|
Autor
|
Thema: Linsen und ähnliches (2268 / mal gelesen)
|
jumpyolli
Mitglied
Kunststoffformgeber /-entwicklung

   Beiträge: 11
Registriert: 24.11.2016
|

 erstellt am: 24. Nov. 2016 09:51
erstellt am: 24. Nov. 2016 09:51  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo erstmal, ich bin neu hier und bedanke mich für die Aufnahme.
Ich habe mich in diesem Forum angemeldet, nicht als Konstrukteur, sondern weil ich Ihre Antworten zu einer Linsenkonstruktion bnrauche.
Wir verarbeiten keine Linsen und wollen es auch nicht, aber wir stellen runde Rohlinge aus PMMA her, zur Weiterverarbeitung in Fräsen etc.. Vor kurzem habe ich festgestellt das wir im Randbereich dieser Rohlinge, Durchmesser ca. 100mm und eine Dicke, variabel, 15mm / 20mm / 25mm, eine unterschiedliche Farbgebung haben. Dieses Teil wird direkt mittig angespritzt, auf die große runde Fläche, was aus meiner jetzigen Sicht nicht funktionieren kann. Da wir die Teile vorher fast ausschließlich in glasklar gespritzt haben, viel dieses kaum auf. Die paar farbigen waren bisher nicht relevant. Das Problem besteht auch bei dem gleichen Werkzeug in Polycarbonat. Deshalb meine Frage, ist es aus konstruktiver Sicht überhaupt möglich so ein 'farbiges' Teil mittig anzuspritzen?
Ich bedanke mich im Voraus
Mit freundlichen Güßen jumpolli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5089
Registriert: 05.12.2005 WF 4
|
erstellt am: 24. Nov. 2016 18:08 <-- editieren / zitieren --> Unities abgeben: Nur für jumpyolli 
Hallo Jump, willkommen bei CAD.de. Ein ähnliches Thema hatten wir schon einmal , ich kann aber im Moment nur das finden:
http://ww3.cad.de/foren/ubb/Forum471/HTML/000019.shtml#000003 Im Spritzguss ist spätestens bei 4 mm Wanddicke Schluss. Daß heißt alles was dicker ist, wird sehr teuer weil die Kühlzeit ewig lang ist. ( 2.Potenz zur Wanddicke )
PMMA ( Plexigals ) und PC ( Polycarbonat ) sind beides amorphe Kunststoffe und die sind sehr empfindlich gegen Eigenspannungen.
Bei dieser Wanddicke mußt Du so verrückt kühlen, daß da keine vernünftigen Teile mehr heraus kommen können.
Ich kann überhaupt nicht verstehen warum ihr spritzt und danach fräßt. Das würde mit Rohlingen aus Rundstangen oder Platten
wesentlich billiger gehen.
Diese Halbzeuge sind extrudiert das läuft bei nidrigeren Drücken und Temperaturen ab.
Das ist gewaltig besser.
Diese Eigenspannungen kann man mit Spannungsoptik sichtbar machen.
Machmal geht das auch bei Tageslicht.
Das vermute ich als Ursache für die Farberscheinung.
Es kann auch sein daß irgendwo in der Spritzgießmaschine oder
Materialförderung noch Reste von farbigem Material waren.
------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
jumpyolli
Mitglied
Kunststoffformgeber /-entwicklung
Beiträge: 11
Registriert: 24.11.2016
|
erstellt am: 25. Nov. 2016 09:00 <-- editieren / zitieren --> Unities abgeben:
Hallo N.Lesch, mit der Zykluszeit das ist klar. Ich fahre diese Teile schon länger in Glasklar und da ist es normal eine Zykluszeit von an die 10 min. zu haben. Warum um weshalb kann ich nicht genauer ausführen, Betriebsgeheimnis. Reste schließe ich aus, daran liegt es nicht. Soweit haben wir schon alles durchgetestet. Auch Einstellparameter, alles erdenkliche ausprobiert.
Es bleibt fast nur Linsenverfahren übrig, nur die Frage wie baut man das Werkzeug um oder neu. Funktioniert es evtl. noch mit unserem Stangenangußwerkzeug es hat 22mm Durchmesser am Teil. Leider kann man über Linsenverfahren und Werkzeug nicht viel lesen, deshalb dachte mich an die Fachleute direkt zu wenden. Gruß Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5089
Registriert: 05.12.2005 WF 4
|
erstellt am: 25. Nov. 2016 12:49 <-- editieren / zitieren --> Unities abgeben: Nur für jumpyolli
Dann bleiben für die optische Erscheinung nur noch Eigenspannungen übrig. Die kann man durch Tempern reduzieren oder beseitigen. Die Tempratur kann ich noch recherchieren. Aber vorher mußt Du noch die Kühlung gewaltig optimieren.
