| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für Autodesk Produkte |
| | |
 | Ihren Arbeitsablauf mit Flexiblock in ZWCAD 2024 beschleunigen |
|
Autor
|
Thema: Bohrungstoleranzen (6418 mal gelesen)
|
Jeorsch
Mitglied
Technischer Angestellter

   Beiträge: 62
Registriert: 07.11.2005 Betriebssystem: Microsoft Windows XP Professional Service Pack 2
Arbeitsspeicher: 1024 MB (PC3200 DDR SDRAM)
CPU Typ: Intel Pentium 4A, 2000 MHz (20 x 100)
Motherboard Chipsatz: Intel Brookdale i845D
Grafikkarte: NVIDIA GeForce4 MX 460 (64 MB)
IV10
|

 erstellt am: 21. Nov. 2005 21:15
erstellt am: 21. Nov. 2005 21:15  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
|
Mario Wipf
Mitglied
Dipl. Ing. FH, MAS FHO BAE
Beiträge: 535
Registriert: 07.10.2003 AIS 9 SP3, AIS 10 WINDOWS XP Pro
Fujitsu Siemens CELSIUS M430
Nvidia Quadro FX 1400 128 MB
|
erstellt am: 21. Nov. 2005 21:27 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch 
Hallo Jeorsch Nein, wenn Du eine Bohrung mit: Ø28 H7 vermasst, dann ist das gleichzusetzen mit der Vermassung: Ø28 0/+21 wobei es natürlich auf jeden Fall besser ist, die Bohrung gemäss Deiner Angabe zu vermassen. Kurz, mit der Angabe von einem Postfix, wie z.B. das Deinige "H7" hast Du die Toleranzen definiert. Du findest diese z.B. im Hoischen in Abhängigkeit des Nenndurchmesser aufgetragen. Grüsse aus der Schweiz P.S. Einzgie Ausnahme, wenn die Zeichnung inrgendwo gelesen werden muss, wo diese Toleranzangaben nicht bekannt sind, dann wäre es empfehlenswert, mit der ausgeschriebenen Variante zu arbeiten. Mario [Diese Nachricht wurde von Mario Wipf am 21. Nov. 2005 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Jeorsch
Mitglied
Technischer Angestellter
Beiträge: 62
Registriert: 07.11.2005 Betriebssystem: Microsoft Windows XP Professional Service Pack 2
Arbeitsspeicher: 1024 MB (PC3200 DDR SDRAM)
CPU Typ: Intel Pentium 4A, 2000 MHz (20 x 100)
Motherboard Chipsatz: Intel Brookdale i845D
Grafikkarte: NVIDIA GeForce4 MX 460 (64 MB)
IV10
|
erstellt am: 21. Nov. 2005 21:43 <-- editieren / zitieren --> Unities abgeben:
|
murphy2
Ehrenmitglied
-
Beiträge: 1726
Registriert: 30.07.2002 C 64
Amiga 1000 mit
8.5 MB RAM und
Seagate ST225
RLL formatiert
Z80 unter CP/M 2.2
|
erstellt am: 22. Nov. 2005 00:02 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
Normalerweise gibt man die Abmaße einer Passung entweder gleich beim Maß an oder in einer Tabelle irgendwo nahe am Schriftfeld. Damit braucht der Mitarbeiter, der das Teil fertigt, nicht zu suchen. Finden tut man solche Toleranztabellen im Tabellenbuch Metall, Europa-Verlag, hat jeder im Maschinenbau. Ich selbst - wenn ich noch Zeichnungen mache - handhabe es so, daß ich die Bemaßungsfunktion deaktiviere (ESC), dann das Maß doppelklicke, dann öffnet sich der Toleranzdialog und da wähle ich dann bei Methode Größengrenzwerte und 3 Stellen nach dem Komma. Es kam übrigens schon vor, daß bei Bohrungen exakt auf den Größenwerten, die Toleranzsprünge (vgl. Tabellenbuch) sind, man unterschiedliche Toleranzwerte bekommt, je nachdem, ob man die die Bohrungskante darstellende Linie anklickt (IV macht dann das Durchmesserzeichen automatisch hin) oder die beiden Mantellinien wählt.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Doc Snyder
Moderator
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
    

