| | |  | ZW3D CAD Grundlagen |
|
Autor(16200)
|
Thema: Arbeiten mit 4. Achse ZW3D2012 (2281 mal gelesen)
|
ZW3DUser
Mitglied

   Beiträge: 120
Registriert: 31.08.2012
|

 erstellt am: 22. Mai. 2014 23:42
erstellt am: 22. Mai. 2014 23:42  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo zusammen ! Ich habe eine Frage zu der Bearbeitung mit einer zusätzlichen 4. Achse.
Ein Teil soll von zwei Seiten bearbeitet werden. Hierzu sollen zwei unterschiedliche Nullpunkte verwendet werden G54 und G55 als Beispiel. Die Achse wird nur angestellt und dann wird bearbeitet. Eigentlich kein Problem dachte ich, es sind ja einige ZW und VX PPs dabei.
Leider habe ich entweder keine Drehung in der NC Ausgabe, oder aber die Positionen in X Y und Z passen nicht.
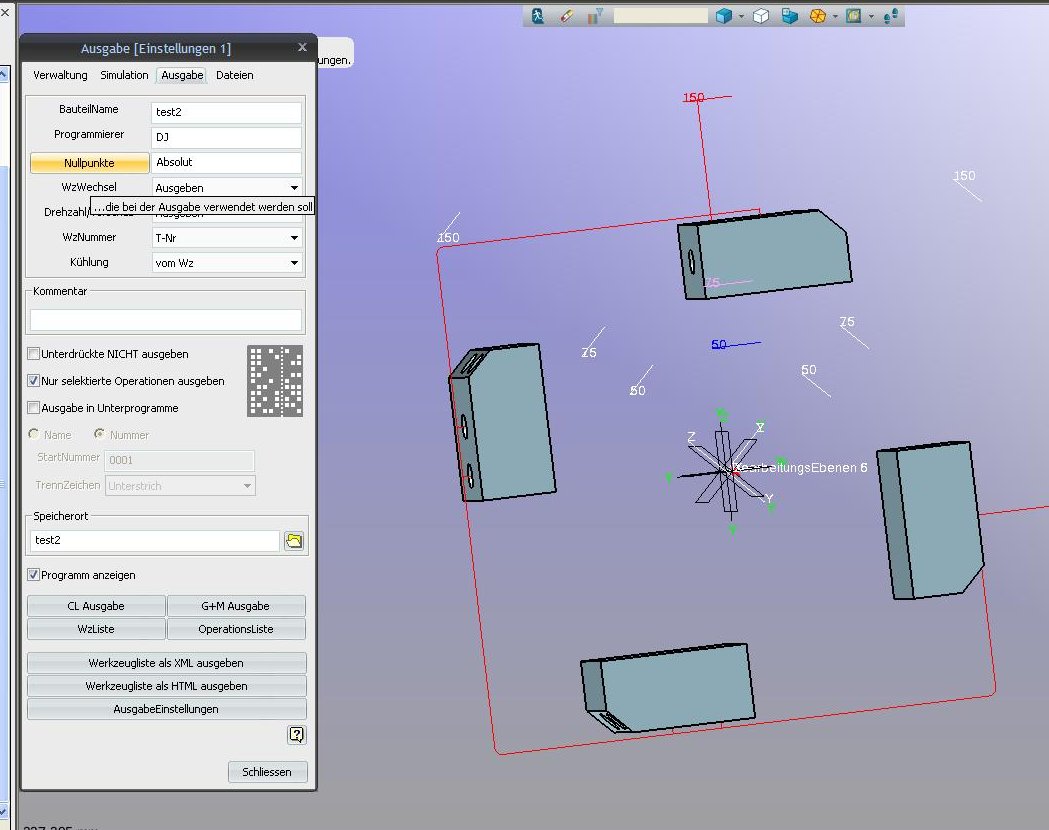
Wenn ich den Ebenen Nullpunkte zuweise (Spannmitteloffset) sollte man normalerweise bei der Ausgabe unter Ebenen "Operation" auswählen. Dann werden die Nullpunkte G54 G55... entsprechend gewechselt.
Das funktioniert hier so nicht und ich erhalte eine Fehlermeldung auf Englisch, irgend was mit "Head"...ja ich weiß, super Angabe, aber komme da jetzt nicht dran.
Hier soll es eine Datei geben, die aber gar nicht vorhanden ist.