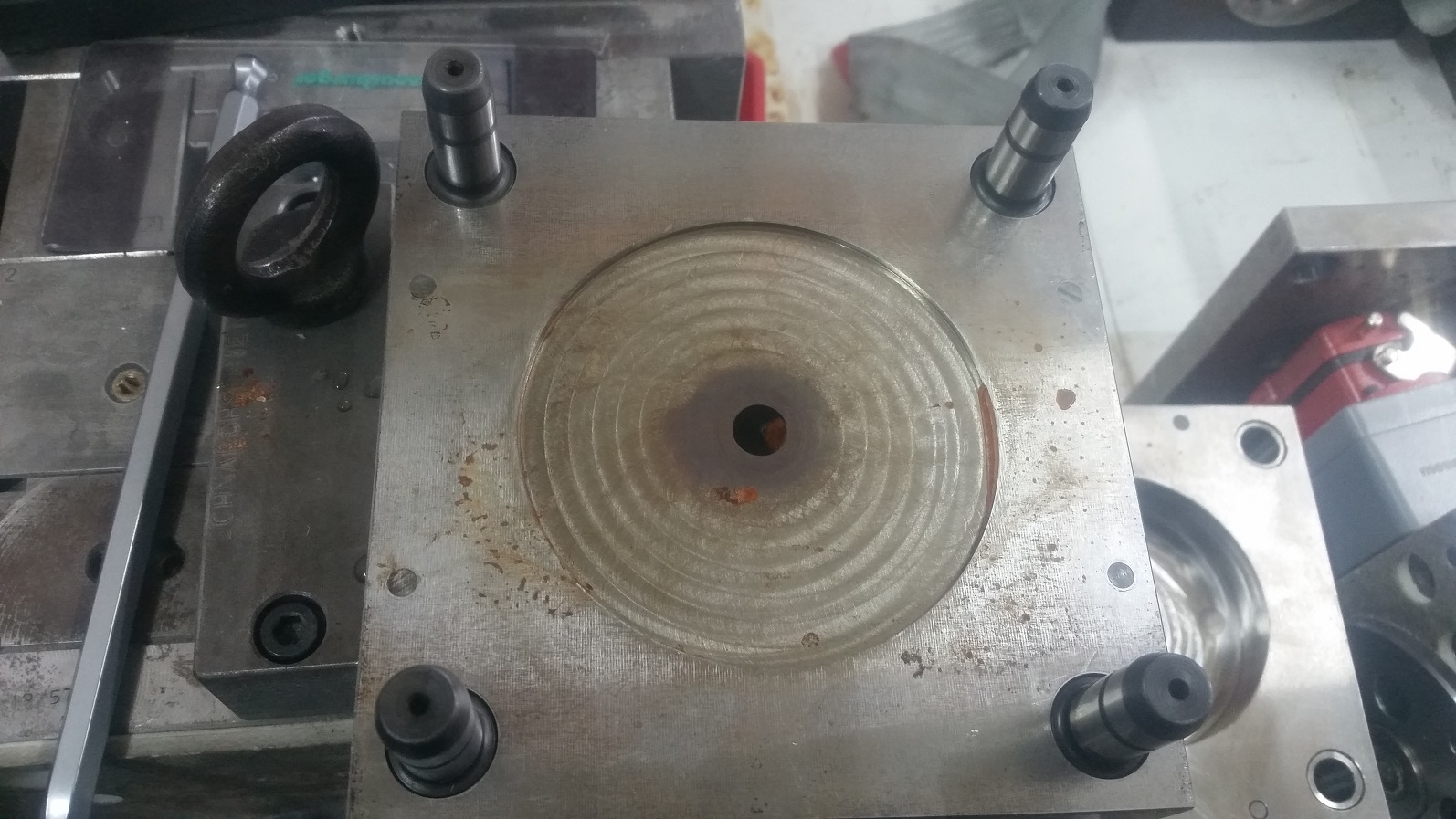
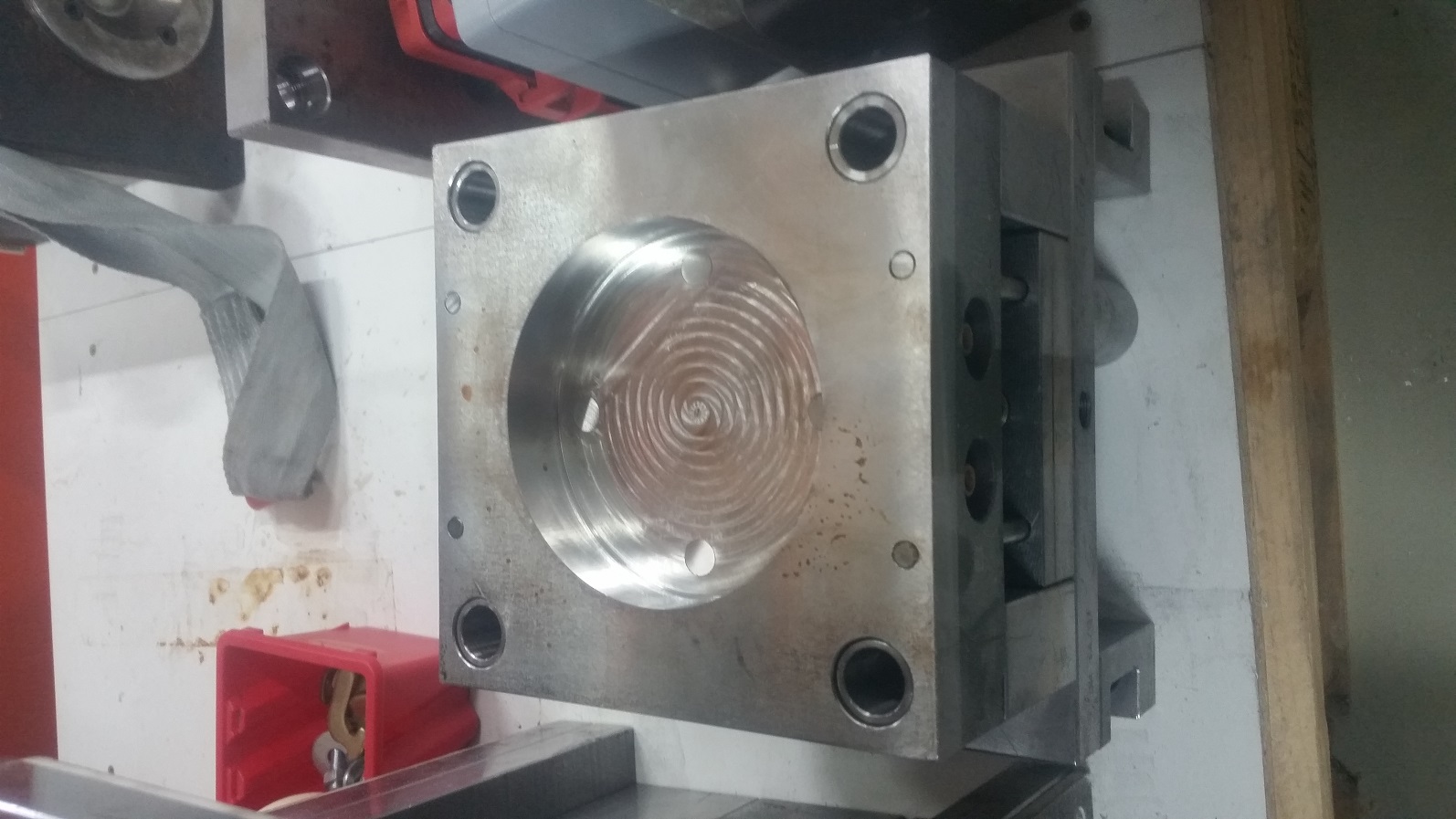
Sind die Formplatten in den Bildern aus Stahl ?
Ich gehe mal davon aus.
Du mußt zuerst ganz intensiv kühlen und dann langsamer.
Zuletzt sollten sich die Scheiben wieder von innen heraus erwärmen
und die Oberfläche entspannen.
Die Auswerfer würde ich ganz weglassen, die stören nur bei der Kühlung. Die Scheibe kannst Du an der Anguss-Stange entnehmen.
Falls nötig die Zylinderfläche außen 1 Grad konisch.
