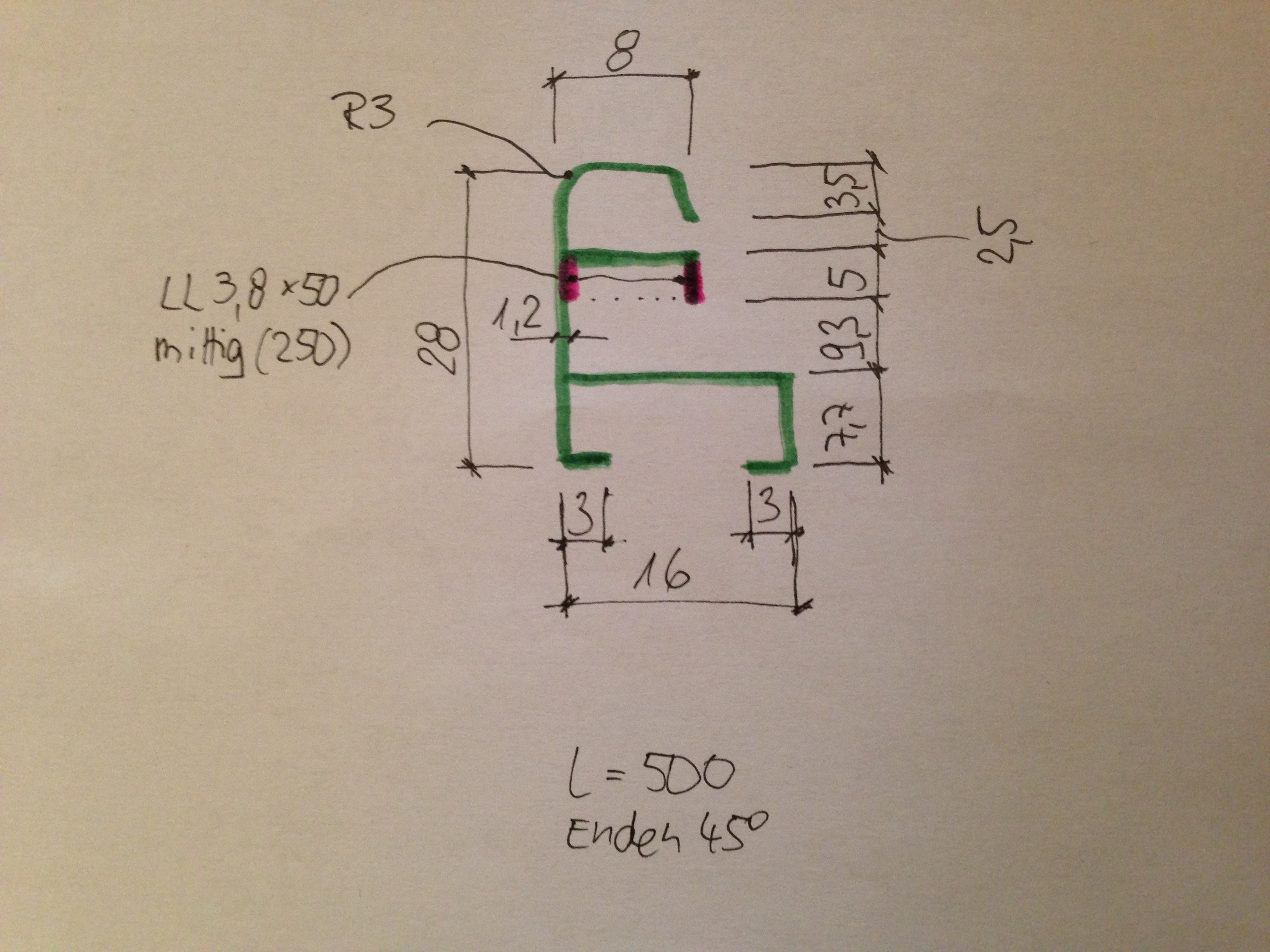
Hallo Torsten, das schaut doch sehr gut aus, mit dem Aufbau und den Führungen! Auch wen ich lieber das Werkzeug als das Werkstück bewegen würde.... (weiss nich warum, Instinkt halt.....) Viele Grüsse Björn  ------------------
Die Botschaft hör ich wohl, allein mir fehlt der Glaube. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2369
Registriert: 08.03.2008 IV seit den 5.3Er
aktuell den 2014Ner
WIN7pro-64bit
SP das jeweils aktuelle
|
erstellt am: 26. Nov. 2016 16:00 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
Kühlfisch
Mitglied
Dipl.-Ing. Maschinenbau
Beiträge: 300
Registriert: 25.10.2007
|
erstellt am: 26. Nov. 2016 17:00 <-- editieren / zitieren --> Unities abgeben:
Danke für die Inspiration zur Verwendung einer Oberfräse mit Vorrichtung/Führungsschiene (#1) bzw. mit Frässchablone/Kopierring (#2) anstatt eines Stanzwerkzeuges. Gefällt mir beides gut und läßt sich umsetzen. #2 hätte den kleinen Vorteil, das man nicht den exakten Fräser (3,8) bräuchte, sondern einen kleineren nehmen kann (in meinem Fall, ist dies aber nicht relevant). Anbei noch ein Screenshot von Torstens Lösungsansatz, damit ihn jedermann sehen kann. ------------------
---------
Grüße vom
Kühlfisch Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Kühlfisch
Mitglied
Dipl.-Ing. Maschinenbau
Beiträge: 300
Registriert: 25.10.2007 ACAD 2017
Athena
|
erstellt am: 26. Nov. 2016 17:16 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von Leo Laimer:
Mangels Oberfräse könnte man ev. auch mit der Ständerbohrmaschine werken.
Habe leider nicht mal eine Ständerbohrmaschine. Und ein brauchbarer Bohrmaschinenständer kostet soviel, wie eine günstige Oberfräse. ------------------
---------
Grüße vom
Kühlfisch Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Moderator
CAD-Dienstleister
Beiträge: 26104
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 26. Nov. 2016 17:30 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