Ich denke mal, das dies für eine Zuweisung mit Schwenkkopf ist. Ich möchte aber gerne getrennte Nullpunkte verwenden. Nach der Drehung soll der zweite G55 angewählt werden und dann sollen aber auch die Koordinaten von dieser Ebene aus gehen, was aber nicht erfolgt.
Auch habe ich schon eine A Achse in den Einstellung zur Maschine angegeben und auch "Multiachsen" ein geschaltet.
Egal was ich mache, entweder ich hab ein G55 ohne A Achsendrehung, mit dann aber sind die Koordinaten falsch, oder ich habe diese Fehlermeldung. Hat schon jemand mit einer 4. Achse so gearbeitet und kann mir einen Tipp geben ?
Oder geht das so mit ZW3D gar nicht ? Bedanke mich ! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ZW3DUser
Mitglied
Beiträge: 120
Registriert: 31.08.2012
|
erstellt am: 24. Mai. 2014 09:07 <-- editieren / zitieren --> Unities abgeben:
Schade 42 Aufrufe, keine Antwort :-( Niemand der schon mal mit der 4. Achse gearbeitet hat ? Gestern habe ich auf YouTube ein Video gesehen, das die 5 Achsen Bohrfunktion zeigt. Bohrungen anklicken, auf 5 Achsen stellen und fertig. Simulation sieht ja schön aus, aber was als NC Code raus kommt eher nicht. Habe alle ZW und VX PPs durch, die auf Fanuc aufbauen.
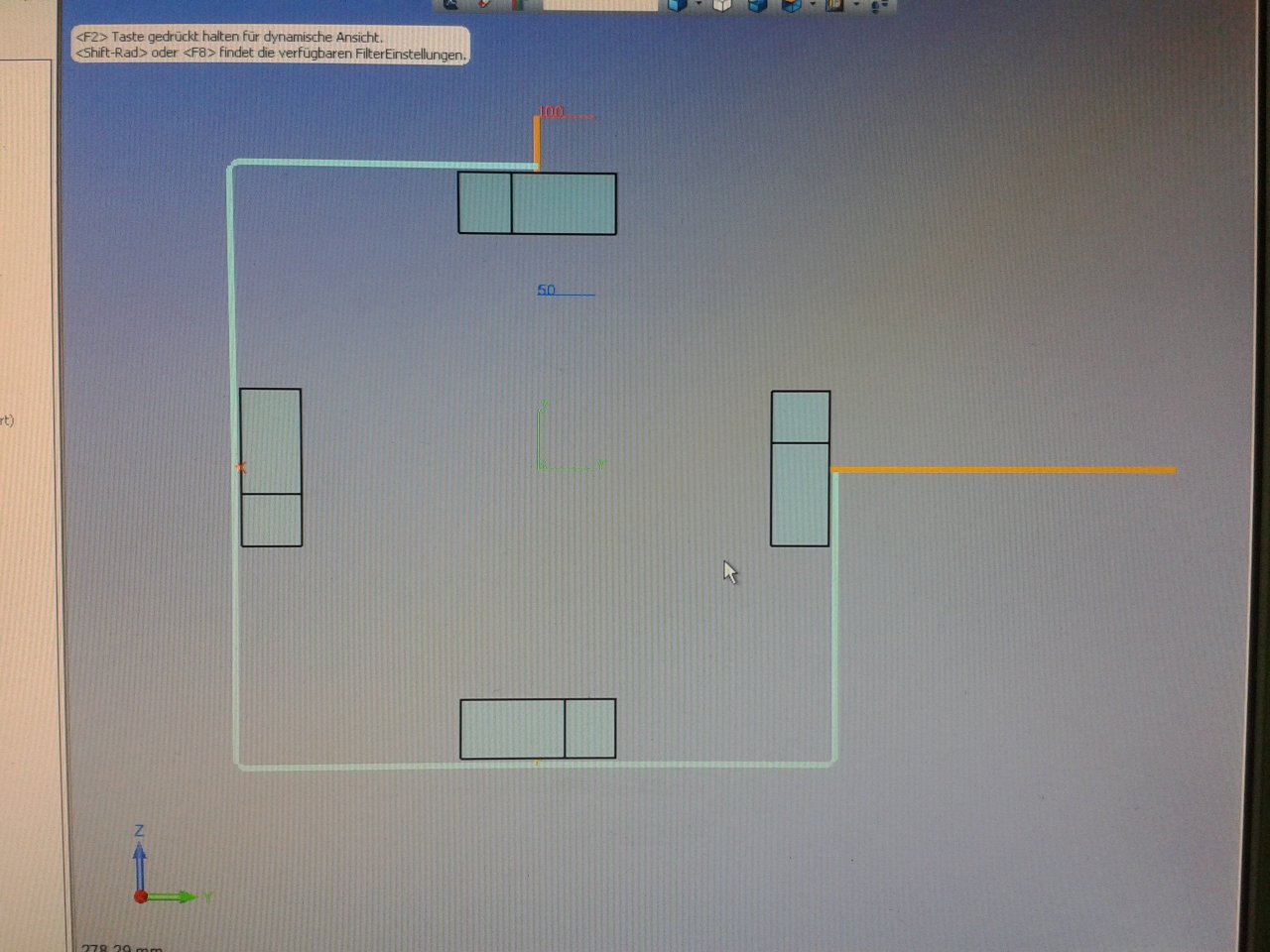
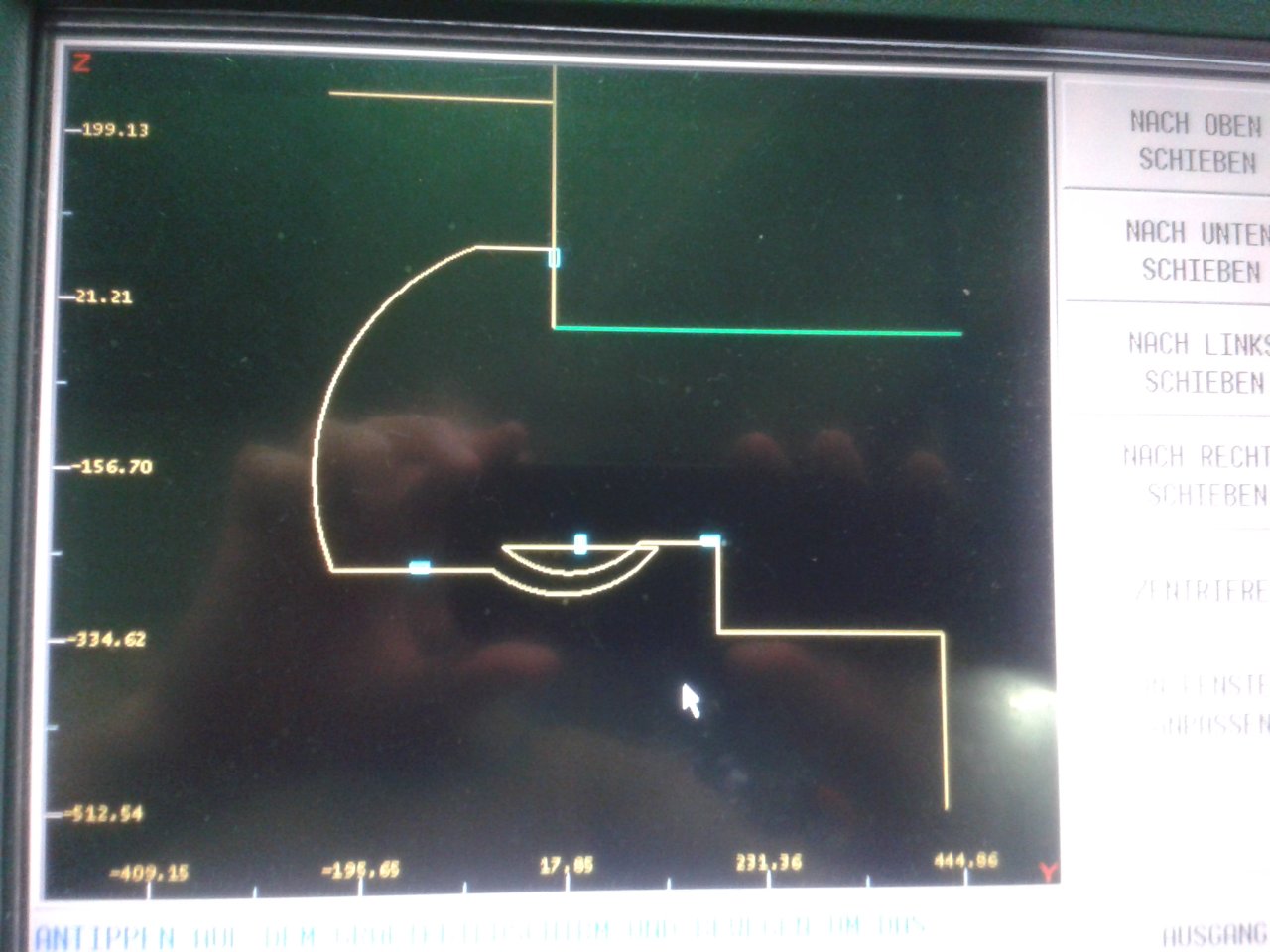
Entweder ich erhalte was ganz anderes oder Fehlermeldungen wie das man nicht in positiver Richtung bohren könnte oder das der R Wert nicht stimmt. Habe mal zwei Bilder gemacht, einfach per Handy. Es Zeigt die Seitenansicht. 4 Teile mit einer Bohrung. Am PC sieht das wie gesagt gut aus. Auf der Maschine nicht.