Beiträge: 13310
Registriert: 02.04.2004 IV 2019 + 2020 + 2021
W7pro64 F-Secure-Safe
Dell-M4600 2,13GHz 12GB
Quadro2000M
15,4"1920x1080
MS-IntelliMouse-Optical
SpacePilotClassic
|
 erstellt am: 22. Nov. 2005 01:39 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
erstellt am: 22. Nov. 2005 01:39 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
Moin! Toleranzen als Abmaße anzugeben ist ja OK, aber IMHO ist es Unsinn, die Tolerantwerte zusätzlich zu der Kurzbezeichnung auf die Zeichnung zu schreiben, denn wozu gibt es die genormten Toleranzfelder? Ich erklär auch nicht in einem Kasten am Rand, dass "M6" Gewinde bedeutet und dass es Steigung 1 hat. (Im Gegenteil, wenn Inventor "M6x1" schreibt, ist das ja auch schon wieder falsch...) Aber Unsinn ist ja sehr populär, und in vielen Firmen wird der Kasten von der Fertigung verlangt, und daher gibt es ein Tool von Paul Schüpbach http://www.morecam.ch/ , das macht das automatisch. Kostet aber glaube ich etwas. Gruß
Roland Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Mario Wipf
Mitglied
Dipl. Ing. FH, MAS FHO BAE
Beiträge: 535
Registriert: 07.10.2003 AIS 9 SP3, AIS 10 WINDOWS XP Pro
Fujitsu Siemens CELSIUS M430
Nvidia Quadro FX 1400 128 MB
|
erstellt am: 22. Nov. 2005 07:57 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
@Doc Snyder Da bin ich Deiner Meinung. Es macht wirlich nicht all zu viel Sinnd zusätzlich noch die Toleranzen angegeben.
Und wenn ich H7 angebe, so kann mann in einer halbwegs anständigen Firma den entsprechenden Grenzlehrdorn abholen und die Masshaltigkeit bestens überprüfen...bei meinem letzten Arbeitgeber wurde das so gehandhabt...hoffe nur dass das noch Stand der Technik ist :-) Grüsse aus der SChweiz Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Charly Setter
Moderator

Beiträge: 11977
Registriert: 28.05.2002 Der vernünftige Mensch paßt sich der Welt an;
der unvernünftige besteht auf dem Versuch, die Welt sich anzupassen.<P>Deshalb hängt aller Fortschritt vom unvernünftigen Menschen ab.
(George Bernard Shaw)
|
erstellt am: 22. Nov. 2005 08:33 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
Naja, nach Norm gibt´s IMHO  2 Möglichkeiten: 1. Toleranztabelle 2. Die Abmaße werden mit an das MAß geschrieben. Ich bevorzuge seit Diva die 2. Methode, da die Diva das sehr schön macht und ich mich damit nicht mehr rumquälen muß  ------------------
Der vernünftige Mensch paßt sich der Welt an;
der unvernünftige besteht auf dem Versuch, die Welt sich anzupassen. Deshalb hängt aller Fortschritt vom unvernünftigen Menschen ab.
(George Bernard Shaw) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Kappi
Mitglied
Konstrukteur
Beiträge: 994
Registriert: 24.07.2002 Inventor 2018 SP3.4; Windows 7 x64; Intel Xeon E3, 3,50 GHz; 32 GB RAM; NVIDIA Quadro K2200
|
erstellt am: 22. Nov. 2005 08:51 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
Hallo, ich bin auch für Mathias Version 2 (direkt hinter das Maß), denn dann brauch die Fertigung keine Tabellenbücher wälzen oder auf dem Blatt nach einer Tabelle zu suchen. Beides birgt meiner Meinung nach die Gefahr, dass man in der Spalte oder Zeile verrutscht und somit die falsche Toleranz verwendet. ------------------
Gruß Kappi Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Husky
Ehrenmitglied V.I.P. h.c.