Roland Schröder
Moderator
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13310
Registriert: 02.04.2004 IV 2019 + 2020 + 2021
W7pro64 F-Secure-Safe
Dell-M4600 2,13GHz 12GB
Quadro2000M
15,4"1920x1080
MS-IntelliMouse-Optical
SpacePilotClassic
|
 erstellt am: 26. Nov. 2016 20:56 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
erstellt am: 26. Nov. 2016 20:56 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Zitat:
Original erstellt von Leo Laimer:
Mangels Oberfräse könnte man ev. auch mit der Ständerbohrmaschine werken.
Hast Du das schon mal versucht?  Es ist ein Graus!  Das Dreibackenfutter löst sich bei der pulsierenden Umlaufbelastung schneller als Du hinterhersehen kannst; die radiale Steifigkeit der Spindel ist bei Weitem zu gering, das radiale Spiel der Spindel ist bei Weitem zu groß, und eine kontrollierte axiale Zustellung ist auch nicht möglich. Insgesamt keinesfalls zu empfehlen! Das reicht grad mal, um Styropor zu "fräsen", bei Balsaholz wird es schon kritisch, denn das hat eine Faserrichtung. ------------------
Roland
www.Das-Entwicklungsbuero.de It's not the hammer - it's the way you hit! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3682
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 26. Nov. 2016 22:22 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Bei mir fiel meist sofort das Bohrfutter aus dem Morsekegel. Wenn nicht, hatte ich sofort eine wilde Schwingung zwischen Tisch und Spindel, also als Torsion um das dicke Rohr hinten. Waren gefährliche Experimente...  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
rode.damode
Mitglied
Maschinenbauingenieur
Beiträge: 432
Registriert: 15.07.2011 Inventor 2024
ZBook15, i7
Quadro M2200
32GB
|
erstellt am: 26. Nov. 2016 23:12 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Hallo Kühlfisch Ich würde da ein Fein-Multimaster oder ähnliches verwenden.