Maschine: gelbe Linien sind Eilgänge. Die Grüne Linie ist nur das Koordinatenkreuz wo sich der Nullpunkt befindet.
Die 4 "Klötzchen" sind die Bohrungen. Einige PPs geben Bearbeitungsebenen G17 und G18 aus, andere nicht.
Funktioniert das so überhaupt bei jemandem ? Ich verstehe eigentlich auch nicht, warum sich irgendwas am Koordinatensystem ändern sollte, die Bearbeitung findet immer auf X/Y Ebene und damit G17 statt. Lediglich die A Achse wird gedreht. Einfügen von G18 hat z.B. überhaupt keinen Einfluss auf das Ergebnis.
Die Steuerung arbeitet nach Fanuc Standard. Aber das hat jetzt nicht unbedingt was mit dem oben genannten "Problem" zu tun.
Von mir aus kann der Nullpunkt ja liegen wo er will, auch im Drehzentrum, nur hätte ich gerne für jedes Teil einen eigenen und da ZW3D mit "3+2" Achsen beworben wird, sollte das ja irgend wie gehen.
Natürlich kann ich mich hinsetzen und das Programm entsprechend von Hand anpassen, aber das ist nicht der Sinn des ganzen. Ich denke das ich während der Erstellung noch das ein oder andere Ändern werde, da kann ich nicht von Hand im NC Code "fummeln". Würde mich wirklich über jede Info freuen  [Diese Nachricht wurde von ZW3DUser am 24. Mai. 2014 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ZW3DUser
Mitglied
Beiträge: 120
Registriert: 31.08.2012
|
erstellt am: 31. Mai. 2014 14:34 <-- editieren / zitieren --> Unities abgeben:
Habe nun einige versuche hinter mir. Es ist so, das man Ebenen mit Nullpunkten nur dann nutzen kann, wenn man auf die Ausgabe auf "absolut" stellt. Soweit ich das gesehen habe, ist das auch in 2014 noch so, was mir nicht ganz begreiflich ist. Einzige Möglichkeit ist, das man alle Ebenen in den Drehpunkt legt, der Drehpunkt muss dann auch Nullpunkt vom CAM Plan sein. Dann erhalte ich G54, G55 und eine A Achsen Drehung als NC Ausgabe. Was mich sehr irritiert hat, war die Sache, das normale Fräsoperationen (habe nur eine Fase getestet) ausgegeben werden, mit A Achsen Drehung und richtige Koordinaten. Bohrungen werden verdreht ausgegeben und es wird dann zusätzlich ein G18 und G19 ausgegeben.
Dadurch ändern sich die "R" Werte mit und da kommen die tollsten Zahlen raus.
Hätte mich mal interessiert ob das so bei anderen funktioniert. Bei unseren HURCO Maschinen mit WinMax V9 kommt das raus was ich oben als Bild angefügt habe. Würde mich weiterhin interessieren ob das bei anderen funktioniert ! Da unsere Maschine so nur Unsinn macht, habe ich mir die PPs mal angesehen.
In der CL steht ein "TLAXIS", was die Rotierung der Achsen bestimmt.
Hierdurch wird auch das G18 und G19 ausgegeben.
Ich bin dabei den PP anzupassen, so das die Ausgabe auf XY Ebene beleibt. Dafür müssen die Koordinaten aber angepasst werden.
Vielleicht habe ich da schon was gefunden...werde da gleich mal weiter dran basteln.
Gestern habe ich mir leider irgend wo einen Fehler rein gehauen, konnte den aber nicht finden 
Ich schaue mir aber auch die anderen PPs an, vielleicht sind ja Maschinen dabei bei denen das schon so gemacht wird. Vielleicht kommt von Seiten ZW3D bis dahin eine Info, ob das so überhaupt geht. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ZW3DUser
Mitglied
Beiträge: 120
Registriert: 31.08.2012
|
erstellt am: 05. Jun. 2014 18:54 <-- editieren / zitieren --> Unities abgeben:
Bohren und denke mal andere Zyklen geht nun. Die Ebenen G18 und G19 werden nicht mehr verwendet und die Achsen habe ich entsprechend vertauscht. Ich erhalte nun auch Zyklenausgabe wenn die Achse z.B. auf 30 Grad steht. Leider lässt sich Fräsen nicht so einfach anpassen, da hier auch die CL Ausgabe komplett verdreht ist. Da hier nichts weiter kommt, werde ich das Thema hier erst mal von meiner Seite beenden...