Beiträge: 5718
Registriert: 10.07.2002 No Sysinfo
|
erstellt am: 22. Nov. 2005 09:11 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
Hallo, genau wegen des verrutschens gibts den Tolerator ... da sind dann auch wirklich alle Toleranzfelder drinne im Gegensatz zum Europa-Tabellenbuch.
Die Abmaße aufs Papier zu bringen ist IMHO nur eine Hilfe für die Fertigung. Muß also nicht sein. Grüße Stefan Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Matt Trakker
Mitglied
Maschinenbau Techniker
Beiträge: 27
Registriert: 18.08.2004 IV9 P4-3000-1GB GF 6600 GT
|
erstellt am: 22. Nov. 2005 16:42 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
Ich arbeite in der Fertigung und konstruiere und bemaße selber. Die Maschinenstunden sind zu hoch, dass der Fertiger erst tabellen welzen muß bevor er die toleranzen weiß ! Die Toleranzen gehören auf die Fertigungszeichnung, leider geht es noch nicht so schön tabellarisch wie im MDT.  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
SHP
Mitglied
Konstrukteur
Beiträge: 1331
Registriert: 17.07.2003 P4/3,2 GHz
2GB Ram
GeForce FX5700LE (81.95)
XP-Sp2
AIS9-Sp4
AIS10-Sp3a
AIS11-Sp2
AIS 2008-Sp1
...................
Dell M70 / 2.13 GHz
2GB Ram
Quadro FX1400 Go
XP-SP2
AIP9-SP4
AIP10-SP3a
|
erstellt am: 22. Nov. 2005 17:04 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
Zitat:
Original erstellt von Matt Trakker:
Ich arbeite in der Fertigung und konstruiere und bemaße selber.
Die Maschinenstunden sind zu hoch, dass der Fertiger erst tabellen welzen muß bevor er die toleranzen weiß !Die Toleranzen gehören auf die Fertigungszeichnung, leider geht es noch nicht so schön tabellarisch wie im MDT.
Geht ganz gut mit iTol von Paul Schüpbach. ------------------
Gruß
Hans-Peter
Der Wahnsinn in Sachen Musik. Das Saxregister
 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Mario Wipf
Mitglied
Dipl. Ing. FH, MAS FHO BAE
Beiträge: 535
Registriert: 07.10.2003 AIS 9 SP3, AIS 10 WINDOWS XP Pro
Fujitsu Siemens CELSIUS M430
Nvidia Quadro FX 1400 128 MB
|
erstellt am: 22. Nov. 2005 19:38 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
Schön, dass wir jetzt alle informiert sind, wer welche Form der Toleranzeintragung bevorzugt :-) Ich stelle dann einfach mal die Frage in den Raum, warum hat man wohl die Kennzeichnung der ISO-Toleranzfelder eingeführt ? vermutlich nicht einfach, damit diese dann wieder durch die Abmasse ersetzt werden :-) Die Diskussion ist eröffnet :-) Gruss Mario Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Charly Setter
Moderator
Beiträge: 11977
Registriert: 28.05.2002 Der vernünftige Mensch paßt sich der Welt an;
der unvernünftige besteht auf dem Versuch, die Welt sich anzupassen.<P>Deshalb hängt aller Fortschritt vom unvernünftigen Menschen ab.
(George Bernard Shaw)
|
erstellt am: 22. Nov. 2005 19:49 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
Kannst Du halten wie ein Dachdecker  Ich persönlich hab folgende Erfahrung gemacht:
Wenn ich ein Maß 250H7 angebe fangen alle Fertiger an zu schreien und es kostet mich jede Menge Geld Wenn ich 250 +0.05 angebe wird´s mit einem Schulterzucken akzeptiert und gemacht. Und jetzt könnt Ihr mal selber die Toleranztabellen wälzen und euch wundern. Manche nennen´s Psychologie BTW: Die ISO-Toleranzen stammen IMHO aus einer Zeit, als die Konstrukteure dazu da waren TZ zu beschäftigen. Und selber zu faul die Toleranzen zu schreiben . [Ironie]Außerdem ist es ja so schön einfach immer schön die Paarung H7/f7 und es klemmt niemals [/Ironie] ------------------
Der vernünftige Mensch paßt sich der Welt an;
der unvernünftige besteht auf dem Versuch, die Welt sich anzupassen. Deshalb hängt aller Fortschritt vom unvernünftigen Menschen ab.