2 Einstiche und dann den Zwischenraum herausbrechen.
Damit das Maß stimmt würde ich davor eine Leiste spannen, auf dem Du das Sägeblatt jeweils auflegen kannst. Viele Grüße
Roger Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Kühlfisch
Mitglied
Dipl.-Ing. Maschinenbau
Beiträge: 300
Registriert: 25.10.2007
|
erstellt am: 26. Nov. 2016 23:39 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von rode.damode:
Ich würde da ein Fein-Multimaster ... verwenden.
Hallo Roger, was genau ist ein Fein-Multimaster bzw., was macht solcherlei Gerät ggf. praktikabler als eine Oberfräse? ------------------
---------
Grüße vom
Kühlfisch [Diese Nachricht wurde von Kühlfisch am 27. Nov. 2016 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau

Beiträge: 9326
Registriert: 13.10.2000 Inventor bis 2024, Rhino 7, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
 erstellt am: 27. Nov. 2016 00:19 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
erstellt am: 27. Nov. 2016 00:19 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
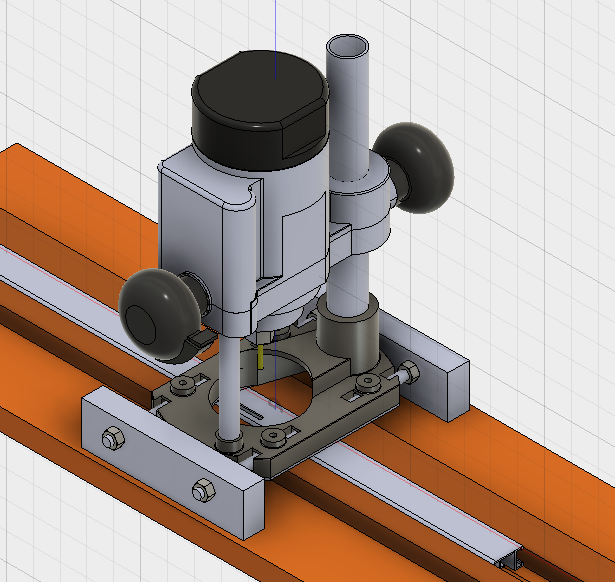
Spät in der Nacht bin auch noch reingestolpert. 1,2 mm Stärke quer fräsen - ich meine ja, das wird nix. Anbei mal ein Ansatz für ein Stanzwerkzeug. Man müsste es noch etwas verfeinern .. [Diese Nachricht wurde von W. Holzwarth am 27. Nov. 2016 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
rode.damode
Mitglied
Maschinenbauingenieur
Beiträge: 432
Registriert: 15.07.2011 Inventor 2024
ZBook15, i7
Quadro M2200
32GB
|
erstellt am: 27. Nov. 2016 00:40 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Ich habe eine Oberfräse und einen Fein-Multimaster. Wenn Du weder eine Oberfräse, noch einen Multimaster besitzt und ich daher annehme, daß Du bisher weder mit dem Einen noch dem Anderen gearbeitet hast, dann ist ein Multimaster meiner Ansicht nach die bessere Wahl. Aber vielleicht ist dein Alu gut zerspanbar, so daß Du mit der Oberfräse nicht all zu viele Fräßer bzw. Teile schrottest. Viele Grüße
Roger
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Kühlfisch
Mitglied
Dipl.-Ing. Maschinenbau
Beiträge: 300
Registriert: 25.10.2007
|
erstellt am: 27. Nov. 2016 02:07 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von W. Holzwarth:
Spät in der Nacht bin auch noch reingestolpert.
1,2 mm Stärke quer fräsen - ich meine ja, das wird nix.Anbei mal ein Ansatz für ein Stanzwerkzeug. Man müsste es noch etwas verfeinern .. [Diese Nachricht wurde von W. Holzwarth am 27. Nov. 2016 editiert.]