Die Kontur direkt in die Formplatten ist schon ganz gut, nur würde ich die ganz aus Alu mit guter Leitfähigkeit herstellen.
Eventuell noch Eloxieren.
( Dierkt gekühlte Kupferscheiben auf die plane Fläche wäre auch möglich, aber Kupfer für Leitzwecke )
Die Kühlung dann ganz nah an die Kontur.
Kühlen mußt Du die Plane Fläche, den Umfang außen ganz wenig.
Nach dem Auswerfen die Scheiben ins Wasser werfen, aber nicht zu
lange. Sie sollen sich wieder von innen erwärmen.
Die Angussstange ist dick genug, die sollte aber in Stahl bleiben,
damit sie langsamer abkühlt. Was meinst Du mit Linsenverfahren ? Den konvexen Einfall nach innen ?
Den kannst Du nur plastisch am Werkzeug korrigieren.
Also das Werkzeug konvex nach außen korrigieren.
Aber zuerst die Kühlung optimieren. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
jumpyolli
Mitglied
Kunststoffformgeber /-entwicklung
Beiträge: 11
Registriert: 24.11.2016
|
erstellt am: 29. Nov. 2016 07:50 <-- editieren / zitieren --> Unities abgeben:
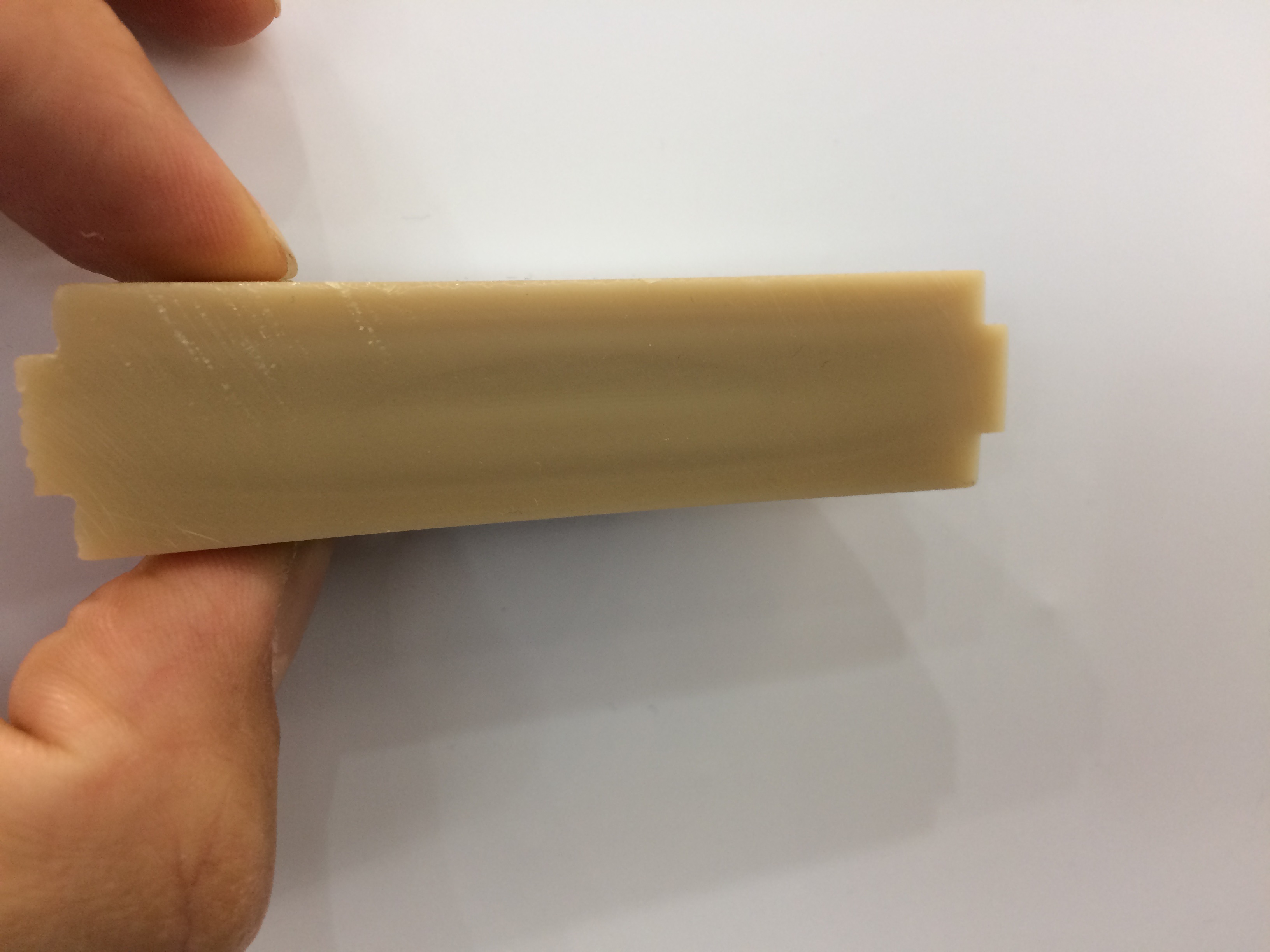
Hallo N.Lesch, das ist ja schon ein guter Ansatz, müsste ich viel am Werkzeug arbeiten. Leider waren die Werkzeuge alle schon fertig als ich hier hin kam. Mit Linsenverfahren meinte ich, das seitliche anspritzen, nicht auf die Vergrößerung o.ä. zurück zu führen. Ich habe ein Bild dazu gepackt, das unsere Problematik zeigt. Im Außenbereich macht sich das sehr stark bemerkbar. Am Anspritzpunkt ist nur eine kleine "Birne" zu erkennen. Es hat nicht mit der Farbe oder so zu tun, das kann ich definitiv ausschließen. Es ist laut Analytik ein und die selbe, sie liegen nur in verschiedenen Schichten. Gruß Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Jonischkeit
Ehrenmitglied V.I.P. h.c.
Freiberuflicher Ingenieurdienstleister (CSWP)

Beiträge: 2624
Registriert: 29.07.2003 CSWP
Solidworks
verschiedene Rechner
|
erstellt am: 29. Nov. 2016 10:42 <-- editieren / zitieren --> Unities abgeben: Nur für jumpyolli