(George Bernard Shaw) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Husky
Ehrenmitglied V.I.P. h.c.
Beiträge: 5718
Registriert: 10.07.2002 No Sysinfo
|
erstellt am: 22. Nov. 2005 19:58 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
|
Mario Wipf
Mitglied
Dipl. Ing. FH, MAS FHO BAE
Beiträge: 535
Registriert: 07.10.2003 AIS 9 SP3, AIS 10 WINDOWS XP Pro
Fujitsu Siemens CELSIUS M430
Nvidia Quadro FX 1400 128 MB
|
erstellt am: 22. Nov. 2005 20:34 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
@Stefan: Das ist so extrem, dass ich es bereits wieder cool finde :-) Wenn ich das so lese, muss ich sagen, ist doch für den Schleifer viel praktischer. Ich wollt halt nur an der alten Schule festhalten und an den schönen Grenzlehrdornen :-)
(Soll mal noch einer aus der Endkontrolle drauf kommen, das das H7 entspricht :-) ) Gruss Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Doc Snyder
Moderator
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
Beiträge: 13310
Registriert: 02.04.2004 IV 2019 + 2020 + 2021
W7pro64 F-Secure-Safe
Dell-M4600 2,13GHz 12GB
Quadro2000M
15,4"1920x1080
MS-IntelliMouse-Optical
SpacePilotClassic
|
 erstellt am: 22. Nov. 2005 23:48 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
erstellt am: 22. Nov. 2005 23:48 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
Zitat:
Original erstellt von Husky:
20 H7 --> 20,0015±0.0015
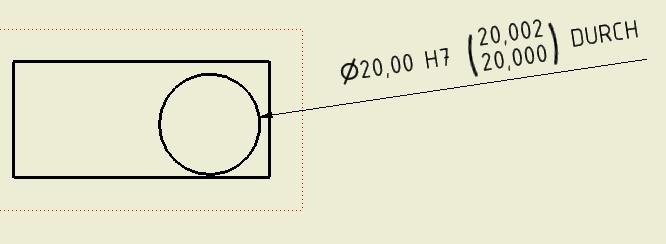
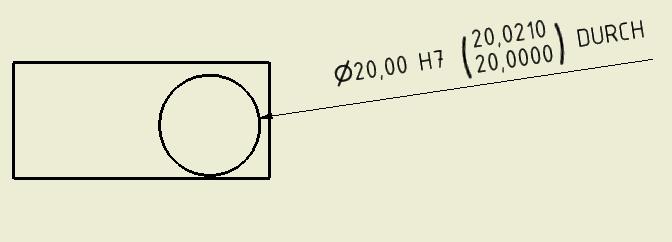
Wo hast Du das denn her? Geht Deine Uhr falsch? H ist ja erfüllt, aber 7 hat bei ø20 21 µm Toleranzfeldbreite und nicht 3. Und genau DA liegt der Vorteil des Systems, und dafür ist es gemacht: dass man (mit einem gewissen Maß an Ausbildung) die Toleranz sofort erkennen und funktional zuordnen kann. Drauf verzichten möchte ich keinesfalls. Die Diskussion hier macht mich aber weich, und ich bin ja sehr für interdisziplinäre Transparenz. Daher sehe ich ein, dass es für fachfremde Kaufleute und alzheimerbefallene Dreher nützlich ist, die Grenzmaße auf der Zeichnung zu finden. Und wenn, dann würde ich es am liebsten so machen wie auf den jpg, also Zahlenwerte ergänzend in Klammern, die mit der tatsächliche Anzeige auf dem Meßgerät korrespondieren. --- Aber jetzt wird es wirklich spaßig: Als ich das gerade ausprobierte, trifft mich fast der Schlag: IV 10 (noch ohne SP) zeigt mir bei Übernahme der Bauteiltoleranz 20,002 anstatt 20,021!!! (s. 132.jpg) Stelle ich im Modell die "Genauigkeit" der Toleranz auf 0.1234 wird es richtig (s. 1234.jpg). Stelle ich wieder auf 0.123 bleibt es dann richtig. Was ist das??? Das ist doch schon Sabotage. (Bloß gut, dass da noch H7 nebensteht )
Und es erinnert fatal an die oben zitierte falsche Toleranz. Ist das evtl. ein Bug (cm<->mm, intern rechnet IV ja mit cm))? Oder liegt das an den fehlenden SP? Gruß