Hallöchen, habe Zuhause leider nur grauslig, primitive Software (Autodesk Fusion 360), mit welcher ich deine Datei gerade nicht geöffnet bekomme. Kannst du mir bitte ein paar Screenshots von deiner StanzwerkzeugIdee posten? ------------------
---------
Grüße vom
Kühlfisch Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9326
Registriert: 13.10.2000 Inventor bis 2024, Rhino 7, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 27. Nov. 2016 10:39 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
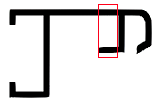
Nachdem ich heute morgen nochmal draufgeschaut habe, meine ich, es geht nur in 2 Schritten. Egal, ob man von oben oder unten mit dem Stempel kommt, das zuerst ausgeklinkte Material ist dem zweiten Schnitt im Wege. Zumindestens die Qualität wäre nicht gut. Der Aufwand steigt .. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Kühlfisch
Mitglied
Dipl.-Ing. Maschinenbau
Beiträge: 300
Registriert: 25.10.2007
|
erstellt am: 27. Nov. 2016 11:17 <-- editieren / zitieren --> Unities abgeben:
Hallöchen, ich bekomme die Datei leider nicht geöffnet. Kannst du bitte ein paar Screenshots von deiner StanzwerkzeugIdee posten? ------------------
---------
Grüße vom
Kühlfisch [Diese Nachricht wurde von Kühlfisch am 27. Nov. 2016 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wyoming
Ehrenmitglied
Konstrukteur
Beiträge: 1869
Registriert: 02.02.2009
|
erstellt am: 27. Nov. 2016 11:29 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Zitat:
Original erstellt von W. Holzwarth:
Egal, ob man von oben oder unten mit dem Stempel kommt, das zuerst ausgeklinkte Material ist dem zweiten Schnitt im Wege. Zumindestens die Qualität wäre nicht gut. Der Aufwand steigt ..
Es sei denn es kommen 2 Stempel syncron und sind grade so lang, das eine Wand durchgestanzt wird.  Der Aufwand steigt .. ------------------
MR2OC Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Moderator
CAD-Dienstleister
Beiträge: 26104
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 27. Nov. 2016 11:54 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Zitat:
Original erstellt von Roland Schröder:
Hast Du das schon mal versucht?...
Ist alles relativ. Wenn man sonst gar kein geführtes Werkzeug hat, ist eine Ständerbohrmaschine ein Segen.
Und ja, hab schon so ähnliche Sachen durchgewürgt.