Hallo Jumpyolli, ich setzte spritzgeprägte Linsen in diesen Formaten ein.
Die Verhältnisse zu deinem Fall dürften sehr ähnlich sein.
Die Kühlung ist extrem wichtig. Eine Kreislabyrint ähnliche Struktur kühlt da etwa 12mm unter der Oberfläche. Die ist zweigeteilt, damit ist etwa 50% Wasserfläche gegeben. Die Form ist vergüteter Stahl, allerdings wird bei mir die Oberfläche gleich fertig. Der Anguß ist seitlich,aber auch dadurch gegeben dass die Oberfläche mit ~100 Einzellinsen komplett in einem Schuß gefertigt wird und ein Stangenanguß stören würde. Dumme Frage: Wenn das eh gefräst wird, warum sägt Ihr dann die Rohlinge nicht aus einer Stange? Hoffe das hilft Michael
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
jumpyolli
Mitglied
Kunststoffformgeber /-entwicklung
Beiträge: 11
Registriert: 24.11.2016
|
erstellt am: 29. Nov. 2016 14:58 <-- editieren / zitieren --> Unities abgeben:
Hallo Michael, weil diese dann erst auf die Drehmaschine müssten und der ganze Aufwand zu teuer wäre. Spritzgießmaschine ist da, Werkzeug auch. Mehr ins Detail kann ich nicht gehen. Ich habe eine Kernkühlung unter der Mitte. Eine sonst auf Spritz- und Schließseite nur eine normale Durchlaufkühlung. Gruß Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5089
Registriert: 05.12.2005 WF 4
|
erstellt am: 29. Nov. 2016 21:12 <-- editieren / zitieren --> Unities abgeben: Nur für jumpyolli
Hallo, bei der Dicke ist es ziemlich egal wo man anspritzt. Wichtig ist, daß der Anguss nicht zu früh eingefriert.
Beim seitlichen Anspritzen ist dann eine entsprechende Spritzgießmaschine notwendig oder ein Heißkanal der doppelt soviel
kostet wie das ganze Werkzeug.
Spritzprägen wäre auch günsitg, wenn das die Steuerung der Spritzgießmaschien kann.
Die Farbunterschiede auf dem Bild ergegen sich vermutlich aus der
stark unterschiedlichen Abkühlgeschwindigkeit.
Aber eine Ferndiagnose ist hier schwierig.
Das auf dem Bild sieht nach PA ( Polyamid ) natur aus .