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
bbw
Mitglied
Werkzeugmacher
Beiträge: 21
Registriert: 14.02.2013
|
erstellt am: 14. Jun. 2014 19:27 <-- editieren / zitieren --> Unities abgeben: Nur für ZW3DUser 
Hallo ZW3D User, kann es sein das Du die Bearbeitungsebene im CAM Plan nicht auf deinen geänderten Nullpunkt gelegt hast?. Also "Bearbeitungsebene einfügen- Abstände eingeben- und Ebene erstellen". Koordinaten an den Punkt verlegen der gewünscht ist. CAM Plan erstellen und auf Ausgabe. In der Ausgabe aber auch bei Feld Nullpunkt den gewünschten erstellten Nullpunkt einfügen. Dann sollte dies auch funktionieren. Grüße an alle
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ZW3DUser
Mitglied
Beiträge: 120
Registriert: 31.08.2012
|
erstellt am: 14. Jun. 2014 19:54 <-- editieren / zitieren --> Unities abgeben:
Verstehe nicht ganz genau was du meinst. Ich habe Ebenen im CAM Plan eingefügt.
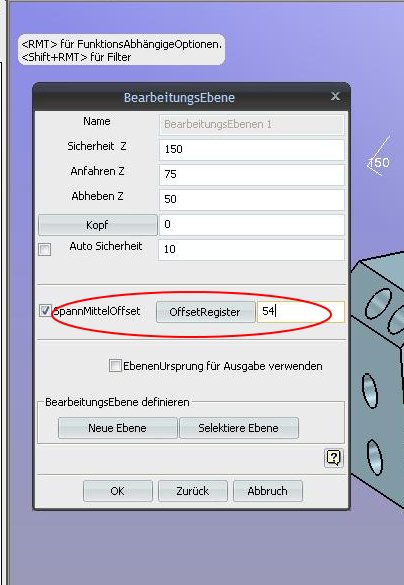
Diesen kann man Nullpunkte zuweisen, also 54,55,56 usw.
Dazu muss man in den Maschineneinstellungen bei Offset:54-59 eintragen.
Diese kann man dann bei den Ebenen auswählen. Wenn ich das ganze dann ausgebe, müsste ich eigentlich die Nullpunkte auf "Operation" setzen und ausgeben.
Eben damit G54 und G55 im NC Code ausgegeben wird und die Koordinaten von dieser Ebene aus erstellt werden.
Bei der 4. Achse geht aber nur "absolut" als Ausgabe, sonst erhält man eine Fehlermeldung.
Deshalb habe ich dann alle Ebenen in den Drehpunkt gelegt (das ist auch der CAM Plan Nullpunkt) und nur entsprechend verdreht.
Aber egal was ich verstelle, entweder ich erhalte keine G54,G55...in der Ausgabe oder die A Achsen Drehung fehlt. Hast du schon mal mit 5x gebohrt ?
Ergebnis sieht dann so aus wie im zweiten Bild. Ich habe ein Versuch mit ZW3D2014 gemacht. Einstellungen habe ich von encee bekommen.
Leider war auch dort dann keine A Achsen Drehung vorhanden.
Soviel zu dem "neuen" Hurco PP. Ich müsste hier aber noch mal ein Beispiel einstellen, ist auch schon zu lange her und ich habe zu viele Sachen versucht um das noch nachvolziehen zu können. ZW3D 2014 hat in der Ausgabe noch einen weitere Auswahl.
Nullpunkt und Nullpunktbezug. Bei ZW3D 2012 gibts da nur ein Feld. Generell müsste es so sein, das die Ebene immer G17 bleibt. Wüsste nicht was da dran zu verändern ist.
Alle Bearbeitungen bleiben doch auf XY Ebene, nur die A Achse wird gedreht.
Aber in den Zyklen werden die Achsen verdreht, eben wegen G18.