War weder besonders elegant noch auffallend perfekt im Ergebnis, aber immerhin deutliche effizienter als mit Akkubohrmachine, Trennstemmer, Stichsäge und Schlüsselfeile. @Walter:
Bei der geringen Stückzahl kann man ja das Werkstück locker 2x einlegen, und einmal von der einen, dann von der anderen Seite stanzen. Ginge dann wieder mit hydr. Wagenheber als Antrieb, wie ursprünglich angedacht.
Bei Alu und geschickt geformten Stempeln ginge das wiederum vielleicht sogar mit der Ständerbohrmachine <G> (natürlich Motor aus) ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3682
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 27. Nov. 2016 12:20 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9326
Registriert: 13.10.2000 Inventor bis 2024, Rhino 7, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 27. Nov. 2016 14:05 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
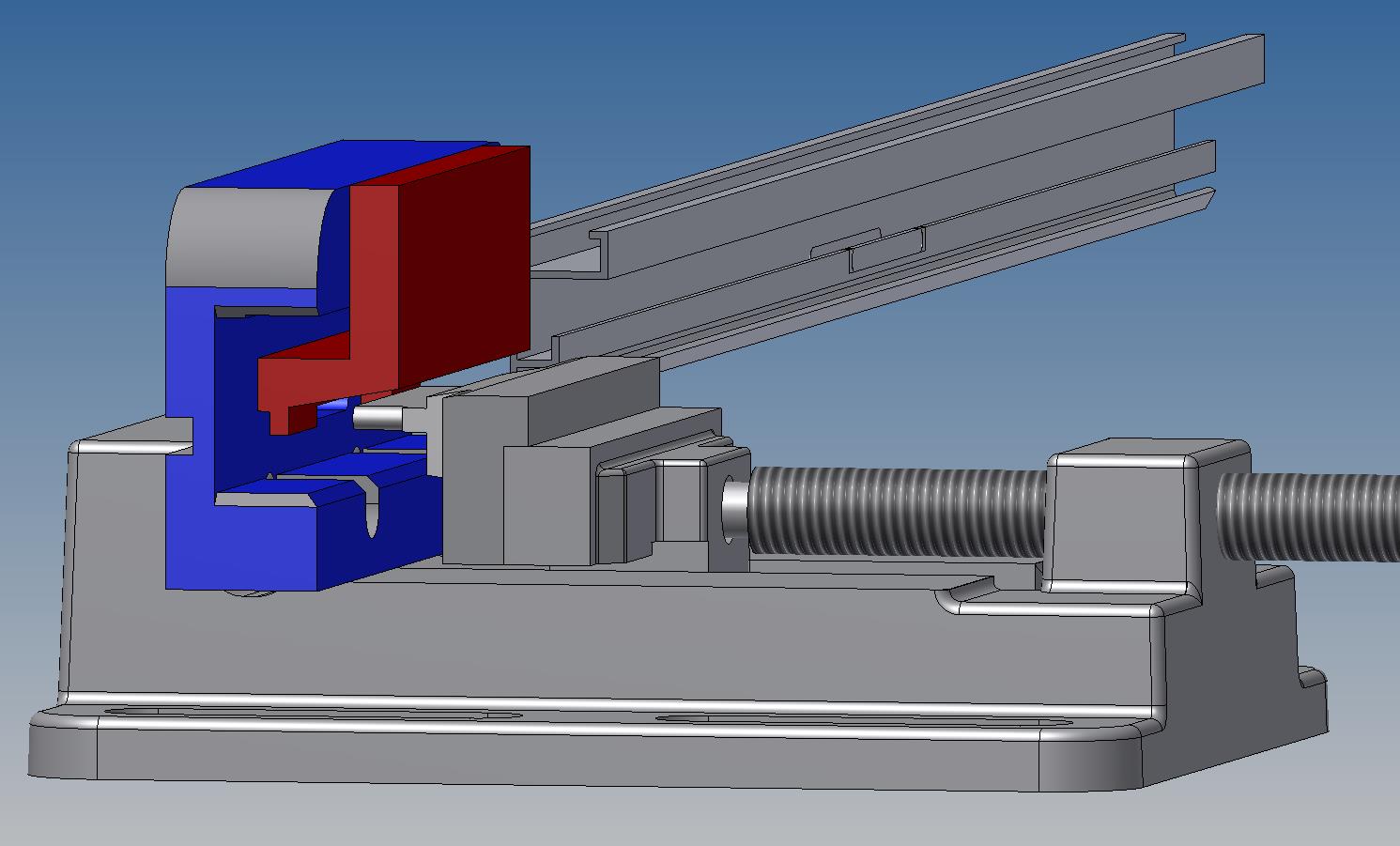
Hier mal ein - rein fiktives - Video. Man könnte sich vorstellen, dass das Profil hochkant steht. Der Stempel kommt von der Seite, stanzt den ersten Teil, wartet kurz, bis der Abfall in Profil-Längsrichtung nach unten rausgefallen ist, und fährt dann weiter zum nächsten Schnitt. Das Video stellt das aber nicht dar. [Diese Nachricht wurde von W. Holzwarth am 27. Nov. 2016 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Björn Hessberg
Mitglied
Maschinenbauer
Beiträge: 606
Registriert: 04.04.2007 SWX Pro 2020 SP4
Win 10 64Bit 32GB
NVidia Quadro P1000
Z Book G3 17
Win10 16GB M4000M
NVidia Quadro 4000M
|
erstellt am: 27. Nov. 2016 14:19 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Hallo Kühlfisch, hier die gewünschten Daten. Wenn Du Fusion 360 startest, versuhe mal das Öffnen der .step-Datei über Datei / Neue Konstruktion aus Datei /
Dann solltest Du die .step auswählen können und auh betrachten, bei mir hats gerade gefunzt. (Fusion 360, gerade runtergeladen und installiert) LG
Björn ------------------
Die Botschaft hör ich wohl, allein mir fehlt der Glaube. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3682
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 27. Nov. 2016 15:35 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
rode.damode
Mitglied
Maschinenbauingenieur
Beiträge: 432
Registriert: 15.07.2011 Inventor 2024
ZBook15, i7
Quadro M2200
32GB
|
erstellt am: 27. Nov. 2016 21:15 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Zitat:
Hat vielleicht jemand eine Idee, für ein simples Home-Werkzeug?