Roland Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Doc Snyder
Moderator
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
Beiträge: 13310
Registriert: 02.04.2004 IV 2019 + 2020 + 2021
W7pro64 F-Secure-Safe
Dell-M4600 2,13GHz 12GB
Quadro2000M
15,4"1920x1080
MS-IntelliMouse-Optical
SpacePilotClassic
|
erstellt am: 22. Nov. 2005 23:53 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
Zitat:
Original erstellt von Mario Wipf:
...an den schönen Grenzlehrdornen :-)
Ja, daran dachte ich auch, aber es gibt inzwischen so billig genaue und zuverlässige elektronische Meßgeräte - ich glaube die Grenzlehren werden kaum noch verwendet. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Husky
Ehrenmitglied V.I.P. h.c.
Beiträge: 5718
Registriert: 10.07.2002 No Sysinfo
|
erstellt am: 23. Nov. 2005 08:06 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
Zitat:
Original erstellt von Doc Snyder:
[QUOTE]Original erstellt von Husky:
[i]20 H7 --> 20,0015±0.0015
Wo hast Du das denn her? Geht Deine Uhr falsch? H ist ja erfüllt, aber 7 hat bei ø20 21 µm Toleranzfeldbreite und nicht 3. ...[/i][/QUOTE] Hallo Roland, sorry da fehlt eine Null : 20±0.0105 so sollte es heißen.
wo ich das her habe : ein durchaus nicht unbekannter Hersteller con Schleifmaschinen macht das so ...
Ich für mich setze nur die Toleranzfeld Bezeichnung neben das Maß und für die Fertigung ein Passungsliste an den Rand. Prinzipiell werden bei mir aber alle Mitarbeiter so ausgebildet, daß sie auch in der Lage sind sich die Abmaße selber raus zu suchen Grüße Stefan p.s.: der Grenzlehrdorn hat auch noch seine Berechtigung : In einem gewissen Maß geht die Geradheit der Bohrung beim lehren mit dem Grenzlehrdorn auch mit ein, mit Messgeräten mußt du scannen was recht teuer ist [Diese Nachricht wurde von Husky am 23. Nov. 2005 editiert.
Und ich hab dann noch das Zitat auf das Wesentliche abgekürzt. R.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Frank68
Mitglied
Beiträge: 126
Registriert: 19.03.2005 IV9 SP2
P4 3.2 Ghz
3 GB RAM
WIN XP PRO SP2
|
erstellt am: 23. Nov. 2005 08:21 <-- editieren / zitieren --> Unities abgeben: Nur für Jeorsch
Hallo WBF! Das ist ja sehr interessant, welche verschiedenen Wege hier allein schon beim Bemaßen von Passungen gegangen werden!! Wir machen es so, dass wir Grenzwerte-Passungen/Größengrenzwerte in der Zeichnung angeben. Das widerspricht zwar genau dem System der Angabe von Passungen und verursacht auch bei uns immer wieder Bauchschmerzen, aber wir haben u.a. mit Tabellen und Passungen ohne Angabe der Grenzwerte die "dollsten" Dinger erlebt. Insbesondere seitdem wir mit Firmen zusammenarbeiten (müssen ), die ihren Firmensitz nicht in Deutschland haben sondern östlich der deutschen Grenze liegen. Offensichtlich lehnt man da die Benutzung des guten alten Tabellenbuchs ab ! Frank! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|