Deshalb funktioniert das hoch angepriesene 5x Bohren so gar nicht und da braucht man ja gar nicht mit Ebenen zu arbeiten. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ZW3DUser
Mitglied
Beiträge: 120
Registriert: 31.08.2012
|
erstellt am: 14. Jun. 2014 20:51 <-- editieren / zitieren --> Unities abgeben:
Die von mir genannte Fehlermeldung erscheint nur, wenn ich in den Maschineneinstellungen eine A Achse definiere. Braucht man aber (anscheinend) nicht, bzw. funktioniert dann gar nichts. Hier mal ein Paar versuche, mit dem Teilen im Bild.
Die schrägen Ebenen sind für die Bohrungen an der 45 Grad Fase. Die benutze ich für diesen Test nicht.
Zweites Bild zeigt eine Ebene mit einem ausgewählten Nullpunkt G54
Zentrieren, Ausgabe auf: ABSOLUT
Code:
%
G40 G17 G94 G49 G90 G54
G91 G28 Z0.0
G28 X0.0 Y0.0
G90 A0.0
T412 M06
T412
S1000 M03
M08
G90 G00 X-25. Y10.
Z150.
G17 G99 G81 X-25. Y10. Z96. R103. F430. L1
Y30.
G80
G00 Z150.
G55 Y10. A90.
G18 G99 G81 X-25. Y14. Z100. R7. F430. L1
Y34. R27.
G80
G00 Y30. Z150.
G56 Y10. A180.
G17 G99 G81 X-25. Y10. Z104. R97. F430. L1
Y30.
G80
G00 Z150.
G57 Y10. A270.
G18 G99 G81 X-25. Y6. Z100. R13. F430. L1
Y26. R33.
G80
G00 Y30. Z150.
G91 G28 Z0.0
G28 X0.0 Y0.0
G28 A0.0
G49
M05
M09
M30
%Ausgabe mit Bearbeitungsebenen G18 G19 und Koordinaten verdreht !
Koordinaten müssten für jede Seite gleich sei, da alle Ebenen im Drehpunkt liegen !
Zentrieren, Ausgabe auf: OPERATION
Code:
%
G40 G17 G94 G49 G90 G54
G91 G28 Z0.0
G28 X0.0 Y0.0
G90 A0.0
T412 M06
T412
S1000 M03
M08
G90 G00 X-25. Y10.
Z150.
G17 G99 G81 X-25. Y10. Z96. R103. F430. L1
Y30.
G80
G00 Z150.
G55 Y10.
G99 G81 X-25. Y10. Z96. R103. F430. L1
Y30.
G80
G00 Z150.
G56 Y10.
G99 G81 X-25. Y10. Z96. R103. F430. L1
Y30.
G80
G00 Z150.
G57 Y10.
G99 G81 X-25. Y10. Z96. R103. F430. L1
Y30.
G80
G00 Z150.
G91 G28 Z0.0
G28 X0.0 Y0.0
G28 A0.0
G49
M05
M09
M30
%Koordinaten richtig, nur XY Ebene, Aber keine A Achsen Drehung !
Kreisfräsen, einfaches Profil, Ausgabe: Absolut
Code:
%
G40 G17 G94 G49 G90 G54
G91 G28 Z0.0
G28 X0.0 Y0.0
G90 A0.0
T4302 M06
T4302
S1000 M03
G05.1 Q1
M07
G90 G00 X-29. Y30.
Z150.
Z102.5
G01 Z95. F250.
G17 G03 X-27. Y26.5359 I4. J0
X-21. Y30. I2. J3.4641
X-27. Y33.4641 I-4. J0
X-29. Y30. I2. J-3.4641
G00 Z150.
G55 A90. #### Neuer Nullpunkt und A Achse !
Z102.5
G01 Z95. #### Was ist das ???
X-28.9126 Y29.1683
X-28.6542 Y28.373
X-28.2361 Y27.6489
X-27.6765 Y27.0274
X-27. Y26.5359
X-26.2361 Y26.1958
X-25.4181 Y26.0219
X-24.5819
X-23.7639 Y26.1958
X-23. Y26.5359
X-22.3235 Y27.0274
X-21.7639 Y27.6489
X-21.3458 Y28.373
X-21.0874 Y29.1683
X-21. Y30.
X-21.0874 Y30.8316
X-21.3458 Y31.6269
X-21.7639 Y32.3511
X-22.3235 Y32.9726
X-23. Y33.4641
X-23.7639 Y33.8042
X-24.5819 Y33.9781
X-25.4181
X-26.2361 Y33.8042
X-27. Y33.4641
X-27.6765 Y32.9726
X-28.2361 Y32.3511
X-28.6542 Y31.6269
X-28.9126 Y30.8316
X-29. Y30.
G00 Z150.