Gibt es denn niemand, der auf andere Ideen kommt, als mit einem Stanzwerkzeug?
Wo bleibt hier die Kreativität?
Ist doch immer wieder das gleiche: kaum rennt einer in eine Richtung schaut keiner mehr nach links und rechts. Da wohl der Multimaster nicht gewünscht wird, würde ich für eine Home-Anwendung noch eine Räumnadel vorschlagen, die man locker mit einer Ständer-Bohrmaschine verwenden kann. Noch einfacher wäre ein einzelner Zahn zum Nutenstoßen.
Viele Grüße
Roger
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2369
Registriert: 08.03.2008 IV seit den 5.3Er
aktuell den 2014Ner
WIN7pro-64bit
SP das jeweils aktuelle
|
erstellt am: 27. Nov. 2016 22:06 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
...na wenn's denn kreativ sein soll und ernsthaft, dann 2 bis 4 Löcher (gerne auch mit der Ständerbohrmaschine ) und die Längsschnitte mit 'nem Laubsägeblatt! Sollte mit etwas Übung auch schnell und genau genug sein und unschlagbar preiswert, im Gegensatz zu den hier zum Schluß aufkommenden Lösungen mit, IMHO") , "unbezahlbaren" Werkzeugen wie Stanzen - oder sind hier inzwischen mehr als 50 Schlitze pro Jahr gefragt? , "unbezahlbaren" Werkzeugen wie Stanzen - oder sind hier inzwischen mehr als 50 Schlitze pro Jahr gefragt? ------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3682
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 27. Nov. 2016 22:07 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3682
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 27. Nov. 2016 22:50 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Zitat:
Original erstellt von Manfred Gündchen:
..."unbezahlbaren" Werkzeugen wie Stanzen
Ein Langlochstempel 5x14 kostet etwa 35 Euro.
Vermutlich reicht es, den vorderen Teil etwas abzuschleifen.
Aufgrund der Stanzkraft ist es vielleicht sogar besser, mehrmals zu stanzen.
Über die beiden Matrizen sollte man dann nochmals etwas nachdenken... BTW wurde im Eingangspost speziell nach einem Stanzwerkzeug gefragt.
Wenn dann hier als Lösung ein Stanzwerkzeug vorgeschlagen wird, ist das wohl weder 'wenig kreativ' noch 'nicht ernsthaft'. Aber ok, Ihr habt's drauf. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9326
Registriert: 13.10.2000 Inventor bis 2024, Rhino 7, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 27. Nov. 2016 23:12 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3682
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 27. Nov. 2016 23:22 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9326
Registriert: 13.10.2000 Inventor bis 2024, Rhino 7, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 27. Nov. 2016 23:24 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3682
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 27. Nov. 2016 23:24 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Zitat:
Original erstellt von Torsten Niemeier:
Das ausgestanzte Stück bleibt Dir doch trotzdem im Profil liegen...
Du müsstest das Ding hochkant stellen.
Oder einfach andersrum als auf dem Bild. Kopfklatsch. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Kühlfisch
Mitglied
Dipl.-Ing. Maschinenbau
Beiträge: 300
Registriert: 25.10.2007
|
erstellt am: 28. Nov. 2016 02:55 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von Manfred Gündchen:
... 2 bis 4 Löcher und die Längsschnitte mit 'nem Laubsägeblatt ...