Weil die Ronde aussen sehr schnell abkühlt ist der Kunststoff mehr amorph und dadurch transparenter und erscheint heller.
Du mußt die Planflächen intensiv kühlen nicht außen am Umfang. Bei PMMA oder PC kommt das aber kaum vor, weil die immer amorph sind. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
jumpyolli
Mitglied
Kunststoffformgeber /-entwicklung
Beiträge: 11
Registriert: 24.11.2016
|
erstellt am: 30. Nov. 2016 10:49 <-- editieren / zitieren --> Unities abgeben:
|
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5089
Registriert: 05.12.2005 WF 4
|
erstellt am: 30. Nov. 2016 18:18 <-- editieren / zitieren --> Unities abgeben: Nur für jumpyolli
|
jumpyolli
Mitglied
Kunststoffformgeber /-entwicklung
Beiträge: 11
Registriert: 24.11.2016
|
erstellt am: 01. Dez. 2016 09:58 <-- editieren / zitieren --> Unities abgeben:
|
Ex-Mitglied
|
 erstellt am: 01. Dez. 2016 12:32 <-- editieren / zitieren -->
erstellt am: 01. Dez. 2016 12:32 <-- editieren / zitieren -->
Aufgefallen sind mir auf deinem Foto die Längsstreifen die nur vom Abkühlungsprozess kommen können. Ein falscher Anspritzpunkt oder Verwirbelungen schließe ich bei 25mm Materialdicke aus und widerspricht auch den Längsstreifen. 10 min Zykluszeit sind heftig. Nicht auszuschließen ist, dass das Material thermisch geschädigt ist. Mache Vorversuche mit der Kühlung oder einem anderen Material. |
jumpyolli
Mitglied
Kunststoffformgeber /-entwicklung
Beiträge: 11
Registriert: 24.11.2016
|
erstellt am: 01. Dez. 2016 12:42 <-- editieren / zitieren --> Unities abgeben:
Hallo Julian, habe schon eine Versuchsreihe mit verschiedensten Parameter gefahren, unterschiedlichen Temperaturen, Werkzeug sogar bis 150 grad gehabt. Bei Plexiglas verschiedener Varianten das selbe und bei PC. Mit und ohne Heißkanal. Minimale Verschiebungen, aber immer das selbe. Gruß Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5089
Registriert: 05.12.2005 WF 4
|
erstellt am: 01. Dez. 2016 20:49 <-- editieren / zitieren --> Unities abgeben: Nur für jumpyolli
" compoundiertes schlagzähes PMMA " Das Material ist ein Extrusionstyp mit entsprechend hohem Molekulargewicht.
Das ist bei der Dicke auch sinnvoll.
Nur ist da halt noch ein Kautschuck eingemischt.
Vermutlich Butadien. Das ergibt sich aus der Farbe und der hohen Schlagzähigkeit.
Das Material kann schon beim Compoundieren geschädigt werden.
Das nehme ich aber nicht an.
Im Bild ist dieser untere Streifen vermutlich auf der Auswerferseite.
Vermutlich wegen extrem hoher Scherung, weil die Randschicht schon erstart und die Seele innen schon zäh bei hohem Nachdruck. ich würde es mit Tempern bei 100 bis 150° C versuchen.
Langsam erwärmen und langsam abkühlen lassen.
------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
jumpyolli
Mitglied
Kunststoffformgeber /-entwicklung
Beiträge: 11
Registriert: 24.11.2016
|
erstellt am: 02. Dez. 2016 08:39 <-- editieren / zitieren --> Unities abgeben:
Hallo N.Lesch, leider habe ich auch tempern schon versucht, vielleicht nicht zu 100% so, aber bei 110 Grad wurden die Teile schon leicht wabbelig.