G56 A180. #### Neuer Nullpunkt und A Achse
Z102.5 ####Hier bleibt es bei G17 ! Warum wenn doch beim Bohren gewechselt wird !?
G01 Z95.
G02 X-27. Y-26.5359 Z-95. I4. J-60. #### Z-95 ???? AUA !!!!!!!!!
X-21. Y-30. I2. J-3.4641
X-27. Y-33.4641 I-4. J0
X-29. Y-30. I2. J3.4641
G00 Y30. Z150.
G57 A270.
Z102.5
G01 Z95.
X-28.9126 Y29.1683
X-28.6542 Y28.373
X-28.2361 Y27.6489
X-27.6765 Y27.0274
X-27. Y26.5359
X-26.2361 Y26.1958
X-25.4181 Y26.0219
X-24.5819
X-23.7639 Y26.1958
X-23. Y26.5359
X-22.3235 Y27.0274
X-21.7639 Y27.6489
X-21.3458 Y28.373
X-21.0874 Y29.1683
X-21. Y30.
X-21.0874 Y30.8316
X-21.3458 Y31.6269
X-21.7639 Y32.3511
X-22.3235 Y32.9726
X-23. Y33.4641
X-23.7639 Y33.8042
X-24.5819 Y33.9781
X-25.4181
X-26.2361 Y33.8042
X-27. Y33.4641
X-27.6765 Y32.9726
X-28.2361 Y32.3511
X-28.6542 Y31.6269
X-28.9126 Y30.8316
X-29. Y30.
G00 Z150.
G91 G28 Z0.0
G28 X0.0 Y0.0
G28 A0.0
G49
G61
M05
M09
M30
%
Kreisfräsen, einfaches Profil, Ausgabe: operation Code:
%
G40 G17 G94 G49 G90 G54
G91 G28 Z0.0
G28 X0.0 Y0.0
G90 A0.0
T4302 M06
T4302
S1000 M03
G05.1 Q1
M07
G90 G00 X-29. Y30.
Z150.
Z102.5
G01 Z95. F250.
G17 G03 X-27. Y26.5359 I4. J0
X-21. Y30. I2. J3.4641
X-27. Y33.4641 I-4. J0
X-29. Y30. I2. J-3.4641
G00 Z150.
G55 Z102.5
G01 Z95.
G03 X-27. Y26.5359 I4. J0
X-21. Y30. I2. J3.4641
X-27. Y33.4641 I-4. J0
X-29. Y30. I2. J-3.4641
G00 Z150.
G56 Z102.5
G01 Z95.
G03 X-27. Y26.5359 I4. J0
X-21. Y30. I2. J3.4641
X-27. Y33.4641 I-4. J0
X-29. Y30. I2. J-3.4641
G00 Z150.
G57 Z102.5
G01 Z95.
G03 X-27. Y26.5359 I4. J0
X-21. Y30. I2. J3.4641
X-27. Y33.4641 I-4. J0
X-29. Y30. I2. J-3.4641
G00 Z150.
G91 G28 Z0.0
G28 X0.0 Y0.0
G28 A0.0FAST richtig, leider ohne A Achsen Drehung !!!
Kreisfräsen, einfaches Profil, Ausgabe: Absolut
Diesmal mit Kreisausgabe (Maschineneinstellung) für alle Ebenen.
Code:
%
G40 G17 G94 G49 G90 G54
G91 G28 Z0.0
G28 X0.0 Y0.0
G90 A0.0
T4302 M06
T4302
S1000 M03
G05.1 Q1
M07
G90 G00 X-29. Y30.
Z150.
Z102.5
G01 Z95. F250.
G17 G03 X-27. Y26.5359 I4. J0
X-21. Y30. I2. J3.4641
X-27. Y33.4641 I-4. J0
X-29. Y30. I2. J-3.4641
G00 Z150.
G55 A90.
Z102.5
G01 Z95.
G18 G02 X-27. Y-95. Z26.5359 I4. K-65.
X-21. Z30. I2. K3.4641
X-27. Z33.4641 I-4. K0
X-29. Z30. I2. K-3.4641
G00 Y30. Z150.
G56 A180.
Z102.5
G01 Z95.
G17 G02 X-27. Y-26.5359 Z-95. I4. J-60.
X-21. Y-30. I2. J-3.4641
X-27. Y-33.4641 I-4. J0
X-29. Y-30. I2. J3.4641
G00 Y30. Z150.
G57 A270.
Z102.5
G01 Z95.
G18 G03 X-27. Y95. Z-26.5359 I4. K-125.