Das werde ich ausprobieren - eine Laubsäge habe ich. ------------------
---------
Grüße vom
Kühlfisch Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Moderator
CAD-Dienstleister
Beiträge: 26104
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 28. Nov. 2016 08:10 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Ich hab ja so eine Wunderbastlerwerkstatt, die längste Zeit ohne Ständerbohrmaschine, dafür z.B. mit etlichen Handbohrmaschinen und Laubsäge. Mit diesen beiden Geräten hab ich vielfach versucht Ausschnitte in Blech herzustellen. Aus Erfahrung kann ich sagen: Die Laubsäge ist so ziemlich die schlechteste aller Primitivlösungen. Und bei dem hier notwendigen doppelten Schnitt IMHO absolut unmöglich anzuwenden. Mein neuester Trick ist die Stichsäge, dafür gibt's Metallblätter, man muss nur zuerst 2-3 Löcher so eng aneinander bohren dass man sie leicht zu einem gemeinsamen Schlitz erweitern kann (durchaus mit dem oben schon mal erwähnten Trennstemmer), dann mit langsamer Hubzahl dem Anriss entlang schneiden, 2x hin, und 2x retour, jeweils bis zu den ebenfalls schon gebohrten Löchern die das Ende des Ausschnittes markieren, und den Rest mit der Feile.
Das ist aber nur eine graduelle Verbesserung gegenüber dem bisherigen Verfahren von K. Von allen hier bisher angedachten Lösungswegen würde mir das am letzten Bildchen von Walter am besten gefallen. Nur eine Stempelführung fehlt mir da noch. Der Schraubstock bietet ja nur eine ungefähre Führung.
Um den Butzen des ersten Schnittes braucht man sich IMHO keine so großen Sorgen zu machen, man hat ja locker die paar Sekunden Zeit den manuell wegzuräumen, oder? ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2369
Registriert: 08.03.2008 IV seit den 5.3Er
aktuell den 2014Ner
WIN7pro-64bit
SP das jeweils aktuelle
|
erstellt am: 28. Nov. 2016 11:24 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Zitat:
Original erstellt von Leo Laimer:
I
1
...Aus Erfahrung kann ich sagen: Die Laubsäge ist so ziemlich die schlechteste aller Primitivlösungen...
2
...Mein neuester Trick ist die Stichsäge, dafür gibt's Metallblätter, man muss nur zuerst 2-3 Löcher so eng aneinander bohren dass...
Zu 1
Aus Erfahrung kann ich sagen: Die Laubsäge ist so ziemlich die genaueste, preiswerteste, schnellste aller Primitiv Einfachlösungen! Schon zu meiner Facharbeiterprüfung habe ich einen Stahlausschnitt 10 dick 10 lang zehntelmillimetergenau mit minimaler Nacharbeit mit dem Handlaubsägebügel gemacht.
Die obligatorischen, und vorgegebenen 2 mm Ecklöcher haben's einfach gemacht.
Da ist Alu absolut kein Problem!
Erst recht bei einer Dicke von 1,2 mm! Zu 2
...bevor die Löcher alle drin sind, und so freigelegt, dass die Stichsäge eingeführt werden kann, ist der geübte Handwerker mit der Laubsäge schon fertig! ------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Moderator
CAD-Dienstleister
Beiträge: 26104
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 28. Nov. 2016 11:36 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
|
ulrix
Mitglied
Maschinenbauingenieur
Beiträge: 733
Registriert: 10.07.2007 Xeon 2,67 GHz / 12GB RAM
Quadro FX 1800 / 768 MB
Space Navigator
Win7
Inventor 2012
|
erstellt am: 28. Nov. 2016 16:44 <-- editieren / zitieren --> Unities abgeben: Nur für Kühlfisch
Seid ihr sicher, dass man das überhaupt vernünftig stanzen kann? Wenn ich die Skizze richtig verstanden habe, sollen die Langlöcher ja direkt neben der "Rippe" des Profils liegen, so dass eine Längsseite jedes Langlochs bündig mit der Oberfläche der Rippe ist. In dem Fall ist es doch prinzipiell unmöglich, an dieser Seite eine Stanz matrize unterzubringen. Ob deren Funktion -an besagter Längsseite- von der Rippe übernommen werden kann? Ich würd's lieber fräsen. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|  Dieses Thema ist 2 Seiten lang: 1 2
Dieses Thema ist 2 Seiten lang: 1 2