Leider keinen sichtbaren Erfolg, nicht mal annähernd eine Änderung. Gruß Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5089
Registriert: 05.12.2005 WF 4
|
erstellt am: 02. Dez. 2016 16:09 <-- editieren / zitieren --> Unities abgeben: Nur für jumpyolli
|
jumpyolli
Mitglied
Kunststoffformgeber /-entwicklung
Beiträge: 11
Registriert: 24.11.2016
|
erstellt am: 02. Dez. 2016 16:16 <-- editieren / zitieren --> Unities abgeben:
Hallo N.Lesch, sind gravierend, deutlich am Endprodukt zu sehen, leider ja. Wie würden man da am besten ran gehen. Ich will keine kostenlose Zeichnung oder ähnliches, aber zumindest eine Tendenz wo der Ansatz wäre. Schönes Wochenende Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5089
Registriert: 05.12.2005 WF 4
|
erstellt am: 02. Dez. 2016 19:37 <-- editieren / zitieren --> Unities abgeben: Nur für jumpyolli
Erst mal der Reihe nach. 1. Zuerst den Nachdruck optimieren: http://www.spritzguss-schulung.de/Referenzen/Kunststoffberater_Mai_07.pdfMuß ja nicht so aufwendig sein wie in dem Link.
Bei der Dicke ist sehr wenig Einspritz- und Nachdruck nötig.
Einfach den Nachdruck so lange runterdrehen bis das Gewicht der Ronde
fällt. 2. Plastifizierung verbessern
Für die notwendige Schließkraft reicht eine 200 kN Maschine.
Aber da wird das Platifiziervolumen nicht reichen.
Also mußt Du mit Intrusion arbeiten.
Eventuell den Stauddruck erhöhen um die Homogenisierung zu verbessern.
Ist die Rückstromsperre der SGM verschlisseen ? 3. Angusskanal thermisch isolieren ( Isolierkanal )
Setze in den Anguss ein Rohr mit ca. 4 mm Wanddicke aus Chrom-Stahl,
z.B. 1.2083 50+2 HRC, mit Luft außen.
Damit der Anguss länger plastisch bleibt. 4. Neues Werkzeug bauen wie bei meinem 2. Beitrag von oben. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
jumpyolli
Mitglied
Kunststoffformgeber /-entwicklung
Beiträge: 11
Registriert: 24.11.2016
|
erstellt am: 13. Dez. 2016 07:33 <-- editieren / zitieren --> Unities abgeben:
Hallo N.Lesch, ohne Nachdruck habe ich eine deutliche Verbesserung gesehen, leider nicht weg, Teile sehen dafür aber wirklich schlecht aus. Egal, erstmal eine deutliche Veränderung, aber da ist dann auch nichts mehr drin. Intrusion kann ich nicht vom Programm, leider, da müssten wir nachrüsten. Ich glaube wir lassen das ganze einmal via Mold Flow simulieren um den genauen Fließweg zu erkennen, so komme ich wohl nicht weiter. Gruß und schöne Weihnachtstage in die Runde Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5089
Registriert: 05.12.2005 WF 4
|
erstellt am: 13. Dez. 2016 19:36 <-- editieren / zitieren --> Unities abgeben: Nur für jumpyolli
Ganz ohne Nachdruck geht es hier wirklich nicht. Zweck des Nachdrucks ist es den Volumenschwund beim Abkühlen auszugleichen. Weil das Abkühlen sehr lange dauert, mußt Du auch lange nachdrücken. So lange der Angusskanal noch nicht engefroren ist, sollte ein niedirger Nachdruck ausreichen. ( Unter Schwund versteht man üblicherweise den linearen Schwund in eine Richtung. Der Volumenschwund ist dreidimensional und deswegen mindestens dreimal so hoch. Das ist mathematisch etwas vereinfacht. ) Deswegen bekommst Du schlechte Teile ohne Nachdruck.
------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5089
Registriert: 05.12.2005 WF 4
|
erstellt am: 23. Dez. 2016 17:56 <-- editieren / zitieren --> Unities abgeben: Nur für jumpyolli
Jetzt noch einmal zur Farbe. Die Farbe kommt vom Kautschukanteil, wahrscheinlich Butadien. Das ist also ungefärbt, was den Vorteil hat, daß man zeimlich viel erkennen kann. Die ganz hellen Stellen außen am Umfang kommen durch die sehr schwache Farbe und dadurch erscheinen dünne Stellen heller. Dies dunkleren Schichten können sich nur durch Migration ( entmischen) beim Einspritzen ergeben.
Der Kautschuk löst sich halt schlecht im PMMA auf. Einfachste Abhilfe wäre, entsprechend einfärben. Aber dann kann man die Qualität nicht mehr so einfach ablesen. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
jumpyolli
Mitglied
Kunststoffformgeber /-entwicklung
Beiträge: 11
Registriert: 24.11.2016
|
erstellt am: 09. Jan. 2017 08:59 <-- editieren / zitieren --> Unities abgeben:
|
 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|