X-21. Z-30. I2. K-3.4641
X-27. Z-33.4641 I-4. K0
X-29. Z-30. I2. K3.4641
G00 Y30. Z150.
G91 G28 Z0.0
G28 X0.0 Y0.0
G28 A0.0
G49
G61
M05
M09
M30
%
Kreisausgabe jetzt in allen Ebenen, aber wieder G18 G19 mit Verdrehten Achsen !
Z-95 ! Bedeutet bei Nullpunkt im Drehzentrum neue Maschine !
Und mit ZW3D 2014 hab ich das gleiche Ergebnis !
[Diese Nachricht wurde von ZW3DUser am 14. Jun. 2014 editiert.] [Diese Nachricht wurde von ZW3DUser am 14. Jun. 2014 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ZW3DUser
Mitglied
Beiträge: 120
Registriert: 31.08.2012
|
erstellt am: 22. Jun. 2014 12:52 <-- editieren / zitieren --> Unities abgeben:
Ich habe nun einige Infos, von einem ZW3D Entwickler/Suporter oder was auch immer seine Aufgabe ist. Jemand der direkt bei ZW3D arbeitet, mit dem ich schon einige male in Kontakt war um z.B. das Problem mit der Restmaterialbearbeitung zu besprechen, die nun in ZW3D 2014 funktioniert. Damals hatte eine von ZW3D erstellte Beispieldatei groben Unfug angerichtet, wenn man nur eine Einstellung verändert hatte. Encee meinte in Version 2012 nur, das sie es weiter geleitet hatten...danach habe ich es nicht mehr so verwendet. In der Demo von Version 2013 ist mir der gleiche Fehler dann wieder aufgefallen... Zurück zum Thema:
Das was ich hier vor hatte, geht mit ZW3D2014 und einer "kleinen" Anpassung des HURCO Postprozessors. Zur Zeit bin ich etwas angespannt, bewirbt doch ZW3D und encee die "neuen" Postprozessoren !
Auch in ZW3D2014 sind diese 4x PP's.
Aber einfach anwählen und NC Code ausgeben geht nicht ! Die 4, Achse wird von HURCO voll unterstützt. Ich erhalte eine 3D Simulation auf der Maschine, mit allem was dazugehört !
Es ist nur eine weitere Achse, keine Sonderanfertigung oder sonstiges...das nur mal so am Rande !
Wenn nun ein PP mit 4x angepriesen wird, dann sollte es auch funktionieren. 4x ist eben "nur" 3x + eine Achse.
Es gibt natürlich auch noch 5x Maschinen, aber hier gibt es viel mehr Möglichkeiten, entweder einen Schwenkkopf, Rundtisch, oder beides.
Bei 4x wird das aber immer so sein das eine Achse dazu gestellt wird (ich kenne viele Maschinen von HURCO, ob ich alle kenne weiß ich nicht)
Soll heißen, das es da nicht viele Möglichkeiten gibt. Man kennt vielleicht die Aussage, das ja jede Maschine "einzigartig" ist und es deshalb immer zu Anpassungen kommt. Dem widerspreche aus genanntem Grund. Leider habe ich von encee nur die Info bekommen, wie man die Nullpunkte in die Ebenen einfügt und was bei der Ausgabe eingestellt werden muss.
Auf die Antwort von mir, das man auch dann keine A Achsen Drehung in der Ausgabe erhält, habe ich seit 11.06.2014 keine Rückmeldung erhalten. Für die ganzen Fehler (die ja nur bei mir aufgetreten sind) die ich damals gemeldet hatte und dafür, das der SG Postprozessor damals nie richtig funktioniert hatte (Bohrzyklen!) müsste ich lebenslangen Support bekommen.
Eine kurze Antwort wäre da schon angebracht gewesen, auch ohne Support. Selbst wenn der Mitarbeiter nicht im hause ist, der mir damals geantwortet hat...das war vor 2 Wochen.
So eine Sache wäre Außerdem auch ein gutes Verkaufsargument für die neue Version...aber ich bin ja kein Verkäufer. Mit ZW3D2012 geht es jedenfalls leider so nicht. Ich könnte mir das zwar so zusammenbasteln, da es ja immer die gleichen Operationen sind, aber der Aufwand ist es mir nicht wert. In der Zeit habe ich das Programm schon drei mal an der Maschine erstellt (habe ich auch schon)
Damit wäre die Sache von meiner Seite hier erst mal beendet.
[Diese Nachricht wurde von ZW3DUser am 22. Jun. 2014 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|